Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Система автоматизированного проектирования и изготовления протяжного инструмента
Аннотация:
Abstract:
| Авторы: Ламбин Л.Н. () - , Толкачев А.А. () - | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 13595 |
Версия для печати |
Оснащение основного производства высокопроизводительной технологической оснасткой в необходимых объемах и номенклатуре -одна из главных задач инструментального производства. Уровень инструментального оснащения влияет непосредственно как на сроки подготовки производства и освоения новых изделий, так и на технико-экономические показатели производства изделий, их трудоемкость и себестоимость. Необходима разработка сквозного цикла проектирование-изготовление на основе создания интегрированных систем автоматизированного проектирования (ИСАПР), предусматривающих использование ЭВМ при конструировании режущих инструментов, при проектировании технологических процессов и при разработке на основе полученных решений управляющих программ для оборудования с программным управлением без промежуточных носителей информации. Рассмотрим вопросы построения такой ИСАПР на примере проектирования круглых и шлицевых протяжек, обеспечивающих высокопроизводительный и точный процесс обработки в условиях серийного и массового производства. Следует отметить, что протягиванием получаются детали с высокой точностью размеров (до 7-го квалитета точности) и малой шероховатостью (RA до 1.0...0.20 мкм). По производительности процесс протягивания в 5-10 раз выше фрезерования и в 10-15 раз выше растачивания и развертывания [2]. Интегрированная система проектирования сложнорежущего инструмента (ИСАПР ПР) включает следующие подсистемы (рис. 1): - систему автоматизированного проектирования круглых и шлицевых протяжек (САПР ПР); - систему автоматизированного вычерчивания конструкторской документации (САПР-К ПР); - систему автоматизированного проектирования управляющих программ для изготовления на станках с ЧПУ (САПР-И ПР). Расчет и проектирование протяжек осуществляется с помощью САПР ПР. Для конструкции протяжки характерно большое количество различных элементов и их параметров (материала режущей и хвостовых частей, шага и глубин впадин зубьев, числа зубьев в секции, распределения подъема зубьев вдоль режущей части и т.д.), поэтому при проектировании возможно получение нескольких десятков вариантов конструкции.
Варианты могут оцениваться по задаваемым критериям: минимальной длине, максимальному подъему на черновых зубьях, равномерности загрузки протяжки исходя из усилия резания на разных группах зубьев, наилучшей помещаемости стружки и т.д. Анализ вариантов позволяет получить полную картину изменения сил резания и условий размещения стружки вдоль всей режущей части, что обеспечивает объективную оценку работоспособности проектируемой протяжки. В случае отсутствия решения по заданным критериям оптимальности последние могут заменяться одним наиболее важным, например наименьшей длиной протяжки. Корректировка процесса проектирования протяжки может быть выполнена человеком на основе анализа выдаваемых машиной вариантов конструкции. Пос-ч ле принятия решения производится окончатель- Таблица 1
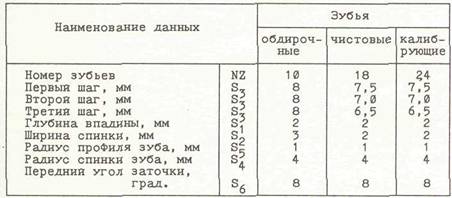
ный расчет выбранного варианта. Более подробное описание вопросов автоматизации проектирования данного вида металлорежущего инструмента приведено в [1, 2]. Данные о спроектированном инструменте, представляющие собой совокупность параметров, выдаются в табличной форме, затем на основе полученных результатов проектирования осуществляется формирование рабочей документации, в комплект которой входят рабочие чертежи протяжки и таблиц размеров зубьев, а также проектирование управляющих программ для токарной обработки протяжки на станках с ЧПУ. Эти вопросы впервые решаются в интегрированной системе проектирования. Каковы методы их решения? В настоящее время при разработке автоматизированных систем графического отображения информации (чертежей) используются следующие основные методы алгоритмического формирования изображений: стандартных изображений, комплексной детали, поэлементного синтеза конструкций [3, 4]. Каждый из них может быть реализован как в автоматическом (пакетном), так и в диалоговом режимах. Выбор метода определяется многими факторами: сложностями алгоритмов, формирования чертежей, наличием технических средств, объемами работ. Одним из основных отличий разных методик автоматизации формирования чертежей является применение различных базовых (единичных) элементов или графических алфавитов. Например, в [4] в качестве элементов графического алфавита рассматриваются проекционные изображения элементарных и типовых поверхностей, которые соединяются между собой при помощи логических операций (объединение по оси, под прямым углом и т.