Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Разработка математических моделей и создание программного обеспечения для управления процессами непрерывного литья заготовок из цветных металлов
Аннотация:Непрерывное литье является доминирующим в производстве продукции из цветных металлов и их сплавов. Однако в технологическую практику активно внедряются новые технологии литья, которые требуют тщательного изучения и обоснования. Конструкторы, занимающиеся проектировкой литейных процессов, сталкиваются с необходимостью внедрения программного обеспечения, позволяющего анализировать физические явления, происходящие при литье и кристаллизации металла, оптимизировать технологические и конструкционные параметры. На начальном этапе такие программы позволяют заменить физический эксперимент вычислительным, экономя ресурсы. Настоящая статья посвящена разработке математической модели и программного комплекса, предназначенного для моделирования процесса вертикального непрерывного и дискретно-непрерывного литья заготовок из цветных металлов и их сплавов. В ней приводятся основные требования к математическим моделям литейных процессов, а так-же схема и модель исследуемого технологического процесса. Описываются возможности комплекса и этапы проведенных вычислительных экспериментов, позволившие установить основные закономерности и получить рекомендации по разработке оптимальных режимов. Программный комплекс может внедряться в технологическую практику на предприятиях. Полученные рекомендации по оптимальным режимам можно использовать при проектировании новых технологических процессов и выборе технологических режимов на действующих производствах с целью улучшения качества продукции и повышения производительности процесса.
Abstract:Currently, continuous casting is dominant in production of non-ferrous metals and their alloys. However, tech-nological practice actively introducing new casting technology which requires careful study and justification. Casting process designers have to deal with software to research physical phenomena during metal casting and crystallizing and to optimize process-dependent parameters. Such systems at the initial stage can replace a physical model experiment with a computing experiment to save resources. The article describes the mathematical model and software for modelling vertical continuous and discrete-continuous casting of nonferrous metal. The first section of the article reviews basic requirements for mathemat-ical models of casting process as well as the scheme and the model of search technological process. The second section d e-scribes a CAE casting process and conducting computing experiment which makes it possible to establish the main laws and get the advices on the development of optimum modes. The software can be implemented in technological practice in indu s-try. The resulting recommendations for optimal conditions can be used in the design of new processes and selection of ope r-ating practices on operating enterprise to improve product quality and increase the productivity of the process.
| Авторы: Жиганов Н.К. (iganov2005@yandex.ru) - Тверской государственный технический университет, г. Тверь, Россия, доктор физико-математических наук, Фомина Е.Е. (f-elena2008@yandex.ru) - Тверской государственный технический университет (доцент), г. Тверь, Россия, кандидат технических наук, Вольнов И.Н. (ilja-volnov@yandex.ru) - (Московский государственный индустриальный университет, ул. Автозаводская, 16, г. Москва, 115280, Россия) (технический эксперт ), Москва, Россия, кандидат технических наук | |
| Ключевые слова: программное обеспечение, математическое моделирование, литье цветных металлов |
|
| Keywords: the software, mathematical and computer modeling, casting non-ferrous metals |
|
| Количество просмотров: 10550 |
Версия для печати Выпуск в формате PDF (6.61Мб) Скачать обложку в формате PDF (0.95Мб) |
Развитие предприятий металлургического комплекса, в первую очередь, направленное на повышение качества и конкурентоспособности продукции, экономию временных и материальных затрат, диктует необходимость внедрения компьютерных систем поддержки принятия решений, в основу которых положены методы математического моделирования. Интенсивное развитие вычислительной техники и численных методов позволяет успешно использовать универсальные программные комплексы для математического моделирования тепломассообмена и гидродинамики во многих областях науки и техники, включая и металлургию [1, 2]. Особенно актуальна данная проблема в таком производстве, как получение заготовок методом непрерывного и дискретно-непрерывного литья, где проведение научных экспериментов на работающем агрегате сопряжено с массой технических трудностей либо вообще невозможно [3, 4]. В свою очередь, математическое моделирование и разработка специализированных компьютерных систем позволяют получить общую картину всего течения жидкости в объеме, графически визуализировать поля скоростей, давления и температуры во всей области течения, избегая при этом технических трудностей, вызываемых малыми или большими размерами исследуемых заготовок, высокими температурами, экономя ресурсы и повышая качество продукции. Целью исследования была разработка математической модели и программного комплекса для изучения и оптимизации процессов, происходящих при производстве цилиндрических заготовок из цветных металлов методом непрерывного и дискретно-непрерывного литья. Постановка задачи
