Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Поиск решений при проектировании литых деталей на основе баз знаний
Аннотация:
Abstract:
| Авторы: Толкачев А.А. () - , Букатая В.В. () - , Ракович А.Г. () - | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 10245 |
Версия для печати |
Задачи ускорения научно-технического прогресса в машиностроении и станкостроении непосредственно связаны с сокращением сроков разработки и повышением качества изделий новых видов, снижением расходов материалов, энергии и трудовых затрат на их изготовление. Этого можно добиться благодаря совершенствованию технологических процессов и максимальному приближению формы и размеров заготовок к готовым деталям, уменьшению объемов и трудоемкости обработки резанием. В связи с этим важное значение приобретает правильный выбор метода изготовления. Литье как способ придания детали необходимой формы по сравнению с другими способами получения заготовок деталей машин (ковка, прокат, сварка) обладает возможностью изготовления заготовок практически любой конфигурации с минимальными припусками на обработку резанием, способствует снижению металлоемкости и трудоемкости деталей в изготовлении. Однако до настоящего времени число деталей, получаемых из литья, невелико. Это объясняется недооценкой всех выгод литья. При проектировании литых деталей конструктор должен учитывать особенности технологии литейного производства, стремиться к тому, чтобы детали могли быть изготовлены простым и экономичным способом, а также не вызывали затруднений при последующей механической обработке. Здесь ему нужно знать достоинства и недостатки каждого способа литья, применение которых находится в зависимости от размера детали, требуемой точности и шероховатости поверхностей и т. д. В простых и типовых ситуациях конструктор может быстро и правильно сориентироваться при выборе способа литья, при этом используется большое количество справочного материала и накопленный опыт. Анализ показывает, что при оценке рентабельности применения того или иного способа литья следует полнее проанализировать все факторы, влияющие на их выбор. Это, в свою очередь, требует много времени и снижает производительность труда конструктора. Решение этих вопросов часто проводится без связи с возможностями конкретного производства и на основе субъективных оценок. Аналогичные трудности возникают у конструктора и при выборе материала заготовки, размерных параметров литых деталей и т. д. Один из путей ускорения решения этих задач состоит в создании систем автоматизированного проектирования (САПР), представляющих собой комплекс технических и программных средств, связанных с коллективами специалистов. Большой опыт в разработке и применении обычных САПР показал, что наряду с их положительными качествами имеется ряд существенных недостатков. Традиционно САПР разрабатывались на алгоритмическом подходе, тем самым определяется их узкая направленность, недостаточная гибкость, уровень работы, отличный от уровня работы проектировщика. Кроме того, причиной недостаточно эффективного использования САПР является необходимость обучения персонала их эксплуатации. Перспектива принципиального усовершенствования средств САПР связана с возможностью внедрения средств искусственного интеллект, качественно изменяющего содержание труда проектировщиков. Поскольку решение поставленных задач при проектировании литых деталей базируется в огромной степени на применении предыдущего опыта, заключенного главным образом в знаниях проектировщиков, ставится задача — промоделировать рассуждения проектировщиков, а вместе с тем и процесс проектирования (как он протекает у человека). Осуществить это можно в рамках экспертной системы, способной заменить проектировщиков (экспертов) при решении трудноформализуемых задач и которая