Journal influence
Bookmark
Next issue
Automation design of tools using metal extrusion technology modeling
The article was published in issue no. № 3, 2012 [ pp. 225-230 ]Abstract:Present day production systemы involve growing number of chipless shaping processes for low moldable and difficult-to-form metals and alloys. The most promising process to perform works with such materials is hydraulic-mechanical extrusion. Hydraulic-mechanical extrusion process of difficult-to-form metals is studied with automation design system. MATLAB is integrated with solid state modeling package SolidWorks and DEFORM 2D (3D) system. The process modeling was performed; there were calculated basic power consumption features; lasting quality was tested and assembly drawings were produced together with accessories for hydraulic-mechanical extrusion process. Practical application of this software solution was illustrated using model example of extrusion of difficult-to-form aluminum alloy. The model showed how important is the use of active force of friction that reduce extrusion forces.
Аннотация:В условиях современного производства все большее распространение находят процессы обработки давлением малопластичных и труднодеформируемых металлов и сплавов. Наиболее перспективным для обработки таких мате-риалов является процесс прямого гидромеханического выдавливания. Для исследования данного процесса разработана система автоматизированного проектирования. Осуществлена интеграция MATLAB с пакетом твердотельного моделирования SolidWorks и системой DEFORM 2D (3D). Проведены моделирование исследуемого процесса, расчет основных энергосиловых параметров, проверка на прочность и разработка сборочных чертежей и деталей оснастки для гидромеханического выдавливания. Решена задача включения нового технологического процесса в существующую программную среду. Практическое применение программного комплекса проиллюстрировано на примере мо-делирования процесса выдавливания труднодеформируемого сплава алюминия. Результаты моделирования показали значимость применения активного действия сил трения для снижения усилия выдавливания.
| Authors: (agapitova@e1.ru) - , (s_ikar@mail.ru) - , Ph.D, Zalazinsky A.G. (zal@imach.uran.ru) - Institute of Engineering Science of the Ural Branch of the RAS, Ekaterinburg, Russia, Ph.D | |
| Keywords: deform, solidworks, matlab, deforming, extrusion, software package |
|
| Page views: 13530 |
Print version Full issue in PDF (7.64Mb) Download the cover in PDF (1.33Мб) |
На ряде промышленных предприятий при обработке давлением (выдавливании и волочении) высокоточных профилей из благородных и труднообрабатываемых цветных металлов и сплавов, а также из металлических композитов волокнистого строения возникают существенные трудности. Эти профили наряду с заданной точностью размеров по сечению должны иметь высокую чистоту поверхности, сохранять химический состав в пределах технических условий при обработке (не допускается загрязнение поверхности, которое возможно при обработке давлением), принимать требуемые физико-механические свойства [1]. Известны различные способы решения подобных задач. Так, в цветной металлургии профили из цветных металлов (алюминия, меди, титана и др.) изготавливают методами горячего выдавливания круглых литых заготовок с последующими операциями прокатки и волочения. Такие технологии целесообразно применять при изготовлении значительных объемов продукции (десятки и сотни тонн профилей), а при малых объемах затраты оказываются слишком высокими и процесс становится экономически неэффективным. Основные недостатки существующей промышленной технологии выдавливания заготовок: большие затраты энергии на нагрев металла; необходимость использования нескольких видов сложного оборудования; высокая цикличность производства, связанная с наладкой нескольких видов оборудования; возможность загрязнения прецизионных сплавов при обработке, а также наличие пресс-остатка, масса которого составляет до 30 % массы заготовки. Все это вызывает необходимость удлинить заготовки, в результате существенно увеличивается давление на инструмент.
