Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программное обеспечение исследования новых конструкций зон вторичного охлаждения
Аннотация:
Abstract:
| Авторы: Логунова О.С. ( logunova66@mail.ru) - Магнитогорский государственный технический университет им. Г.И. Носова (профессор), Магнитогорск, Россия, доктор технических наук | |
| Ключевые слова: обеспечение, исследование, конструкции зон, вторичное охлаждение |
|
| Keywords: , , , |
|
| Количество просмотров: 15312 |
Версия для печати Выпуск в формате PDF (2.59Мб) |
Одним из основных факторов повышения эффективности производства непрерывного литья заготовок является обеспечение работоспособности и оптимальных технологических режимов оборудования с использованием автоматизированных систем, оснащенных современным технологическим, математическим и программным обеспечением. Средством решения указанных проблем является, например, разработка программных продуктов, которые могут быть использованы при проектировании новых агрегатов и при оценке их работоспособности при минимальных затратах на проведение экспериментов. При исследовании процессов, протекающих при высоких температурах и больших объемах производства, зачастую невозможно выполнить их экспериментальную оценку и проследить их протекание при изменении ряда параметров. Примером такого технологического процесса является разливка стали на машинах непрерывного литья заготовок, которые применяются на всех современных металлургических предприятиях в России и за ее пределами. Во многих работах (например [1,2]) при математическом моделировании теплового состояния непрерывно-литой заготовки выполняется ссылка на учет конструкционных особенностей таких агрегатов. При этом условия охлаждения заготовки определяются только изменением значения коэффициента теплоотдачи с поверхности независимо от структуры построения зон вторичного охлаждения. В отличие от указанного подхода автором работы была поставлена цель разработки программного продукта «Injector Cooling», с помощью которого возможно выполнить: - интерактивное изменение схемы расстановки форсунок по длине и ширине машины непрерывного литья заготовок (МНЛЗ); - назначение технологических параметров работы каждой форсунки в отдельности: пространственные координаты установки форсунки над заготовкой и под ней, угол раскрытия, режим работы, расход охладителя; - моделирование теплового состояния непрерывно-литой заготовки при построенной схеме зон вторичного охлаждения с учетом химического состава разливаемой стали; - графическое отображение результатов конструирования зон вторичного охлаждения МНЛЗ и моделирования тепловых полей заготовки; - организацию рабочего места инженера лаборатории контроля для прогнозирования поведения процесса непрерывной разливки стали. Математическая модель для описания теплового состояния заготовки включает: · уравнение теплопроводности для двух пространственных и одной временной переменных в декартовой системе координат с учетом образования двухфазной зоны по квазиравновесной модели [3]; · начальные условия, задающие распределение температуры по сечению заготовки в момент ее перехода из кристаллизатора в зоны вторичного охлаждения; · граничные условия третьего рода, учитывающие конвективный теплообмен поверхности заготовки с окружающей средой и использующие запись коэффициента теплоотдачи в виде временного ряда для переключательной функции:
