Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Интеллектуальные средства проектирования технологических процессов
Аннотация:Рассмотрены методика и программные средства проектирования технологических процессов механической обработки с элементами искусственного интеллекта.
Abstract:There are presented the technique and software technological processes of machining design with elements of artificial intelligence.
| Авторы: Бурдо Г.Б. (gbtms@yandex.ru) - Тверской государственный технический университет (профессор, зав. кафедрой «Технология и автоматизация машиностроения»), г. Тверь, Россия, доктор технических наук | |
| Ключевые слова: моделирование, сапр тп, искусственный интеллект, технологический процесс |
|
| Keywords: modeling, CAD of TP, artificial intelligence, technological process |
|
| Количество просмотров: 13455 |
Версия для печати Выпуск в формате PDF (5.84Мб) Скачать обложку в формате PDF (1.43Мб) |
В научной и практической деятельности в области проектирования и моделирования технологических процессов, системного анализа, искусственного интеллекта накоплено большое количество отдельных фактов и выявленных закономерностей, позволяющих перейти к разработке теории построения технологических процессов в условиях единичного и мелкосерийного производства, основанной на представлении знаний с помощью интеллектуальных моделей. Наиболее эффективным видом моделей, пригодным для решения указанной задачи, являются продукционные модели [1], основанные на правилах и позволяющие представлять знания как предложения вида
где Эффективность продукционной модели обусловлена ее наглядностью, связанной с наличием в ней семантического содержания; удобством использования для вывода в дискретных областях (что характерно для технологических процессов); модульностью, определяемой простотой внесения изменений и механизма логического вывода. Отличительной особенностью предлагаемой интеллектуальной модели базы знаний для проектирования технологических процессов механической обработки является то, что правила вывода, используемые в продукциях, основаны на закономерностях трех видов. 1. Технологические закономерности, отражающие общие принципы проектирования технологических процессов и протекания процессов резания. Их использование не вызывает сомнений. 2. Системные закономерности, исходящие из понимания того, что технологические подразделения, изготавливающие изделия, – это часть производственной системы, а технологический процесс – системный объект. Динамичность производственной ситуации на предприятиях единичного и мелкосерийного производства, связанная с позаказной системой организации производства (для каждого заказа может быть свой критерий технологического процесса), диктует необходимость модификации условий в соответствии с целевой функцией производственной системы в целом. Системные свойства технологического процесса предопределяют его декомпозицию при проектировании на ряд уровней. 3. Организационные зависимости, связанные с тем, что в условиях динамичной производственной системы возникает организационно-технологическая (а не чисто технологическая) задача, обусловленная необходимостью принимать технологические решения с учетом параметров технологических подразделений (загрузка оборудования, отставание (опережение) от календарного плана-графика выпуска и т.д.). В условиях продукционных моделей эти три группы закономерностей могут отражаться либо комплексно, либо по отдельности. Исходя из принципа декомпозиции процесса технологического проектирования (ПТП) и в соответствии с логикой синтеза технологических процессов продукционные модели представлены на четырех уровнях: а) синтез укрупненной схемы технологического процесса, включающей назначение методов и планов обработки отдельных поверхностей детали и этапов обработки детали в целом (этап – законченная смысловая часть технологического процесса, характеризующаяся получением на детали определенных характеристик поверхностей по точности, физико-механическим свойствам и т.д.); б) синтез маршрутной технологии, заключающийся в дифференциации этапов на технологические операции и нахождении их общей последовательности для полного изготовления детали; в) синтез операционной технологии, состоящий в определении оптимальной (в соответствии с определенной условной функцией) последовательности выполнения переходов в операции; г) расчет параметров режима резания по каждому переходу, заключающийся в их оптимизации по заданной целевой функции. Для разработки продукционных моделей для каждого уровня декомпозиции ПТП сформулированы исходные технологические, системные и организационные закономерности, характерные для единичного и мелкосерийного производства. На каждом уровне декомпозиции ПТП представляется соответствующим набором системных характеристик вида
где Функция Fi характеризует входные и выходные данные ПТП i-го уровня декомпозиции:
где ВХi – входные данные, соответствующие системным характеристикам и параметрам проектируемого объекта (технологического процесса), синтезированным на предшествующих уровнях, и (или) исходным данным; ВЫХi – выходные данные, соответствующие системным характеристикам технологического процесса, синтезированным на данном уровне декомпозиции. Технологические решения принимаются с учетом ограничений, накладываемых технологическими подразделениями (состав оборудования, инструментальное обеспечение и т.д.) и производственной системой (сроки выполнения заказов, загрузка оборудования и т.д.), что нашло свое отражение в продукционных моделях. На каждом уровне ПТП для сокращения пространства поиска решений на последующих уровнях используются критерии отбора синтезированных вариантов. Значения критериев отбора решений функционально зависят от синтезируемых параметров (СП) технологического процесса i-го уровня и имеют вид
где Критерии модифицируются в соответствии с общей целевой функцией технологического процесса, задаваемой руководством производственной системы (минимизация цикла изготовления партии деталей Tц®min, минимальная себестоимость C®min или максимальная производительность Q®max). Если один из перечисленных показателей является целевой функцией, остальные переводятся в состав ограничений (например, критерий C®min, а ограничение Tц£Tцmax). Рассмотрим некоторые виды продукции. На первом уровне пример продукционного правила для назначения плана обработки поверхности (ПОП): ЕСЛИ {поверхность – наружный диаметр и диаметр d£100 И точность 8¸9 квалитет И шероховатость Ra=мкм¸Rz10 и заготовок – круг} ТО {планы обработки: ПОП1=<точение черновое, точение получистовое, точение чистовое> ИЛИ ПОП2: <точение черновое, точение чистовое, шлифование чистовое>}. Указанное правило исходит из технологических закономерностей. ЕСЛИ {загрузка станков токарной группы меньше, чем шлифовальных} ТО {выбирают ПОП без шлифовальных переходов}. ЕСЛИ {загрузка станков токарной группы меньше, чем шлифовальных И в планах обработки поверхностей есть шлифовальные переходы} ТО {выбирают ПОП с меньшим числом шлифовальных переходов}.