где В (1) знак «плюс» используется для расчета процесса прямого выдавливания, знак «минус» – для процесса выдавливания с активным трением [2]. Очевидно, что увеличение длины заготовки возможно лишь в ограниченных пределах до значения удельного давления на инструмент, равного p/ss£3,6, где p – давление на инструмент, /ss – напряжение текучести материала. Уменьшить давление на инструмент при сопоставимых вытяжках и длине исходной заготовки позволяют методы обратного выдавливания, гидроэкструзии и выдавливание с активным действием сил трения (индикаторные диаграммы см. на рис. 2) [2]. На рисунке показано, что при прямом выдавливании на начальной стадии происходит резкое повышение усилия, что характеризует стадию распрессовки заготовки, далее усилия выдавливания снижаются из-за уменьшения влияния силы трения, возникающей на боковой поверхности «заготовка–контейнер» по мере уменьшения контактной поверхности. Увеличение длины заготовки приводит к росту максимального значения усилия выдавливания. В рассматриваемом случае более 60 % усилий пресса уходит на преодоление сил трения. Ограничение длины заготовки, которая обычно не превышает четырех диаметров, не позволяет получить однородную деформацию по всей длине и сечению заготовки, что приводит к неоднородности свойств деформируемого материала. При обратном выдавливании основная масса выдавливаемой заготовки остается неподвижной относительно контейнера, в связи с чем диссипация мощности на поверхности «заготовка–контейнер» равна нулю. Соответственно усилие, необходимое для обратного выдавливания, значительно ниже, чем для прямого выдавливания.
Усилие F, необходимое для выдавливания, рассчитывается по следующей формуле: F=R+T, (2) где R – сила для преодоления сопротивления деформации; Т – сила для преодоления трения, возникающего на поверхности выдавливаемой заготовки. Увеличение силы трения снижает стойкость прессового инструмента, повышает энергосиловые параметры и неоднородность деформации. В связи с этим для обеспечения однородности деформации, снижения энергосиловых затрат и износа инструмента необходимо снижать силу трения, что возможно благодаря применению гидроэкструзии [3]. Этот процесс позволяет получать точные профили без нагрева заготовок и с минимальным трением поверхности заготовки о стенки контейнера. Однако использование подобной схемы вызывает немалые технические трудности при попытках создания полунепрерывного процесса деформации по схеме «заготовка за заготовкой». Кроме того, из-за значительного изменения объема жидкостей при высоких давлениях (упругом сжатии) в процессе деформации возможны ускорение движения заготовки, а в конце процесса даже ее выстрел. Для предотвращения этих отрицательных явлений применяют меры, существенно усложняющие технологию гидроэкструзии. В частности, известны методы гидромеханического выдавливания, сочетающие высокое гидростатическое давление с механическим усилием. При их использовании обеспечивается полное управление движением заготовки и изделия в процессе деформации, а следовательно, можно реализовать полунепрерывный производительный процесс по схеме «заготовка за заготовкой». Ряд схем гидромеханического выдавливания описан в [3]. При гидромеханическом выдавливании производятся установка заготовки в контейнер и ее деформация на заданную длину, сброс давления жидкости, установка следующей заготовки и ее деформация и т.д. Процесс происходит с приложением к задним торцам заготовок усилия, составляющего 10–15 % от общего усилия деформации. Технологической особенностью этого процесса является охват всей заготовки рабочим телом и замена сухого трения выдавливаемого металла о стенки контейнера и канал матрицы трением жидкостным с соответствующим, часто очень большим, снижением давления выдавливания.
Приведем результаты компьютерного моделирования процесса гидромеханического выдавливания. На рисунке 3 показана схема разработки и исследования процесса гидромеханического выдавливания с использованием программных средств. Согласно этой схеме, проектирование нового технологического процесса не ограничивается только созданием математической и компьютерной моделей процесса – необходимы разработка технологии изготовления деталей, проведение инженерного анализа и мониторинга поврежденности заготовок, разработка соответствующей технологической оснастки с учетом ограничений применяемого оборудования, планирование экспериментальных исследований. Для реализации поставленных задач проведена интеграция различных программных средств CAD- и CAE-систем (пакеты SolidWorks и DEFORM 2D (3D)) с системой MATLAB. В основу системы проектирования положен предложенный в [4] програм- мный комплекс SimulaTMP, который предназначен для моделирования процессов ОМД. При его разработке была заложена возможность добавления новых математических и имитационных мо Рассмотрим работу с программным комплексом на примере исследования процесса гидромеханического выдавливания при варьировании вытяжки m от 4 до 14 и коэффициента трения y от 0 до 0,5 и заданном диаметре заготовки (рис. 4). На начальном этапе работы исследователем вводятся исходные данные, после чего выполня- ется предварительный расчет геометрии инструмента и основных параметров технологического процесса с учетом ограничений по производительности оборудования, по удельным давлениям на инструмент, по неоднородности деформации заготовки. При гидромеханическом выдавливании, как и при обычном, имеется оптимальный угол конусности матрицы. Этот угол минимизирует необходимое давление выдавливания. Оптимальный угол определяют согласно [5] с помощью дифференцирования и приравнивая к нулю уравнения (1). С развитием вычислительной техники и увеличением ее производительности становится возможным численное нахождение оптимального угла матрицы путем подбора по уравнению (1) посредством его минимизации.