вместо формальной модели объекта или процесса использует формализованную систему инженерных знаний, построенную и отлаженную при участии проектировщика. Такие знания хранятся в памяти ЭВМ в виде декларативных знаний. Рассмотрим технологию построения и использования экспертной системы при проектировании литых деталей. Основным принципом построения любой экспертной системы является работа со знаниями. При этом возникают проблемы описания знаний о конкретной проблемной области специалистами, не владеющими программированием, организации хранения этих знаний в памяти ЭВМ, выбора хороших решений на основе этих знаний и проверки непротиворечивости накопленных знаний. Проблема описания знаний сводится к выбору или разработке схемы представления знаний (ЯПЗ) о проблемной области, максимально приближенной к форме знаний, используемьгх человеком. Кроме того, при выборе ЯПЗ учитывается предварительно кодируемый формат знаний, тип знаний (логические, вероятностные, нечеткие), процесс вывода заключений. Примерами схем представления знаний являются: язык предикатов, системы продукций, семантические сети, фреймы и их модификации. Каждый из этих ЯПЗ имеет свои преимущества и недостатки. Так, семантические сети, позволяющие представлять в ЭВМ любые знания, зафиксированные в виде текстов и обладающие большими возможностями отображения различных отношений между понятиями и объектами, не всегда удобны при использовании на существующих ЭВМ из-за слишком произвольной структуры. Системы продукций, обладая простотой и наглядностью представления знаний, модульностью и независимостью базы знаний от структуры программ вывода проектных решений, приводят к полному перебору совокупности продукций (правил) на каждом шаге поиска решения. Для устранения указанных недостатков нами используется комбинированный способ представления знаний — фреймопродукционный, позволяющий работать с определенным количеством продукций, относящихся к решению конкретных задач проблемной области. Формализм представления инженерных знаний основан на использовании преимуществ фреймов и систем продукций. Фреймы положены в основу построения внешней языковой модели проблемной области и спецификации задач, а система продукций — в создание набора правил решения задач на базе фрейма. В качестве примера рассмотрим автоформирование инженерных знаний при выборе способов литья и размерных параметров литых деталей. Анализ показал, что для их выбора следует указать множество требований МТ=((УВ, 3H)i), где УВ—идентификаторы параметров, характеризующие условия выбора, включающие сложность заготовки (СЗ), материал детали (МД), массу отливки (МО), качественные характеристики отливки (ТО — точность отливки, ШО — шероховатость поверхностей), площадь поверхности стенки (ПС), размеры отливок (РО), тип производства или размер партии запуска (ТП); ЗН — характеристики или значения перечисленных параметров. Эти сведения могут быть представлены фреймом следующего вида: (<имя фрейма) (<имя слота) <значение>) {<имя слота- значение-) ,..(<имя слота/ (значение))) Фрейм знания для выбора способа литья приведен на рис. 1. В нем можно выделить несколько уровней, иерархически связанных друг с другом. Верхний уровень фрейма уже заполнен своим заданием — это способ литья (СЛИТ), узлы нижних уровней заполняются конкретными данными, представляющими собой их возможные задания в процессе приспособления фрейма к конкретной ситуации. Проектные решения, определяющие способ литья, обозначены через Pv P2, ..., Рк. Решение задачи выбора проектного решения на модели может быть определено как распознавание исходной ситуации на основе входной информации и декомпозиции модели до требуемого уровня детализации и заполнение этого уровня значениями их параметров для каждого назначения. Аналогичным образом