Пример правил по выбору этапов обработки детали: ЕСЛИ {максимальный диаметр заготовки вала >120 мм И термообработка – улучшение} ТО {этап «улучшение» выполняется после этапа «черновая обработка»} ПРОТИВНОМ СЛУЧАЕ {этап «улучшение» выполняется после этапа «заготовительный»}. ЕСЛИ {соотношение размеров вала l/d£4и объем напусков не более 20 % от объема детали} ТО {этап «черновая обработка» отсутствует}. ЕСЛИ {целевая функция Tц®min} ТО {этап «улучшение» выполняется после этапа «заготовительный»}. Здесь также отражены технологические и организационные закономерности. Пример правила, определяющего дифференциацию этапа на операции (уровень маршрутной технологии): ЕСЛИ {этап «получистовой» И переходы обработки принадлежат различным методам} ТО {число операций равно минимальному числу типов оборудования, на которых данные методы могут быть реализованы}. ЕСЛИ {целевая функция Tц®min И размер партии деталей >5 штук И требуется несколько установов} ТО {сформированная операция дифференцируется на несколько по числу установов}. Пример продукции, соответствующей уровню расчета режимов резания: ЕСЛИ {целевая функция технологического процесса Tц®min} ТО {оптимизация режимов резания выполняется по критерию Q®max}. Как можно увидеть, продукционные правила не только дают непосредственные решения, но и указывают переход к другим моделям. Указанный подход был реализован для создания программных средств по проектированию технологических процессов деталей тела вращения применительно к условиям предприятия, выпускающего геофизическое оборудование малыми партиями. Система может применяться как для сквозного проектирования технологических процессов, так и для получения автономного решения определенного уровня (планы обработки, маршрутная технология, оптимизация режимов резания). Головное меню системы показано на рисунке. С целью повышения эффективности проектных процедур программные средства могут быть увязаны с системой имитационного моделирования размерной структуры технологических процессов [2]. Опыт эксплуатации программных средств показал их достаточную эффективность и удобство для пользователя, пригодность к использованию в учебном процессе. Литература 1. Рыбина Г.В. Основы построения интеллектуальных систем. М.: Финансы и статистика; ИНФРА-М, 2010. 432 с. 2. Палюх Б.В., Бурдо Г.Б., Рогозин Г.И. Программные средства имитационного моделирования размерной структуры технологических процессов // Программные продукты и системы. 2010. № 1. С. 82–85. |
 , (1)
, (1) – образец для поиска в базе знаний;
– образец для поиска в базе знаний;  – действия или операторы, выполняемые при успешном исходе поиска.
– действия или операторы, выполняемые при успешном исходе поиска. , (2)
, (2) – системные характеристики ПТП i-го уровня декомпозиции; Fi – функции ПТП i-го уровня декомпозиции;
– системные характеристики ПТП i-го уровня декомпозиции; Fi – функции ПТП i-го уровня декомпозиции;  – общая структура i-го уровня, включающая временную (Sв) и функциональную (Sф) структуры; Hi – множество связей ПТП i-го уровня декомпозиции с системными характеристиками, описывающими состояние в технологических подразделениях и связи с системой управления производством; Zi – множество параметров ПТП на i-м уровне декомпозиции.
– общая структура i-го уровня, включающая временную (Sв) и функциональную (Sф) структуры; Hi – множество связей ПТП i-го уровня декомпозиции с системными характеристиками, описывающими состояние в технологических подразделениях и связи с системой управления производством; Zi – множество параметров ПТП на i-м уровне декомпозиции. , (3)
, (3) , (4)
, (4) – минимальное и максимальное значения критерия i-го уровня, установленные методом экспертных оценок.
– минимальное и максимальное значения критерия i-го уровня, установленные методом экспертных оценок.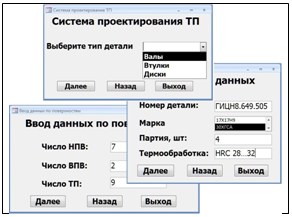 Как видно, два последних правила по сути являются ограничениями первого.
Как видно, два последних правила по сути являются ограничениями первого.| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=2558 |
Версия для печати Выпуск в формате PDF (5.84Мб) Скачать обложку в формате PDF (1.43Мб) |
| Статья опубликована в выпуске журнала № 3 за 2010 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Программные средства имитационного моделирования размерной структуры технологических процессов
- Программная система предпроектных исследований технологических процессов формования химических волокон
- Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения
- Задачи информационного поиска в рамках интеллектуальной распределенной программной системы информационной поддержки инноваций
- Программный комплекс планирования производства на малом предприятии
Назад, к списку статей