п.). Для изображе- ния стандартных элементов чертежей наладок используются более крупные базовые элементы, например изображение резца, державки и т.д. Чертеж круглых и шлицевых протяжек состоит как из изображений переменной формы и размеров (собственный чертеж протяжки), так и из изображений с постоянной формой и переменными размерами {сечения профиля зубьев и т.д.), поэтому здесь наиболее целесообразно применение комбинированного метода формирования чертежей протяжек, включающих в себя преимущества метода стандартных изображений и поэлементного синтеза изображений. При использовании метода стандартных изображений они рассматриваются как состоящие из двух частей: постоянной и переменной. К постоянной относится топология изображения, а к переменной - его размерная сетка, т.е. данные о величине размеров, содержании надписей, технических требований и т.д. Постоянная часть изображения описывается на каком-либо специальном языке (РАД-ЕС, РАД-CM, ГРАФОР и др.). Полученные данные хранятся в соответствующих массивах. При этом в описании предусматриваются места для заполнения их переменными данными. При выводе изображения на внешнее устройство ЭВМ описание используется без изменений. Чертеж оснащается необходимой размерной информацией, соответствующей переменной части изображения. При необходимости по желанию пользователя изменяется только масштаб изображения. На рис. 2 приведен пример стандартного изображения для вычерчивания профиля зубьев протяжки. На языке графики описывается контур 1-Й, предусматриваются места нанесения
значений размеров S , ..., Sg. Текущие значения размеров S , ..., S определяются из выходного массива программного комплекса проектирования протяжек. Вставку переменных данных рассмотрим на примере простановки размера S (рис. 3). Этот размер может быть расположен над размерной линией между выносными линиями (схема А1), если длина текста меньше расстояния между выносными линиями, либо асимметрично (схема А2) - если больше. Место размещения надписи выбирается после проверки условия I =b-n^Nm, I - длина текста (надписи цифр размеров), b — ширина символа на устройстве вывода информации, и - количество символов в тексте строки надписи, N - численная величина размера, т - масштаб вычерчивания.
Алгоритм формирования изображения включает в себя следующие укрупненные операторы: - выбрать описание стандартного изображения из библиотеки; - преобразовать описание стандартного изобра жения в соответствии с принятым масштабом; - выбрать схему расположения для каждого проставляемого размера; - дополнить стандартное описание переменны ми размерами; - транслировать описание чертежа на язык уп равления чертежным автоматом. На основе анализа чертежей круглых и шлицевых протяжек разработан классификатор стандартных изображений, включающий в себя свыше 20 их разновидностей (часть его приведена в табл. 1). Этот перечень может быть изменен или расширен, что обеспечивает высокую степень адаптивности созданной системы к изменяющимся условиям производства. Структура стандартных изображений описывается графом G(R,L), в котором множеству вершин R поставлены в соответствие опорные точк>:, а дугам L - соединяющие их линии. В ЭВМ граф стандартных изображений представляется поэлементно в виде таблицы связей. В первые два столбца заносятся инцидентные вершины, в третий - соединяющие их линии (сплошная тонкая - 11, сплошная толстая - 12, дуга по часовой стрелке - 22, дуга против часовой стрелки - 32, штрихпунктирная тонкая - 16 и т.д.). В отдельный массив записываются координаты опорных точек в местной системе координат. В табл. 2 приведено поэлементное описание стандартного изображения (рис. 2), которое получено в результате автоматизированного синтеза. Аналогично описывается граф размерных связей между элементами изображения. При автоматизированном проектировании чертежа нумерация опорных точек производится программным способом. Номера этих точек используются при построении чертежа, но на него не наносятся. Разработка подсистемы автоматизации изготовления протяжек на станках с ЧПУ (САПР-И ПР) проводилась с учетом следующих требований: - эксплуатация на мини-ЭВМ; - наличие развитого геометрического процес сора, обеспечивающего реализацию различных способов задания движения инструментов, на личие циклов обработки, реальность использо вания библиотеки параметров обработки; - возможность создания библиотеки инстру ментов; - обеспечение возможности быстрой замены постпроцессоров в системе при настройке ее на другие типы управляемого оборудования. Рассматриваемый программный .комплекс предназначен для подготовки управляющих