Давление выдавливания зависит не только от углов матриц, но и от величины коэффициента трения (рис. 5): с его увеличением давление выдавливания также увеличивается. Оптимальный угол выдавливания имеется для любого сочетания вытяжки и коэффициента трения (рис. 6, 7). Зависимость усилия выдавливания от величины вытяжки при постоянном исходном диаметре заготовки для условий оптимальной конструкции матрицы показана на рисунке 7. После определения исходной геометрии инструмента в соответствии со схемой, изображенной на рисунке 3, создается параметрическая трехмерная модель технологической оснастки и заготовки и передается в формате *.XLS в CAD-пакет SolidWorks. Исследователь имеет возможность корректировки модели. На основе исходных данных в результате определения усилия выдавливания и оптимального угла матрицы производится расчет размеров инструментальной оснастки для обеспечения необходимой жесткости конструкции. После завершения редактирования модели технологической оснастки параметрическая модель (данные о конфигурации деталей) посредством экспорта и импорта данных передается в формате *.igs (*.stl) в CAE-пакет DEFORM 2D (3D) для имитационного моделирования процесса гидромеханического выдавливания. Далее проводится инженерный анализ данных, полученных с помощью компьютерного моделирования.
На рисунке 8а видно, что между заготовкой и оснасткой расположен слой смазки. В процессе деформирования смазочный слой опережает заготовку, что возможно благодаря активному действию сил трения. На рисунке 8б показано, что наибольшее значение интенсивности деформаций (обозначено стрелкой), равное 0,168, наблюдается в очаге деформации на оси симметрии заготовки. На рисунке 8в в очаге деформации преобладают сжимающие напряжения. Минимальное значение среднего нормального напряжения (обозначено стрелкой), равное –95,4 МПа, наблюдается на оси симметрии заготовки в области, расположенной в рабочем конусе матрицы. Рисунок 8г показывает распределение интенсивности напряжений по сечению заготовки. В пакете DEFORM выполнено численное моделирование исследуемого процесса, определены напряжение и деформации узловых точек конечно-элементной сетки и усилия выдавливания на каждом шаге итерации. На втором этапе исследуются напряжения на инструменте (рис. 9). Исследователь также имеет возможность взаимодействия с пакетом DEFORM для оперативной коррекции хода расчетов.
Инженерный анализ процесса гидромеханического выдавливания позволяет определить оптимальные условия деформирования, минимизируя усилие выдавливания и неоднородность деформации. Прогнозирование повреждений материала заготовки дает возможность еще на этапе проектирования обнаружить возможные дефекты и создать условия для их предотвращения. Расчет на прочность инструмента обеспечивает выбор материала для изготовления оснастки. По результатам компьютерного моделирования разрабатываются чертежи для изготовления оснастки. Таким образом, в статье представлена разработанная методика автоматизированного инженерного анализа и проектирования нового технологического процесса, к которому относится процесс гидромеханического выдавливания. В авторском программном комплексе в результате интеграции нескольких специализированных пакетов была создана САПР технологии и оснастки для реализации высокопроизводительного процесса гидромеханического выдавливания, осуществляющая моделирование процесса, расчет основных энергосиловых параметров, проверку на прочность и разработку сборочных чертежей и деталей оснастки. Анализ результатов моделирования процесса гидромеханического прессования представлен в наглядном виде и показывает, что активное действие сил трения снижает усилие выдавливания. При разработке ПО решена задача включения нового технологического процесса в существующую программную среду. Созданный програм- мный комплекс может найти широкое применение при разработке новых и оптимизации существующих технологий, а также использоваться как учебное пособие для построения сложных интегрированных программных комплексов. Литература 1. Залазинский А.