представляются фреймы знания для выбора материала заготовки, назначения рациональной толщины и длины стенок коробчатых литых деталей, уклонов и радиусов сопряжения стенок. В качестве слотов отдельных фреймов могут выступать системы имен слотов более глубокого уровня, а в качестве значений в этих слотах могут появляться новые последовательности имен и значений слотов. Так, при назначении размерных параметров литых деталей требование «способ литья» формируется на основе реализации фрейма знания по его выбору. Для представления фрейма знаний в ЭВМ используется язык МЕМОГЕН метамониторной системы MEMO. Построение языковой модели фрейма на языке МЕМОГЕН осуществляется достаточно просто: * МЕМОГЕН ДОБАВИТЬ СИСТЕМУ 'КОНСТРУКТОР' ДОБАВИТЬ КОМАНДУ СПОСОБ ЛИТЬЯ' МЕТКА 'ВВ' ВАР 'ДЕТА' 'СТОР' 'ПОВР' КОД ЗНАЧ'SN2' ПЕРЕМ ВЕЩ ЛОК 'SN3' ТРЕБ МОД НАЧ 'СЗ' ВАР 'ПРОС 'СЛОЖ' КОД ЗНАЧ 'SN4' ИНАЧЕ КОНСТ ВЕЩ ЗНАЧ О.О. ЛОК 'SN4' КОН БЛ МОД МОД НАЧ 'МД ВАР 'СТ' 'ЧС 'ЧК' ЪО' 'АС 'МС КОД ЗНАЧ 'SN5* КОНЕЦ КОМАНДЕ „ (добавление и описание других команд) КОНЕЦ ПОДСИСТЕМЫ •КОНЕЦ МЕМОГЕН В структуре языковой модели после добавлений системы «Конструктор» описываются общие характеристики. Затем дается полное описание команды СПОСОБ ЛИТЬЯ. Командой МЕТКА (ВВ) отмечены начало и конец группы команд с целью организации переходов и циклов в последовательности действий. Далее с помощью группы команд МОДИФИКАЦИЯ, ВАРИАНТЫ и ПЕРЕМЕННАЯ задаются обозначение деталей и различные условия выбора. Семейство языков программирования, входящих в MEMO, состоит из языков командной структуры. Команда в этих языках является основным модулем, содержащим определенный объем знаний о проблемной области и внутреннюю логическую структуру, обеспечивающую использование этих знаний в соответствии с конкретными начальными условиями. На втором этапе, используя языковую модель фрейма, осуществляется описание системы продукций, т. е. накопление знаний о решаемой задаче. Оно представляется набором предложений, имеющих, например, для выбора способа литья следующую структуру: СЛИТ: НД, нд; СЗ, сз; МД, мд; ТО, то; ШО, шо; МО, мо; ТП, та, где НД — условие применения (деталь, сторона и т. д.), СЗ — сложность заготовки (простая, сложная), МД — материал отливки (сталь, чугун серый, алюминиевые сплавы и т. д.), ТО — точность отливки (3-^9), ШО — шероховатость поверхности (1-^-8), МО — масса отливки. ТП — тип производства (индивидуальное, крупносерийное, массовое и т. д.), Синтаксис: <описание условий выбора) : : = НД <цепочка знаков) "^[(главное слово условия выбора)] (главное слово условия выбора) : :=<вид условия) (разновидность) <вид условия) : :=СЛОЖНОСТЬ ЗАГОТОВКИ I МАТЕРИАЛ ДЕТАЛИ I ТОЧНОСТЬ РАЗМЕРОВ I ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ I МАССА ОТЛИВКИ I ТИП ПРОИЗВОДСТВА Рис. 1. <разновидность>: :=СТАЛЬ I ЧУГУН СЕРЫЙ I ЧУГУН КОВКИЙ I БРОНЗА ОЛОВЯ-НИСТАЯ I БРОНЗА ЛАТУННАЯ I АЛЮМИНИЕВЫЙ СПЛАВ I МАГНИЕВЫЕ СПЛАВЫ I ЦИНКОВЫЕ СПЛАВЫ Указанные условия выбора являются одним из их вариантов. При необходимости они могут быть изменены с учетом требований пользователей. Пример формирования продукций (правил) для выбора способа литья: СПОСОБ ЛИТЬЯ / ЕСЛИ: НАИМЕНОВАНИЕ ДЕТАЛИ, КОРПУС: СЛОЖНОСТЬ ЗАГОТОВКИ, ПРОСТАЯ: МАТЕРИАЛ ДЕТАЛИ, СТАЛЬ: ТОЧНОСТЬ РАЗМЕРОВ, 8: ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, 2; МАССА ОТЛИВКИ, 110; ТИП ПРОИЗВОДСТВА, МАССОВОЕ / ТО: СПОСОБ ЛИТЬЯ. ПЕСЧАНАЯ МОДЕЛЬ*. Подчеркивание (выделение буквы) является обязательным символом при записи продукции. Сокращенное описание примет вид: СЛИТ / ЕСЛИ: НД, КОРПУС; СЗ, ПРОС; МД, СТАЛЬ; ТО, 8; ШО, 2; МО, ПО; ТП. МАСС ТО: СЛ, ПЕСМ*. В результате анализа рекомендаций при проектировании литых деталей получено 880 правил по выбору способов литья и свыше 200 правил по определению размерных параметров литых