программ (УП) на токарных станках моделей 16К20ФЗС5 и 16К30ФС5 с системой НЦ-31 и обеспечивает: - деление припуска на рабочие ходы; - расчет траектории рабочих и вспомогатель ных ходов; - поддержку постоянства скорости главного движения резания; - точение с припуском на последующую об работку; - типовые схемы обработки профиля зубьев протяжки, хвостовика с круговой канавкой, резьбового хвостовика; - переустановку и последующую обработку де тали без дополнительного кодирования гео метрии; - автоматический выбор резцов из массива инструментов; - формирование и вывод управляющих про грамм на перфоленту в командах конкретного устройства числового управления; - распечатку управляющей программы на АЦПУ. Приведем особенности обработки режущей части протяжки, которая включает в себя обточку заготовки, протачивание канавок между зубьями, обточку зубьев по диаметру под последующую шлифовку и заточку, обработку направляющей части, обработку переднего и заднего хвостовиков. Заготовка для операции протачивания канавок обтачивается как гладкий или двухступенчатый вал (разность диаметров первого и последнего зуба протяжки превышает 6 мм). Эта операция производится на универсальном токарном станке без использования ЧПУ. В настоящее время отсутствуют интегрированные системы по проектированию и изготовлению протяжного инструмента, и механическая обработка канавок круглых и шлицевых протяжек на станках с ЧПУ ведется по следующей технологии: - канавки протачиваются на токарных станках 16К20ФЗС5 и 16К30ФЗС5 с системой управления Н22; - обработка ведется фасонными резцами, про фили которых совпадают с профилем обрабатываемой канавки; - последовательно вручную задаются положе ния и параметры каждой канавки; - длинные протяжки обрабатываются в две ус тановки: сначала точатся канавки калибрующих зубьев (приблизительно до середины протяж ки), затем после переустановки заготовки обрабатываются остальные зубья и направляю щая часть протяжки. Описанная технология не может быть эффективно использована в интегрированной системе САПР-И ПР. В основу разработанной системы подготовки управляющих программ для токарных операций изготовления круглых и шлицевых протяжек положено следующее: - вся обработка протяжки ведется одним инст рументом, профиль которого совпадает с про филем канавок между калибрующими зубьями протяжки (с учетом припуска под шлифовку); - направляющая часть протяжки обрабатывает ся в той же установке и тем же инструментом, что и черновые зубья; - при длине протяжек свыше 750 мм обработка ведется с переустановкой; - при глубине канавки, превышающей 4 мм, обработка производится в два прохода (при первом проходе выбирается 2/3 глубины канавки); - в конструкции протяжки может использо ваться до трех основных профилей зубьев; - зубья каждого типа могут располагаться с переменным шагом, принимающим максималь ное, среднее и минимальное значение; - увеличение шага между зубьями производит ся за счет расширения (разгона) канавки; - спинки зубьев обтачиваются по цилиндру, т.е. задний угол зубьев протяжки при точении не учитывается — он создается последующей шлифовальной операцией, под шлифовку остав ляется припуск 0,5-1 мм в зависимости от диа метра и длины протяжки. В табл. 3 представлен пример данных для составления УП токарной обработки режущей части протяжки. Таблица содержит три столб ца, в которых формируются данные по обди рочной, чистовой и калибрующей части про тяжки соответственно. Кроме того, указывают ся диаметры отверстия до и после про тягивания. .. , , Таблица S Данные для составления УП токарной обработки режущей части круглой и шлицевой протяжки Укрупненный алгоритм проектирования УП для токарной обработки протяжки включает: - расчет геометрических и технологических па раметров обработки и выбор инструмента; - расчет параметров УП для обработки канавок между калибрующими зубьями и формирова ние УП; - расчет параметров УП для обработки канавок чистовых зубьев и формирование УП; - расчет параметров УП для обработки черно вых зубьев и формирование УП; - расчет параметров УП для обработки направ ляющей части протяжки; - вывод на УП, на АЦПУ и перфоленту.
