Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Моделирование потери устойчивости донной области профиля в среде программного комплекса ANSYS
Аннотация:В статье рассматриваются результаты моделирования одной из форм потери устойчивости элементами тонкостенного профиля в среде программного комплекса ANSYS. Дается характеристика напряженно-деформированного состояния модели на разных этапах деформирования и выявляются зоны критической концентрации напряжений. Сравниваются результаты расчетного и лабораторного экспериментов.
Abstract:This article discusses the results of simulation a form of loss of stability of thin-walled elements bent profile in the software package ANSYS. A characteristic of the stress-strain state of the model at different stages of deformation and identifies zones the critical concentrations. Compare the results of finite-element and laboratory experiment.
| Авторы: Левщанов В.В. (master_v@inbox.ru) - Ульяновский государственный педагогический университет им. И.Н. Ульянова (старший научный сотрудник), г. Ульяновск, Россия, кандидат технических наук | |
| Ключевые слова: лабораторный эксперимент, напряженно-деформированное состояние, моделирование, деформации, конечно-элементная модель |
|
| Keywords: laboratory experiment, stress-strain, modeling, deformation, finite-element model |
|
| Количество просмотров: 9681 |
Версия для печати Выпуск в формате PDF (4.85Мб) |
При использовании технологии интенсивного формообразования растет вероятность потери устойчивости элементами тонкостенного профиля, изготавливаемого методом интенсивного деформирования, из-за неравномерного распределения напряжений и деформаций по сечению детали в межклетьевом пространстве профилегибочного станка. Следствием этого является разделение донной области заготовки зонами перегиба на несколько плоских областей, то есть ее депланация. Применение аналитических методов прогнозирования этого процесса затруднено из-за отсутствия критериев оценки и большого количества факторов, определяющих процесс формообразования. После формализации объекта моделирования с учетом особенностей процесса формообразования в реальных условиях была поставлена цель: определить расчетным путем предельные углы поворота горизонтальной плоской части профиля и выявить зоны критических концентраций напряжений.
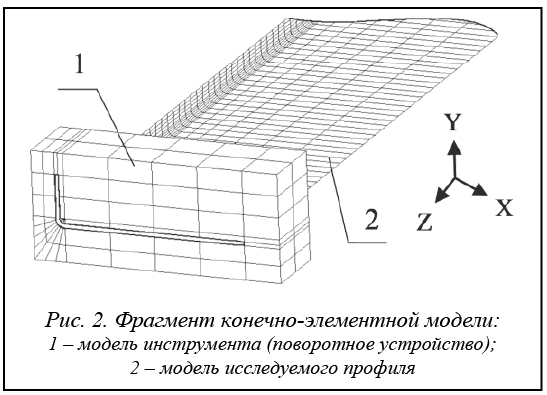
Рис. 1. Геометрические характеристики модели (l=400 мм, r=2 мм) и донной области (a=100 мм, b=4 мм) Для того чтобы приблизить поведение модели к реальным условиям формообразования, задача решалась в динамической постановке в среде программного комплекса ANSYS с использованием модуля LS-DYNA. Математическая конечно-элементная модель выполнена в программной среде пре/постпроцессора LS-DYNA. Рассматривалась половина реальной детали (на рисунке 1 выделена пунктиром), симметричная часть учитывалась постановкой соответствующих граничных условий [1].