где · форма области, охватываемая факелом форсунки, считается эллипсообразной с размером малого радиуса, ограниченной зоной орошения между роликами проводки, и большого радиуса, определяемого высотой установки форсунки и углом ее раскрытия.
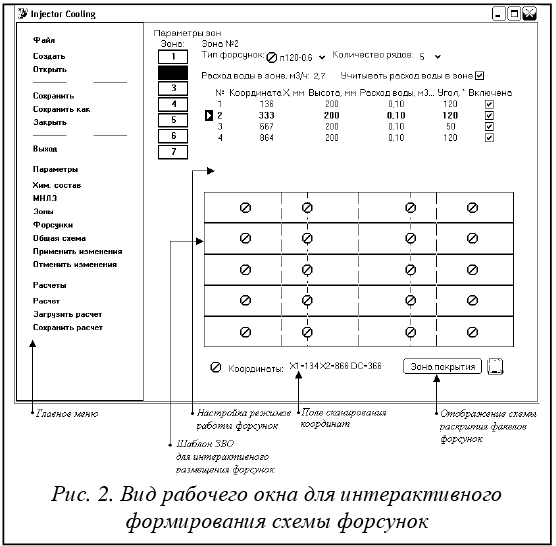
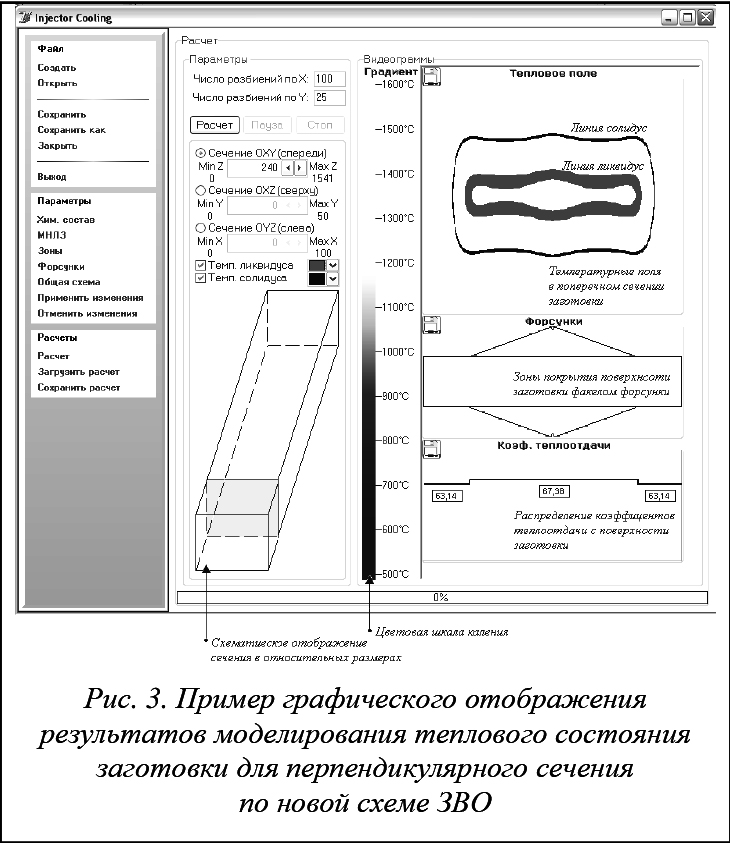
Функциональная схема взаимодействия модулей приведена на рисунке 1. Согласно схеме модуль ввода данных получает: - сведения марочника сталей, соответствующих сортаменту цеха: ГОСТы, марки сталей, границы процентного содержания примесей в стали; - сведения, характеризующие зоны вторичного охлаждения и скорость вытягивания заготовки из кристаллизатора; - сведения о принципах построения зон вторичного охлаждения – разбиение на слои внутри зоны для одного коллектора; - режим работы форсунок в каждой зоне: статус включено/выключено, расход охладителя на зону/форсунку, высота установки, угол раскрытия факела форсунки и координаты установки по ширине. Работа с модулем производится в интерактивном режиме. Наибольшую сложность в реализации этого модуля вызвал алгоритм размещения форсунок на шаблоне зон вторичного охлаждения, позволяющий организовать добавление и удаление форсунок, корректировку места расположения в шаблоне. Результатами работы модуля являются файл инициализации данных Simple.inf для модуля реализации математической модели в автоматическом режиме и новая схема расположения форсунок по длине и ширине МНЛЗ в формате JPG. В модуле реализации математической модели теплового состояния заготовки был использован алгоритм решения уравнения теплопроводности на основе явной конечно-разностной схемы при выполнении условия сходимости решения. Время работы модуля составляет от 30 до 60 минут в зависимости от количества разбиений по осям пространственных координат. В результате работы модуля формируется файл текстового формата, содержащий значения температур по поперечному сечению заготовки. Размер выходного файла – до 80 МБ. Работа модуля производится в пакетном режиме. Модуль графической визуализации данных предназначен для отображения результатов реализации математической модели и позволяет выполнить совмещение всех используемых элементов в единое целое для принятия решения о возможности и рациональности использования новой схемы расстановки форсунок. Наибольшую сложность в реализации данного модуля составил алгоритм сопоставления числовых дискретных значений температур по сечению заготовки, полученных с заданным шагом по введенной сетке, с непрерывной цветовой шкалой температур каления стали. Указанная задача решалась сглаживанием температурных полей между двумя точками по осям сечения, что приводит к «растяжению» файла с температурными полями до 200 МБ. Пример эксплуатации программного продукта «Injector Cooling». Наиболее интересными с точки зрения реализации являются моменты интерактивного размещения форсунок на шаблоне зон вторичного охлаждения (ЗВО) (рис. 2) и отображения результатов моделирования в графическом режиме (рис. 3).
