Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Автоматизация планов механической обработки поверхностей деталей
Аннотация:Рассматриваются элементы системы автоматизации справочных данных по планам механической обработки поверхностей деталей. Приведено краткое описание алгоритма ввода данных пользователем. Показана схема поиска информации в справочных таблицах.
Abstract:In the present work are considered elements of the automation of reference data according to the plans of machining surfaces of the parts. The article includes short description of the algorithm for user input of data, the circuit to find information in reference tables. Keywords: automation, plans machining, machine processing, production tooling.
| Авторы: Новиков О.А. (nowikowo@yandex.ru) - Российский государственный университет нефти и газа им. И.М. Губкина, г. Москва, доктор технических наук, Тюлина Н.В. (ntyulina@list.ru) - Российский государственный университет нефти и газа им. И.М. Губкина, г. Москва | |
| Ключевые слова: технологическая подготовка производства, механическая обработка, планы обработки, автоматизация |
|
| Keywords: technological preparation of manufacture, machine processing, plans machining, automation |
|
| Количество просмотров: 11620 |
Версия для печати Выпуск в формате PDF (5.05Мб) Скачать обложку в формате PDF (1.39Мб) |
В настоящее время отсутствие автоматизированных решений при работе с большим объемом справочной информации возможно лишь в исключительных случаях, оправданных с экономической точки зрения. Это касается, в частности, технологических процессов описания БД по планам и маршрутам механической обработки поверхностей деталей. В структуре единого информационного пространства технической подготовки производства справочные данные по планам и маршрутам механической обработки поверхностей деталей зависят от справочных данных по материалам, которые выбирает конструктор, а выбор материалов должен быть согласован с экземпляром сортамента, назначаемого нормировщиком, и обеспечен возможностью его закупки службой материально-технического снабжения. Местонахождение справочных данных по планам и маршрутам механической обработки поверхностей деталей в единой структуре технической подготовки производства приведено на рисунке 1.
При разработке автоматизированной системы для обработки внутренних поверхностей вращения, по мнению авторов, можно использовать справочные данные из работы [2]. Такой выбор объясняется достаточной полнотой и формализацией представленных данных в справочнике, а также тем, что аналогичный подход в изложении информации возможен для всех видов поверхностей деталей. На внешнем уровне описания планов и маршрутов механической обработки поверхностей деталей в автоматизированной системе нормативная информация по планам и маршрутам – это граф-дерево, нижний уровень которого представляет собой БД, состоящую из большого количества таблиц (см. пример таблицы). Остальные уровни графа-дерева – это информационно-поисковая система (ИПС) выбора информации. На рисунке 2 приведена укрупненная внешняя модель ИПС планов обработки для наружных и внутренних цилиндрических, а также для плоских поверхностей деталей. Технологическая схема № 1 получения отверстий с полем допуска Н9 диаметра
Рассмотрим возможные варианты представления данных в БД на примере технологической схемы № 1 получения отверстий с полем допуска Н9 диаметра [2] (см. табл.).