Модель инструмента создана из 122 объемных элементов SOLID164 с сокращенной интеграцией. В качестве модели материала инструмента использовалась RIGID BODIES (абсолютно жесткое тело) из библиотеки ANSYS с разрешенным динамическим вращением относительно оси Z и запрещением перемещения во всех координатных плоскостях. Ось вращения модели инструмента проходит через специфический центр тяжести, указанный с помощью опции Cvect команды EDIPART. Модель деформируемой детали включала в себя 4800 конечных элементов SHELL163, созданных способом упорядоченного построения и с увеличивающейся по мере приближения к угловой зоне модели плотностью сетки. В качестве модели материала деформируемой заготовки использовалась упругопластическая среда № 3 (*MAT_PLASTIC_KINEMATIC), соответствующая теории течения с изотропным или трансляционным упрочнением и следующими физико-механическими характеристиками: модуль упругости (Pa) – 2·1011; коэффициент Пуассона – 0,29; плотность (кг/м3) – 7845; касательный модуль (Pa) – 7,63·108; предел текучести (Pa) – 3,1·108. В данной задаче элементы SHELL163, кроме перемещения в пространстве при возможных больших деформациях, подвергаются повороту относительно оси Z координатной системы модели. Поэтому для обеспечения стабильности решения (подавления искажения формы элементов (hourglass deformation)) была использована элементная формулировка Fast (corotational) Hughes-Liu (KEYOPT(1)=11). Более громоздкая в вычислительном отношении элементная формулировка привела к увеличению затрат машинного времени в 1,5 раза (по сравнению с Belytschko-Tsay), что в данном случае можно считать оправданным [2]. Соответствие толщины конечно-элементной модели деформируемой детали ее физическому прототипу обеспечивалось указанием значения толщины в поле опции T1 реальных констант элементов SHELL163.
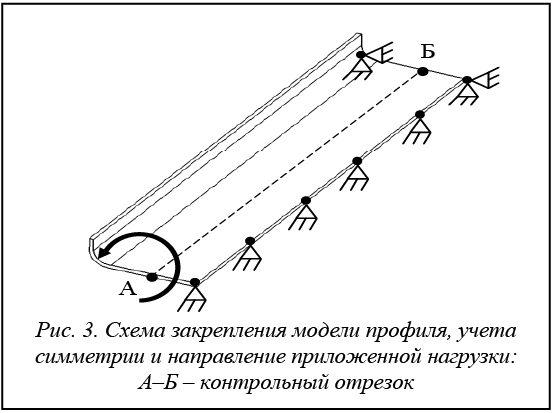
Выбранный тип контактного алгоритма Automatic general contact позволил избежать появления ошибок, связанных с нестабильностью контактного взаимодействия между объектами, находящимися в относительном движении, за счет автоматической поверхностной ориентации элементов SHELL163 средствами программы. Процесс получения решения выполнялся на кластере ЭВМ и потребовал 28 минут машинного времени. Аппаратно-программная конфигурация кластера: количество машин – 4; процессор Intel Core 2 Duo 2,0 ГГц 1333FSB; ОЗУ – 2048 Mб DDRII; сеть – 100 Мбит Ethernet; операционная система LINUX-openSUSE 10.3; MPI – LAM 7.1.2. Постпроцессорная обработка результатов моделирования и их интерпретация выполнялись в два этапа. На первом этапе с помощью средств визуализации было конкретизировано время возникновения депланации. Депланация поверхности модели наблюдалась при достижении инструментом угла поворота, равного 35о, который можно считать критическим для данной схемы формообразования. На втором этапе с помощью имеющегося в постпроцессоре LS-DYNA инструмента Path selection из БД результатов была выделена информация о численных значениях напряжений на контрольном отрезке А–Б (рис. 3), расположенном в средней части горизонтальной плоскости модели. С использованием средств сортировки массивов результатов выбранные данные были представлены в графической форме.
В левой части графика, вблизи зоны закрепления профиля (DIST≈0,08 м), наблюдается локальный всплеск напряжений, который объясняется увеличением конструкционной жесткости профиля из-за особенности его закрепления. В реальных условиях напряжения в этой зоне имеют меньшую интенсивность из-за некоторого проскальзывания детали в роликовых калибрах. После достижения предела текучести материала картина распределения напряжений (рис. 5) значительно меняется.