деталей. Такие правила может создавать сам пользователь, не владеющий программированием, в диалоговом режиме. Это возможно благодаря тому, что язык представления знаний максимально приближен к применяемой конструкторской терминологии и существующей математической символике. Удобным средством для моделирования процесса принятия решений экспертом и представления эвристических знаний являются продукции. Приняв такой способ формализации инженерных знаний, представим функциональную структуру экспертной системы поддержки выбора проектных решений в виде схемы, приведенной на рис. 2. Основными компонентами ее являются интеллектуальный интерфейс (си-
Рис, 2, Структура экспертной системы поддержки выбора проектных решений стема общения и блок обучения), осуществляющий взаимодействие пользователя с ЭВМ, интерпретатор, система объяснения и управления базой знаний и собственно база знаний. Система общения позволяет вводить в машину информацию на ограниченном рамками профессиональной области естественном языке и организует ведение диалога с пользователем. Она сообщает пользователю о непонятных для нее словах, допущенных ошибках, предлагает набор действий, которые пользователь при желании может выполнить. Если пользователь не знаком с правилами общения с ЭВМ, включается блок обучения, который в диалоговом режиме постепенно обучает пользователя общению с ЭВМ, используя примеры решения задач. Когда пользователь поставил задачу, то ЭВМ находит решение и через ту же систему общения выдает решение на естественном языке. Приводится пример диалогового взаимодействия пользователя с экспертной системой по выбору проектных решений при проектировании литых деталей. Буквой М обозначены вопросы и сообщения машины, а буквой Ч — вопросы и ответы человека. М: Вы работаете с экспертной системой КОНСУЛЬТАНТ-КОНСТРУКТОР. Нужен ли инструктаж (ДА, НЕТ)? Ч: Да ЭКСПЕРТНАЯ СИСТЕМА КОНСУЛЬТАНТ-КОНСТРУКТОР может решать следующие задачи: М 1. Выбор точности и шероховатости поверхностей деталей. 2. Выбор марки материала деталей. 3. Выбор способа литья. 4. Выбор размерных параметров литых деталей. 5. Выбор сопрягаемых размеров двух деталей. 6. Выбор размеров канавки для выхода шлифовального круга. О О О О
N. Конец работы 3 Нужен ли инструктаж по описанию условий выбора (ДА, НЕТ)? НЕТ Опишите условия выбора СЛИТ: ДЕТА 1; СЗ, ПРОС: МД, СТАЛЬ; ТО. 8; ШО. 2; МО, 120: ТП. ИНМА: Ч Ч: N М: РАБОТА ОКОНЧЕНА Интерпретатор осуществляет распознавание описания исходной ситуации на языке представления знаний. При этом синтаксический анализ описания исходной ситуации сводится к определению структуры входящих в описание предложений в соответствии с грамматикой языка, а семантический — к нахождению соотношения между словами в терминах языка системы, т. е. к пониманию описания. Блок вывода решений на основе исходных фактов (условий), введенных в систему, с помощью взаимосвязей, существующих между фактами, находит конкретные проектные решения, которые не противоречат наблюдаемым фактам. Если решение однозначно, то оно сообщается пользователю через систему общения. В случае, когда имеются альтернативные возможности, система может потребовать дополнительные сведения или сама по определенному алгоритму ужесточить требования. Например, при выборе способа литья изменить качественные параметры деталей (шероховатость поверхностей). В ряде случаев при недостаточном объеме введенной информации, а также вероятностных оценках отдельных требований система сообщает несколько проектных решений. Рассмотрим следующий пример: для данной детали при указанных требованиях литье в песчаные модели применимо со степенью достоверности 0,8, а литье в кокиль — 0,5. Такая степень достоверности устанавливается на основе вероятности Р(В) истинности логического утверждения В (например литье