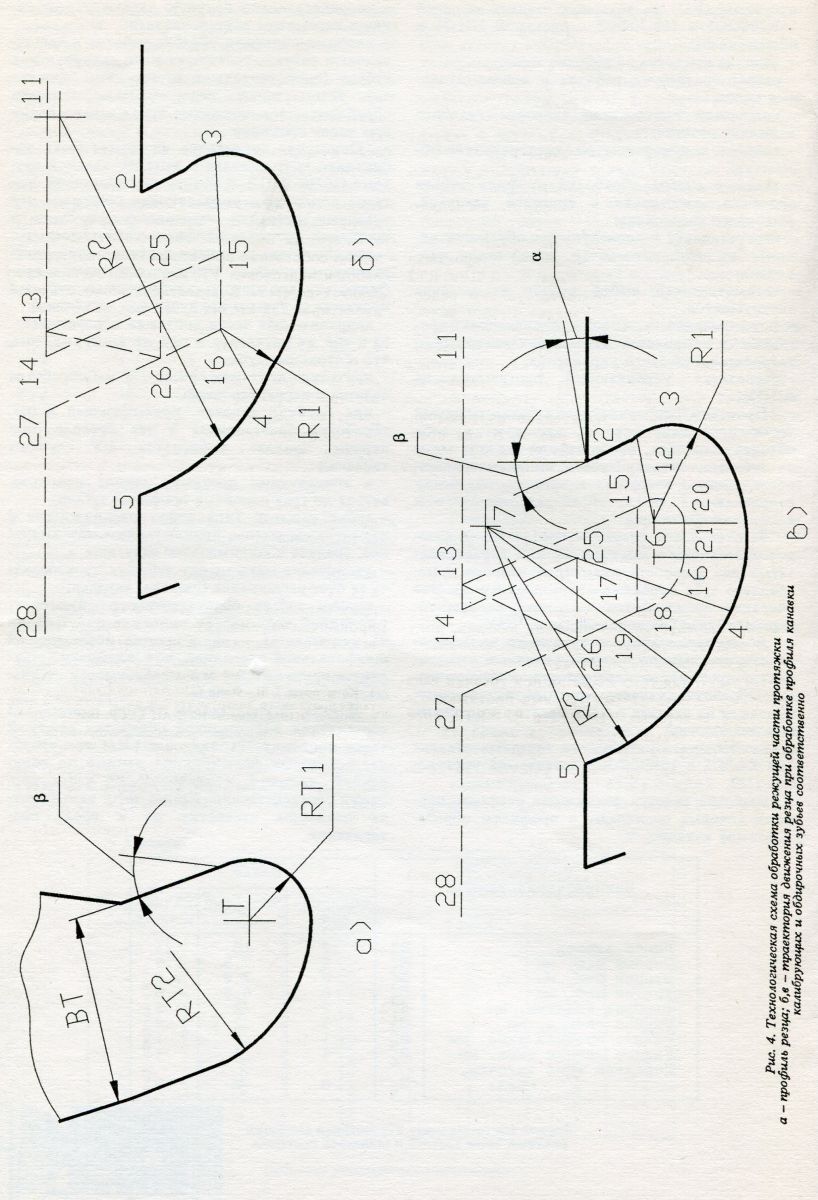
Профиль резца для обработки и протяжки изображен на рис. 4, а. Радиусы RT1 и RT2 должны быть равны соответствующим радиусам R1 и R2 профиля канавки между калибрующими зубьями протяжки (рис. 4, б) с учетом припуска под шлифовку. Угол должен быть не меньше переднего угла всех зубьев протяжки. Траектория резца при нарезании канавок между калибрующими зубьями должна быть составлена исключительно из прямолинейных перемещений. На рис. 4, б она представлена точками 11, 13, 14, 25, 26, 13, 15, 16, 27, 2S. Перемещения 13-14-25-26-13 осуществляют черновой проход, который выполняется только тогда, когда глубина канавки превышает 4 мм. Перемещение 15-16 выполняется только в случае необходимости "разгона" канавки, т.е. ее расширения для увеличения шага зубьев или для установки опорного кожа при шлифовке. Перемещение 13-14 принято равным 0,4 мм -оно делается для того, чтобы устранить ступеньку на участке 2-3 профиля канавки, получающуюся в результате упругих деформаций при обработке а два прохода. Траектория того же резца при точении канавок между остальными зубьями протяжки, т.е. канавок, у которых R1>RT1 и R2>RT2, определяется точками 11, 13, 14, 25, 26, 13, 15, 12, 20, 21, 16, 18, 19, 27, 28 (рис. 4, в). Эта траектория содержит круговые участки 15-12-20, 21-16, 16-18, 18-19. В целях сокращения управляющей программы можно принять упрощенный вариант траектория 11—14—25—26—13—12— 20-16-18-27-28, в которой только один участок 