Г. Пластическое деформирование структурно-неоднородных материалов. Екатеринбург: УрО РАН, 2000. 492 с. 2. Данилин А.В Исследование напряженно-деформированного состояния и особенностей течения металла при прессовании прямым и СПАТ способами труднодеформируемых сплавов // Изв. вузов, Черная металлургия. 2004. № 5. С. 45. 3. Береснев Б.И., Гайворонский А.Т., Замараев В.К., Хамитов А.А. Гидропрессование. Екатеринбург: Изд-во ИПМ УРО РАН, 1998. 241 с. 4. Залазинский А.Г., Бывальцев С.В. Программный комплекс для реализации экспериментально-аналитического метода моделирования процессов деформации металлических заготовок // Вестн. компьютер. и информ. технологий. 2006. № 11. С. 46–51. 5. Колмогоров В.Л. Механика обработки металлов давлением. Екатеринбург: Изд-во УГТУ-УПИ, 2001. 836 с. |

 (1)
(1) – вытяжка заготовки; R3 – радиус заготовки; R1 – радиус калибрующего пояска матрицы; α – полуугол рабочего конуса матрицы;
– вытяжка заготовки; R3 – радиус заготовки; R1 – радиус калибрующего пояска матрицы; α – полуугол рабочего конуса матрицы;  – коэффициент пропорциональности в законе трения Зибеля; L1 – длина заготовки, находящейся в полости контейнера; L2 – длина заготовки, находящейся в калибрующем пояске матрицы; pd – напряжение противодавления;
– коэффициент пропорциональности в законе трения Зибеля; L1 – длина заготовки, находящейся в полости контейнера; L2 – длина заготовки, находящейся в калибрующем пояске матрицы; pd – напряжение противодавления;  – усредненное по объему очага деформации значение предела текучести деформируемого материала при растяжении [1].
– усредненное по объему очага деформации значение предела текучести деформируемого материала при растяжении [1].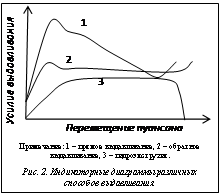 При гидроэкструзии (рис. 2, график 3) на большей части граничной поверхности «заготовка–контейнер» реализуется режим жидкостного трения, в результате чего создаются благоприятные условия для выдавливания. Это позволяет обеспечить большую равномерность распределения деформации по сечению и почти полностью устранить действие растягивающих напряжений.
При гидроэкструзии (рис. 2, график 3) на большей части граничной поверхности «заготовка–контейнер» реализуется режим жидкостного трения, в результате чего создаются благоприятные условия для выдавливания. Это позволяет обеспечить большую равномерность распределения деформации по сечению и почти полностью устранить действие растягивающих напряжений.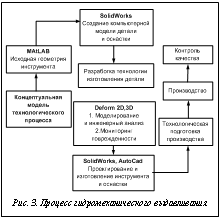 Известен также ряд способов выдавливания заготовок с применением активного действия сил трения (в формуле (2) знак плюс меняется на знак минус), при которых уменьшаются неравномерность деформации и необходимое усилие выдавливания. После анализа современных энергоэффективных способов реализации выдавливания заготовок авторы пришли к выводу, что наиболее полно описанным выше требованиям удовлетворяет гидромеханическое выдавливание заготовок. В связи со сложностью реализации этого процесса существует необходимость в разработке современной системы управления им. Основой для создания АСУ является математический аппарат по моделированию данного процесса. Математическое моделирование рассматривается авторами статьи в качестве базы для последующего создания автоматизированных систем: технологической подготовки производства, проектирования оснастки и инструмента, управления технологическим процессом, управления машинами и агрегатами, управления качеством продукции.