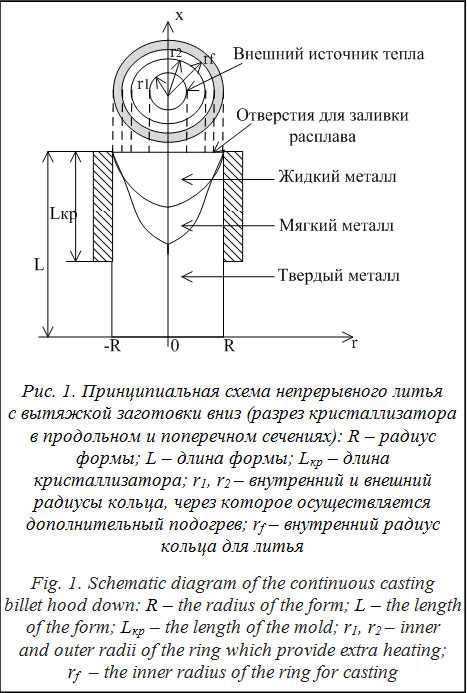
Затвердевший слиток может вытягиваться из кристаллизатора с постоянной скоростью uлит (непрерывное литье) либо с периодическими остановами при дискретно-непрерывном литье. Для описанного выше технологического процесса вертикального непрерывного и дискретно-непрерывного литья цилиндрических заготовок из цветных металлов необходимо разработать математическую модель и компьютерную систему, предназначенную для расчета основных характеристик, визуализации процесса, оптимизации технологических параметров литья и моделирования формирования кристаллической структуры внутри слитка, а также выявить основные закономерности процесса и предложить оптимальные режимы литья. Материалы и методы исследования Анализ математических моделей литейных процессов показывает, что они базируются в основном на уравнениях Навье–Стокса, представленных в виде дифференциальных уравнений в частных производных. При разработке математической модели процесса непрерывного литья, схема которого приведена на рисунке 1, система уравнений Навье–Стокса была дополнена – граничными условиями, соответствующими особенностям решаемой задачи (граничные условия учитывают, что по мере движения расплава в кристаллизаторе происходит его затвердевание и образуется зазор между слитком и кристаллизатором, вследствие чего изменяется механизм переноса тепла и снижается интенсивность охлаждения); – k–e-моделью турбулентности; – уравнениями переноса химических компонент и доли твердой фазы; – моделью кристаллизации (математическая модель кинетики кристаллизации цветных металлов построена с опорой на математическую схему И.Л. Воробьева) [4]. В основу алгоритма решения системы дифференциальных уравнений положены метод контрольных объемов и алгоритм SIMPLER, который был модифицирован исходя из особенностей рассматриваемой задачи [5–8]. Для моделирования кристаллизации применялся аппарат клеточных автоматов [9]. Для решения описанной системы уравнений авторами статьи разработан программный комплекс «Моделирование и оптимизация процессов получения кристаллических заготовок из цветных металлов методами непрерывного литья» (Свид. о гос. регистр. программы для ЭВМ № 2013616906). Адекватность разработанной математической модели литейного процесса подтверждена выполнением условия адекватности по критерию Фишера для параметра «глубина зоны затвердевания», расчет которого осуществлялся в программном комплексе и сравнивался со значениями, полученными экспериментально [5]. Адекватность модели кинетики кристаллизации устанавливалась путем сопоставления полученных макроскопических картин кристаллических структур и кривых кристаллизации экспериментальным данным как для случая полностью равноосной структуры, так и для смешанной структуры равноосных и столбчатых кристаллов. Исходя из этого, разработанная модель и программный комплекс могут применяться для моделирования процесса непрерывного литья цилиндрических заготовок из цветных металлов. Программный комплекс включает модули: – ввода данных для определения технологических и конструкционных параметров; – генерации равномерной, фиксированной 2D-сетки по продольному сечению заготовки; – расчета теплового процесса и поля течения; – оптимизации основных технологических параметров; – микропористости; – расчета распределения химических компонент и доли твердой фазы; – кристаллизации. Результаты исследования и обсуждения
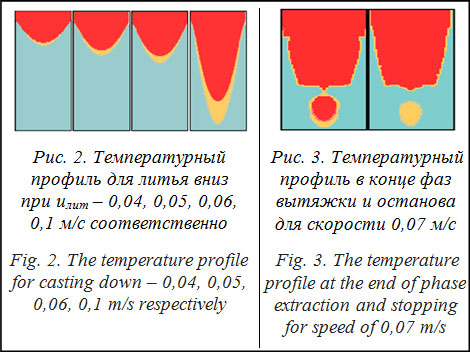
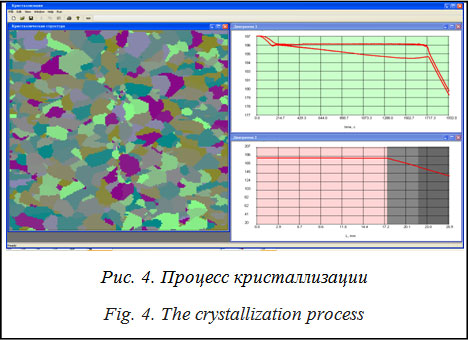
Вычислительный эксперимент позволил смоделировать процессы, происходящие внутри слитка при его затвердевании. В частности, графическая визуализация дала наглядное представление о распределении температурного поля внутри слитка (рис. 2, 3), направлении вектора скорости; числовых значениях температуры, давления, скорости, вязкости, кинетической энергии и ряда других величин по продольному сечению слитка как при непрерывном, так и при дискретно-непрерывном литье с вытяжкой заготовки вниз (рис. 3). Получены диаграммы роста кристаллов (рис. 4). Проведенные исследования позволили выявить ряд закономерностей процесса и подготовить рекомендации для технолога по выбору оптимальных технологических режимов. В частности, было установлено, что наибольшее влияние на характеристики температурного профиля, а следовательно, и на формирование кристаллической структуры, оказывают такие технологические параметры, как температура расплава, скорость литья и радиус заготовки. Были получены зависимости характеристик температурного профиля от скорости литья, длины кристаллизатора, радиуса заготовки и температуры расплава для непрерывнолитой медной заготовки, которые можно использовать при проектировании процесса.