12-20 является круговым. САПР-И ПР обеспечивает краткость управляющей программы. Это необходимо потому, что устройство управления НЦ-31 имеет ручной ввод данных. Интегрированная система реализована на языке ФОРТРАН в ОС РВ в диалоговом режиме на СМ ЭВМ-1420. Вывод графики производится на графопостроитель АР 7251 с использованием базового обеспечения машинной графики РАД СМ, подготовка УП - на токарные станки моделей 16К20ФЗС5 и 16К30ФЗС5 с системой НЦ-31. Исходя из всего сказанного, можно сделать следующие выводы. Интегрированная система автоматизированного проектирования круглых и шлицевых протяжек обеспечивает автоматизацию собственно проектных (конструкторских) работ и подготовки УП для их изготовления на станках с ЧПУ. В качестве исходных данных проектировщик вводит в ЭВМ в диалоговом режиме данные об обрабатываемой детали, о станке и оснастке, о некоторых элементах конструкции инструмента, критерии оптимальности. Выпускаемые чертежи полностью соответствуют ЕСКД и не требуют ручной доработки. Внедрение системы на ПО Минского тракторного завода позволило значительно повысить качество проектных работ и производительность труда проектировщиков, сократить в 10-15 раз сроки и снизить затраты на технологическую подготовку производства. За счет оптимизации процесса обработки повышается производительность труда станочников. Интегрированная система может использоваться на любых машиностроительных предприятиях в условиях серийного и массового производства без существенного изменения всех алгоритмических и программных модулей. Список литературы 1. Консторум Т.