в песчаную модель), принимающего значение от 0 до 1. В частности, если утверждение В истинно, то Р(В)=1, в противном случае Р(В)=0. При формализации неопределенных закономерностей логические знания нагружаются следующей информацией: • утверждению В ставится в соответствие вероятность Р(В) его истинности; • условию выбора А~*В ставится в соответствие условная вероятность Р(В/А) истинности утверждения В при истинности утверждения А, а также вероятность Р(В/А) истинности утверждения В при ложности утверждения А. Все вероятности (Р(В), Р(В/А), Р(В/А) могут устанавливаться пользователем, при этом используются интуитивные оценки. Требуемая вероятность рассчитывается по формуле Байеса:
Р(А/В) Р(В) + (1 - Р(В) где Р(В) — априорная вероятность истинности утверждения В. Если Р (В/А) Р (В/А) (1) > 0. то условная вероятность Р(А/В) меньше, чем безусловная вероятность Р(В). Изменяя вероятностные характеристики условий выбора и каждый раз обращаясь к одной и той же формуле (1), мы приходим к окончательному заключению (выбору проектного решения). С целью повышения эффективности работы экспертной системы разработан специальный комплекс программ, обеспечивающий организацию, хранение и модификацию базы знаний. В системе используются файлы со связанными логическими записями (каждая запись содержит адреса предыдущей и последующей логических записей). Это позволяет включать новые логические записи между существующими или исключать из файла ненужные записи. Файл создается и подготавливается к работе оператором OPEN. Окончание процесса формирования файла определяется оператором CLOSE. Создаваемый файл размещается в поле файлов (набор цилиндров дисковой памяти, на которых создаются файлы разработчиками программ). Для ввода и вывода логической записи используются операторы GET и PUT. При выводе логической записи применена переменная ID (идентификатор записи), которой присваивается целое значение. Идентификатор записи и ее номер формируются в отдельный массив, который заносится в файл последовательного доступа. Кроме того, в комплексе используются программы чтения, записи и корректировки логических записей и массива идентификаторов (CHTKL, ZAPKS, KOPKS). Система объяснений формирует последовательность заключений, приводящую к решению поставленной задачи. Обладая такой информацией, пользователь может определить, какие именно знания экспертной системы привели к ошибочному решению, и попытаться их модифицировать. Такая возможность экспертной системы повышает доверие пользователя к решениям, получаемым с помощью ЭВМ, а также может служить повышению квалификации пользователей. С помощью разработанных средств решаются и другие задачи автоматизированного проектирования. Например задачи выбора рационального структурного состава детали и ее качественных параметров, обеспечивающих применение оптимальной технологии изготовления деталей при соблюдении необходимых эксплуатационных характеристик. Реализация данного подхода осуществлена на базе метамониторной системы MEMO и языка ФОРТРАН на ЕС ЭВМ. Требуемый объем оперативной памяти составляет 256 Кбайтов. |
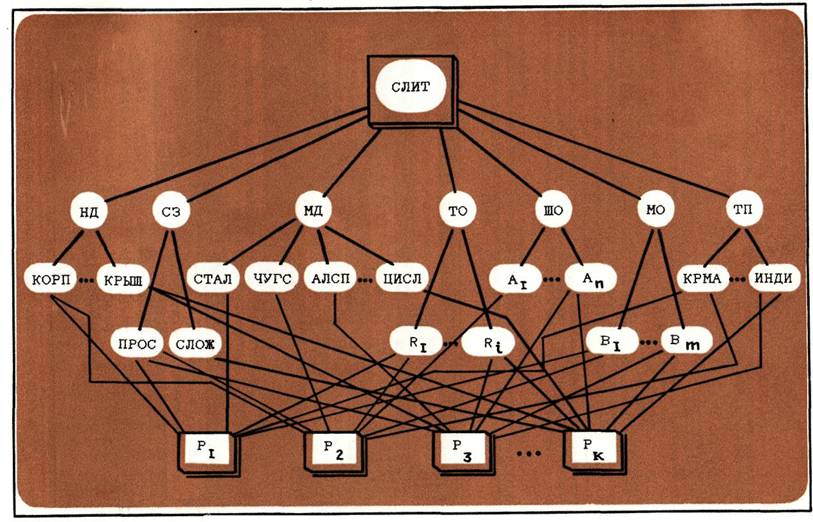 Фрейм знаний для выбора способа литья
Фрейм знаний для выбора способа литья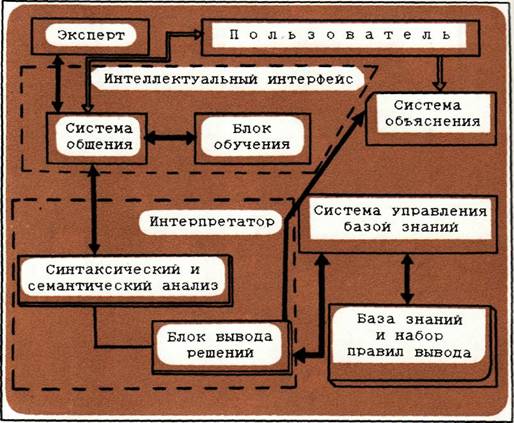
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=1392 |
Версия для печати |
| Статья опубликована в выпуске журнала № 4 за 1989 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Место XML-технологий в среде современных информационных технологий
- Искусственный интеллект в грядущем десятилетии
- Оптимизация структуры базы данных информационной системы ПАТЕНТ
- Прогнозирование эффективности систем хранения информации
- Система визуализации реального времени на основе программируемых сигнальных процессоров
Назад, к списку статей