С помощью программного комплекса были получены линии равного значения глубины зоны затвердевания в координатах Tрасп – uлит и uлит – R при фиксированных остальных технологических параметрах для медной заготовки. Располагая такими данными и экспериментально установ- ленным критическим значением глубины зоны затвердевания, технолог может в пределах температуры расплава и скорости литья повышать производительность процесса при сохранении постоянных значений геометрических характеристик температурного профиля и, следовательно, устойчивости процесса к обрыву. Используя программный комплекс, авторы решили задачу оптимизации технологических параметров, поставленную следующим образом: необходимо получить непрерывнолитой слиток, температурное поле которого удовлетворяет определенным критериям при ограничениях на технологические параметры литья [5]. В частности, был получен набор оптимальных значений параметров при литье медной заготовки, обеспечивающих получение продукции требуемого качества. Установлены зависимости таких характеристик, как протяженность зоны столбчатых кристаллов, их поперечный размер, средний диаметр кристаллов макрозерна в центральной зоне отливки, расстояние между вторичными осями роста дендритов с условиями литья для сплава из меди. Важность расчета кристаллического строения следует из того факта, что каждому типу кристал- лического строения отливки соответствует свой набор литейных дефектов. Таким образом, управление кристаллическим строением отливки позволяет определять не только желаемую структуру, но и наличие в ней дефектов и, следовательно, эффективно прогнозировать служебные и технологические свойства отливки. Наличие полученной зависимости позволило прогнозировать кристаллическое строение отливки в целом и управлять процессом его формирования. Таким образом, математические модели и основанные на них программные комплексы являются хорошим инструментом для конструктора и технолога, помогающим проектировать процесс получения качественной продукции. Литература 1. Спирин Н.А. Информационные системы в металлургии. Екатеринбург: Изд-во УГТУ-УПИ, 2001. 617 с. 2. Смирнов А.Н., Куберский С.В., Подкорытов А.Л., Ухин В.Е., Кравченко А.В., Оробцев А.Ю. Непрерывная разливка сортовой заготовки: монография. Донецк: Цифровая типография, 2012. 417 с. 3. Краснобаев В.А., Рыболовлев В.Ю., Спирин Н.А. Современная автоматизированная информационная система доменной плавки // Сталь. 2000. № 9. С. 7–10. 4. Щипанов К.А. Разработка и исследование математических моделей, создание программного обеспечения для управления объектами в металлургии. Дисс…к.т.н. Екатеринбург, 2007. 161 с. 5. Жиганов Н.К., Вольнов И.Н., Фомина Е.Е., Жига- нов А.Н. Моделирование и оптимизация процессов дискретно-непрерывного литья цветных металлов и их сплавов: монография. Тверь: Изд-во ТГТУ, 2009. 107 с. 6. Онорин О.П. Компьютерные методы моделирования доменного процесса; [под ред. Н.А. Спирина]. Екатеринбург: Изд-во УГТУ-УПИ, 2005. 301 с. 7. Зарубин В.С. Математическое моделирование в технике: учебник для студентов втузов; [под ред. B.C. Зарубина, А.П. Крищенко]. М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. 496 с. 8. Спирин Н.А., Лавров В.В., Паршаков С.И. Оптимизация и идентификация технологических процессов в металлургии. Екатеринбург: Изд-во УГТУ-УПИ, 2006. 310 с. 9. Абашева Э.Р., Елисеев А.А., Лукашин А.В., Третья- ков Ю.Д, Кольцова Э.М. Моделирование на основе аппарата клеточных автоматов синтеза нанонитей железа в матрице мезопористого диоксида кремния // Химия твердого тела и современные микро- и нанотехнологии: V Междунар. науч. конф., 2005. С. 219–220. References |
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=3922&lang=&lang=&like=1 |
Версия для печати Выпуск в формате PDF (6.61Мб) Скачать обложку в формате PDF (0.95Мб) |
| Статья опубликована в выпуске журнала № 4 за 2014 год. [ на стр. 194-197 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Реализация моделей рыночной конкуренции в программном обеспечении
- Проблемы управления конфигурациями в процессе разработки программного обеспечения встроенных систем
- Построение архитектуры САПР одношнековых экструдеров с применением элементов искусственного интеллекта
- Программный комплекс для поддержки моделирования медико-эколого-экономических систем
- Программный комплекс для разметки и унифицированного описания лица индивида по фотоизображению
Назад, к списку статей