Построение новой схемы ЗВО – наиболее трудоемкий процесс в эксплуатации программного продукта «Injector Cooling». Проектировщик обязан определить тип используемых форсунок или создать новый и разместить на шаблоне схемы. Контролируется положение форсунок в поле сканирования и настраивается режим работы каждого вертикального ряда форсунок. Также контролируется покрытие факелом форсунки поверхности заготовки. Этот контроль обусловливается дополнительным определением коэффициентов теплоотдачи при перекрытии факелов форсунок или неполном покрытии поверхности заготовки. В автоматизированном режиме проводится отображение результатов моделирования тепловых полей заготовки по трем плоскостям (рис. 3). На основе графического отображения могут быть определены: - области разогрева или переохлаждения поверхности заготовки, которые оказывают влияние на формирование неравномерных температурных полей во внутренних слоях и способствуют формированию как внутренних, так и поверхностных дефектов [4]; - границы фаз во внутренней полости заготовки: затвердевшей, жидкой и двухфазной по положению линий ликидус-солидус; - схемы расстановки форсунок и области покрытия факелом поверхности заготовки. В заключение отметим, что результаты, полученные в ходе эксплуатации программного продукта, были использованы при решении задачи многокритериальной оптимизации для выбора оптимальных режимов вторичного охлаждения и оптимальной конструкции МНЛЗ, способствующих повышению производительности агрегата без снижения качества готовой продукции. Список литературы 1. Борисов В.Т. Теория двухфазной зоны металлического слитка. – М.: Металлургия, 1987. – 406 с. 2. Журавлев В.А. К теории формирования непрерывного слитка. // В сб.: Непрерывная разливка стали. – M.: Металлургия. – 1974. – № 2. – С. 29 – 35. 3. Логунова О.С., Девятов Д.Х., Ячиков И.М., Кирпи- чев А.А. Математическое моделирование макроскопических параметров затвердевания непрерывных слитков. // Изв. вузов. Черная металлургия. – 1997. – № 2. – С. 49 – 52. 4. Логунова О.С. Стохастическая модель качества непрерывно-литой заготовки. // Сталь. – 2005. – № 12. – С. 21 – 23. |

 – распределение коэффициента теплоотдачи в i-й зоне водовоздушного охлаждения МНЛЗ по ширине (высоте, для j=3) заготовки, причем количество зон определяется конструкцией МНЛЗ: согласно технологической инструкции машины для отливки заготовок прямоугольного сечения, действующей в условиях ОАО «Магнитогорский металлургический комбинат», предусмотрено восемь зон, для сортовой машины только четыре; j – индекс, определяющий номер поверхности заготовки, с которой рассматривается теплоотвод, j=1 – соответствует поверхности со стороны большого радиуса МНЛЗ, j=2 – соответствует поверхности со стороны малого радиуса МНЛЗ, j=3 – соответствует поверхности узкой грани заготовки; zi – фиктивная переменная, определяющая наличие и подключение зоны водовоздушного охлаждения в выбранном режиме: zi =1 – при наличии зоны и zi =0 – при ее отсутствии;
– распределение коэффициента теплоотдачи в i-й зоне водовоздушного охлаждения МНЛЗ по ширине (высоте, для j=3) заготовки, причем количество зон определяется конструкцией МНЛЗ: согласно технологической инструкции машины для отливки заготовок прямоугольного сечения, действующей в условиях ОАО «Магнитогорский металлургический комбинат», предусмотрено восемь зон, для сортовой машины только четыре; j – индекс, определяющий номер поверхности заготовки, с которой рассматривается теплоотвод, j=1 – соответствует поверхности со стороны большого радиуса МНЛЗ, j=2 – соответствует поверхности со стороны малого радиуса МНЛЗ, j=3 – соответствует поверхности узкой грани заготовки; zi – фиктивная переменная, определяющая наличие и подключение зоны водовоздушного охлаждения в выбранном режиме: zi =1 – при наличии зоны и zi =0 – при ее отсутствии;  – текущее время рассмотрения;
– текущее время рассмотрения;  – время прохождения i-й зоны вторичного охлаждения;
– время прохождения i-й зоны вторичного охлаждения;  – коэффициент теплоотдачи с поверхности заготовки в зоне воздушного охлаждения;
– коэффициент теплоотдачи с поверхности заготовки в зоне воздушного охлаждения;  – время нахождения заготовки в зоне водовоздушного охлаждения; n – количество зон вторичного охлаждения;
– время нахождения заготовки в зоне водовоздушного охлаждения; n – количество зон вторичного охлаждения;
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=1589 |
Версия для печати Выпуск в формате PDF (2.59Мб) |
| Статья опубликована в выпуске журнала № 3 за 2008 год. | |
| Статья находится в категориях: Разработка программных приложений, Система автоматизированного проектирования (САПР) | |
| Статья относится к отраслям: Металлургия, Оборудование | |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Программная система предпроектных исследований технологических процессов формования химических волокон
- Сопровождение информационного обеспечения систем административно-организационного управления
- Самосборка программного обеспечения как паттерн проектирования
- Методика оценки и выбора типовых систем противодействия угрозам информационной сфере
- Нейросетевой алгоритм и модели нечеткой логики для задачи классификации
Назад, к списку статей