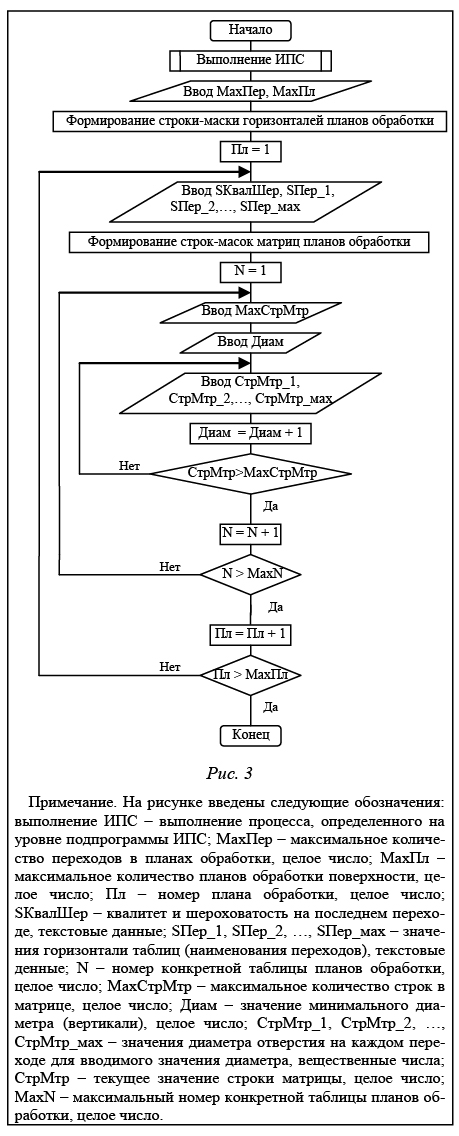
Вертикаль таблицы – столбец, содержащий упорядоченное конечное множество фиксированных значений атрибута – диаметр отверстия. Размеры заготовки на переходах в зависимости от диаметра обрабатываемой детали приведены в матрице. Указанные поля допусков значений матрицы наиболее важны для финишных операций. В РГУ нефти и газа имени И.М. Губкина (г. Москва) разработана система комплексной автоматизации технологии описания БД по планам и маршрутам механической обработки поверхностей деталей. БД, включающие планы механической обработки поверхностей деталей, позволяют решать следующие основные задачи: - ввод представленных в табличной форме исходных цифровых данных по планам обработки всех видов поверхностей (создание элементов БД); - выбор значений из БД, в том числе автоматическое формирование строки О (описание технологического перехода) технологической карты по заполненным технологом данным о детали. Ввод представленных в табличной форме исходных данных по планам обработки для внутренних цилиндрических поверхностей осуществляется по схеме (рис. 3). Количество планов обработки и их таблиц для внутренних цилиндрических поверхностей определяется по справочным данным [2]. На основании таких данных [3] авторами подготовлены данные аналогичной структуры для наружных цилиндрических и плоских поверхностей. Отличия таблиц БД для плоских и наружных цилиндрических поверхностей отражены в дополнительных размерных требованиях и требованиях к установке заготовки уровня ИПС (см. рис. 2).
Входом со стороны горизонтали являются номера столбцов (для выбранной схемы это Ng1, …, Ng4), входом со стороны вертикали – номер строки (например Nv2), к выходным параметрам относят значения элементов матрицы, выбранных из ее строки, или план обработки для соответствующего диаметра детали (в примере Sm21, …, Sm24). Пользовательский интерфейс системы комплексной автоматизации технологии описания БД по планам и маршрутам механической обработки поверхностей деталей представляет собой разделенное на три области поле. Верхняя строка экрана – заголовок, определяющий тип работ в системе, вторая строка – строка-меню для выбора или дополнения данных. Для удобства пользователя элементарный путь в ИПС показан в нижней части экрана. На каждом шаге внесения данных есть возможность дополнить корневой каталог, удалить введенные данные, сохранить их или скопировать, а также вернуться на уровень назад. Автоматизация планов механической обработки поверхностей деталей является дальнейшим шагом развития системы комплексной автоматизации технологической подготовки производства – необходимого инструмента повышения производительности работ машиностроительного предприятия. Литература 1. Черепашков А.А. Компьютерные технологии. Создание, внедрение и интеграция промышленных автоматизированных систем в машиностроении. Самара: СамГТУ, 2008. 2. Методы обработки резанием круглых отверстий: справочник; [под общ. ред. Б.Н. Бирюкова]. М.: Машиностроение, 1989. 3. Харламов Г.А., Тарапанов А.С. Припуски на механическую обработку: справочник. М.: Машиностроение, 2006. | |||||||||||||||||||||||||||||||||||||||||||||||

| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=2833 |
Версия для печати Выпуск в формате PDF (5.05Мб) Скачать обложку в формате PDF (1.39Мб) |
| Статья опубликована в выпуске журнала № 3 за 2011 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Средства автоматизации системы управления техническим диагностированием радиоэлектронной аппаратуры
- Программный комплекс автоматизации концептуального синтеза системно-динамических моделей
- Автоматизированное решение задачи детектирования промышленных объектов на ортофотоплане с помощью нейронной сети
- Автоматизация проектирования режимов резания на многоцелевых станках
- Особенности тестирования наборов данных в операционной системе z/OS
Назад, к списку статей