Ш., Фрнд СЕ. Автоматизация проектиро вания протяжного инструмента для обработки отверстия с помощью ЭЦВМ. Минск: ИТК АН БССР, 1969. С. 30. 2. Основы проектирования режущих инструментов с при менением ЭВМ / П.И. Ящерицыи, Б.И. Сниицын н др. - Минск: Вышейщ. шк., 1979. С. 304. 3. САПР изделий и технологических процессов в машино строении / Р.А. Аллнк, В.И. Бородянский и др.; Под ред. Р.А. Аллика. - Л.: Машиностроение. Ленннгр. отд-нне, 1986. 319 с. 4. Цветков В.Д., Толкачев А.А. Автоматизация гра фических работ с помощью ЭВМ при технологическом проектировании // Вестник машиностроения, 1978. №3. |
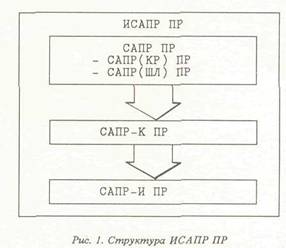
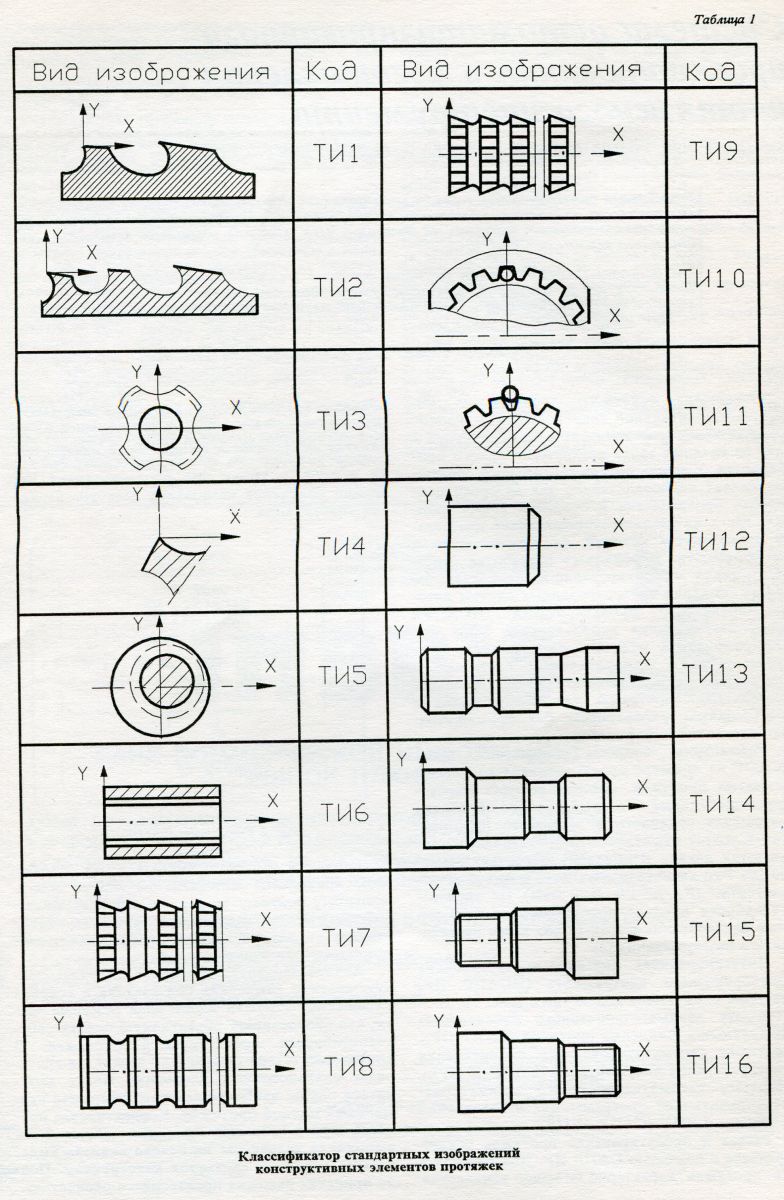


 Рис. 2. Профиль зубьев в осевом сечении
Рис. 2. Профиль зубьев в осевом сечении

| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=1342 |
Версия для печати |
| Статья опубликована в выпуске журнала № 4 за 1991 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Опыт разработки и эксплуатации системы управления базами данных (DBS/R)
- Общедоступные математические САПР для персональных компьютеров класса IBM PC
- Основы интеллектуальной информационной технологии обеспечения безопасности производства
- Формулировка задачи планирования линейных и циклических участков кода
- Компьютерный тренажер для операторов технологических процессов доменного производства
Назад, к списку статей