Известен также ряд способов выдавливания заготовок с применением активного действия сил трения (в формуле (2) знак плюс меняется на знак минус), при которых уменьшаются неравномерность деформации и необходимое усилие выдавливания. После анализа современных энергоэффективных способов реализации выдавливания заготовок авторы пришли к выводу, что наиболее полно описанным выше требованиям удовлетворяет гидромеханическое выдавливание заготовок. В связи со сложностью реализации этого процесса существует необходимость в разработке современной системы управления им. Основой для создания АСУ является математический аппарат по моделированию данного процесса. Математическое моделирование рассматривается авторами статьи в качестве базы для последующего создания автоматизированных систем: технологической подготовки производства, проектирования оснастки и инструмента, управления технологическим процессом, управления машинами и агрегатами, управления качеством продукции.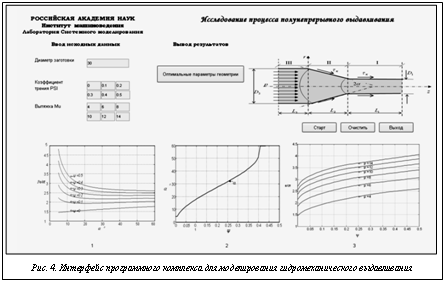 делей технологических процессов. В результате исследований в БЗ программного комплекса была добавлена математическая модель гидромеханического выдавливания.
делей технологических процессов. В результате исследований в БЗ программного комплекса была добавлена математическая модель гидромеханического выдавливания.
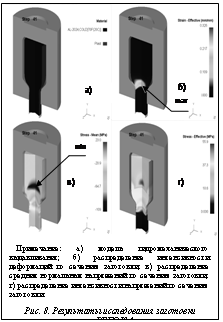 В пакете DEFORM выполнены необходимые расчеты с применением метода конечных элементов (рис. 8). Результатом компьютерного моде- лирования процесса гидромеханического выдавливания в пакете DEFORM 2D является прог- нозирование заполнения зоны деформирования, возможности возникновения дефектов, определения потребной силы деформирования, энергии деформирования, напряженно-деформированного состояния, скорости течения материала заготовки и смазочного слоя. Сила деформирования определялась в зависимости от размера заготовки, ее формы, трения и свойств материала. Кроме того, при помощи моделирования определены такие параметры, как накопленная деформация, напряжение, направление волокна заготовки, возможность разрушения заготовки, износ инструмента.
В пакете DEFORM выполнены необходимые расчеты с применением метода конечных элементов (рис. 8). Результатом компьютерного моде- лирования процесса гидромеханического выдавливания в пакете DEFORM 2D является прог- нозирование заполнения зоны деформирования, возможности возникновения дефектов, определения потребной силы деформирования, энергии деформирования, напряженно-деформированного состояния, скорости течения материала заготовки и смазочного слоя. Сила деформирования определялась в зависимости от размера заготовки, ее формы, трения и свойств материала. Кроме того, при помощи моделирования определены такие параметры, как накопленная деформация, напряжение, направление волокна заготовки, возможность разрушения заготовки, износ инструмента.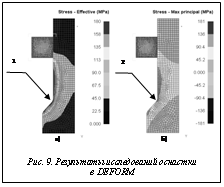 На рисунке 9а показано распределение интенсивности напряжений по сечению инструмента, максимальное значение, равное 180 МПа, обнаружено в точке 1. На рисунке 9б изображено распределение главных максимальных напряжений по сечению инструмента. Максимальное растягивающее напряжение, равное 105 МПа, наблюдается в точке 2.
На рисунке 9а показано распределение интенсивности напряжений по сечению инструмента, максимальное значение, равное 180 МПа, обнаружено в точке 1. На рисунке 9б изображено распределение главных максимальных напряжений по сечению инструмента. Максимальное растягивающее напряжение, равное 105 МПа, наблюдается в точке 2.| Permanent link: http://swsys.ru/index.php?page=article&id=3248&lang=en |
Print version Full issue in PDF (7.64Mb) Download the cover in PDF (1.33Мб) |
| The article was published in issue no. № 3, 2012 [ pp. 225-230 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Риск-ориентированный подход к проектированию системы антитеррористической защищенности образовательных учреждений
- Программный комплекс для проектирования составов безобжиговых мономинеральных композитов
- Программное средство для имитационного моделирования с помощью графовых моделей
- Аппаратно-программный комплекс для автоматизации контроля качества ферромагнитных материалов
- Программные средства вейвлет-фрактально-корреляционного метода обнаружения объектов космического мусора
Back to the list of articles