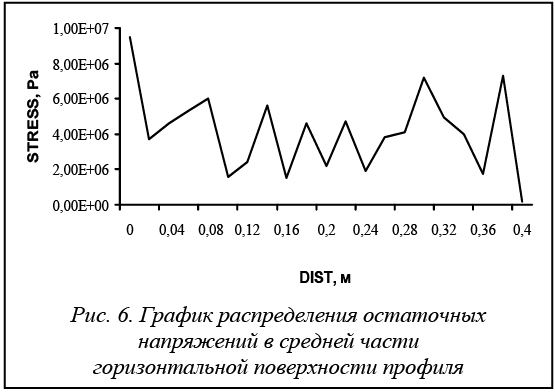
На завершающем этапе конечно-элементного моделирования было исследовано распределение остаточных напряжений. Анализ показал, что после окончания формующего воздействия на деформируемую модель поле остаточных напряжений не является однородным (рис. 6), что указывает на приобретенное деформационное упрочнение материала на границах областей депланации поверхностей.
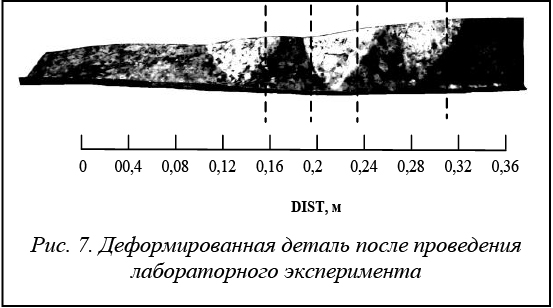
Результаты конечно-элементного моделирования в среде ANSYS были проверены лабораторным методом на разработанной и созданной экспериментальной гибочной установке. Исследования потери устойчивости дна профиля проводились на заготовке Г-образной формы, полученной разрезанием профиля швеллерного типа из холоднокатаной оцинкованной стали 08кп толщиной 1 мм и с радиусом скругления угловой зоны 2 мм. На рисунке 7 показано фото образца после скручивания его на угол, равный 35о. На деформированном образце (рис. 7) различимы поверхности, разделенные зонами перегиба, которые образовались в местах наибольшей концентрации напряжений и являются характерными формами потери устойчивости в межклеточном пространстве при производстве тонкостенных профилей. Пунктирными линиями обозначены примерные границы зон депланации поверхности донной области профиля, распределенные вдоль контрольного отрезка А–Б (см. рис. 3) конечно-элементной модели. Их положение на шкале DIST соответственно: 0,15; 0,18; 0,23 и 0,3 м, что хорошо подтверждает результаты численного эксперимента.
С помощью созданных в программной среде LS-DYNA моделей были проведены исследования депланации дна профиля, выявлены области критической концентрации напряжений и подтверждены результаты более ранних исследований [3]. Получены графики распределения напряжений по сечению профиля в зависимости от угла поворота профиля для модели с высотой вертикальной стенки 4 мм, которые могут использоваться при разработке наиболее оптимальных режимов технологического процесса, исключающих потерю устойчивости. Результатами экспериментальных лабораторных исследований была подтверждена высокая надежность моделирования в среде программного комплекса ANSYS. Величины отклонений расчетных и экспериментальных данных, обусловленные принятыми допущениями, не превысили 5 %. Литература 1. ANSYS. Basic Analysis Procedures Guide. Rel. 8.0 / ANSYS Inc. Houston, may 1994. 2. Ferry J.W. Techniques and Limitations for Cold Roll Forming High Strength Steel Bumper Components, «High Production Roll Forming», Source Book: SME, january 1983. 3. Филимонов С.В., Филимонов В.И. Метод, расчеты и технология интенсивного деформирования в роликах гнутых профилей типовой номенклатуры. Ульяновск: УлГТУ, 2004. |


| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=2399 |
Версия для печати Выпуск в формате PDF (4.85Мб) |
| Статья опубликована в выпуске журнала № 4 за 2009 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Разработка и исследование гибридного метода генетического программирования
- Моделирование оптимальных условий биосинтеза
- Моделирование систем массового обслуживания с абсолютным приоритетом
- Моделирование информационных процессов систем управления большими данными для решения задач кибербезопасности
- Информационно-вычислительная система моделированияи прогнозирования торфяных пожаров
Назад, к списку статей