Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программный комплекс для расчета и исследования погрешности токарной обработки нежестких заготовок
Аннотация:Рассмотрена проблема определения погрешности, возникающей при токарной обработке на станках с ЧПУ заготовок, длина которых во много раз превышает диаметр. В результате анализа математических моделей, используемых для определения погрешностей при точении, установлено, что для рассматриваемых деталей определяющим фактором при образовании отклонения является жесткость системы Станок–Приспособление–Инструмент–Деталь (СПИД). Отмечены ограничения в существующих методах исследования и практике определения отклонений с учетом постоянной и динамической составляющих податливости элементов рассматриваемой системы. В частности, с точки зрения практической значимости, в них затруднен учет упругих деформаций, обусловленных функциональными взаимосвязями режимов резания с параметрами обрабатываемой заготовки, которые задаются прочностными характеристиками используемого материала в рассматриваемом диапазоне геометрических соотношений. Для повышения точности обработки предложена методика определения оптимальных параметров резания. Разработан программный комплекс OptimRez, позволяющий пользователю, исходя из возможностей применяемого токарного обо-рудования и характеристик обрабатываемой заготовки, определять режимы резания, при которых рассматриваемая погрешность будет минимальной. Программный комплекс содержит пять взаимосвязанных модулей, использует базы данных инструментов, станков и различных материалов заготовок. OptimRez может использоваться при технологическом проектировании, в научно-исследовательских работах и в учебном процессе.
Abstract:The authors consider the problem of inaccuracy definitionarising when turning blanks with the length great-ly exceeding their diameter on CNC machines (computer numerical control). The authors have analysed mathematical models for definition of inaccuracies in the course of turning. The result showed that for the considered details the defining factor when forming inaccuracies is rigidity of MTTD (Machine-Tool-Tools-Detail) system. The paper also markes restrictions in the existing methods of research and practice of defyingdevia-tions taking into account constant and dynamic components of system elements flexibility. In particular, in terms of practi-cal significance, there are difficulties with accounting of elastic deformations caused by functional interrelations of cutting conditions with blanks parameters which are set by strength properties of the used material in the considered range of geo-metrical ratios. To increase the accuracy of processing, the authors offer a technique for determining optimum cutting pa-rameters. OptimRez software package allows the user to define cuttingmodes to minimize the considered inaccuracy taking into account the applied turning equipment capability and characteristics of processed blanks. Software package includes five in-terconnected modules, uses databases containing tools, machine tools and different workpieces. OptimRez can be used in process engineering, in research projects and educational process.
| Авторы: Шелихов Е.С. (shelevgen@mail.ru) - Оренбургский государственный университет (аспирант), Оренбург, Россия, Сердюк А.И. (sap@mail.osu.ru) - Оренбургский государственный университет (профессор, директор), г. Оренбург, Россия, доктор технических наук, Черноусова А.М. (chern@mail.osu.ru) - Оренбургский государственный университет, Оренбург, Россия, кандидат технических наук | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 7217 |
Версия для печати Выпуск в формате PDF (12.50Мб) Скачать обложку в формате PDF (0.36Мб) |
Современное оборудование с ЧПУ, внедряемое на предприятиях страны, обладает неоспоримыми преимуществами в традиционном серийном производстве. Однако предприятия лишаются возможности применения некоторых технологических решений, наработанных для специфических видов изделий, изготавливаемых единично или мелкими партиями [1].
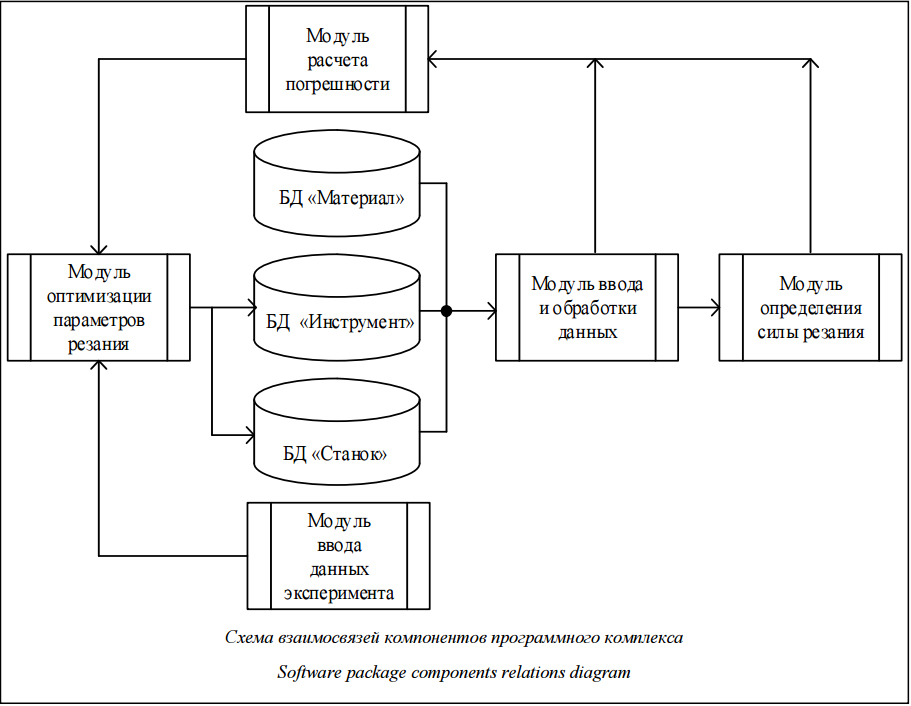
Примером таких изделий служат станинные ролики или валки для прокатных станов. Применение люнетов на больших токарных станках с ЧПУ затруднительно или невозможно в условиях обработки согласно составленному программному коду. В этом случае становится актуальной задача расчета погрешности, которая будет обусловлена нежесткостью системы. Решение ее позволит внести поправки в управляющую программу либо скорректировать режимы резания [2]. В данной работе рассмотрены вопросы, связанные с оценкой погрешности токарной обработки нежестких цилиндрических заготовок, длина которых во много раз превышает диаметр. Воз- никает она в результате несоответствия дейст- вительных движений заготовки и инструмента движениям, предусмотренным кинематической схемой станка, что приводит к такому виду отклонения профиля продольного сечения, как бочкообразность. Погрешность оценивается по отклонению параметров реальных поверхностей детали от заданных на чертеже [3]. На основе анализа математических моделей, описывающих упругие деформации образования погрешностей, обусловленных нежесткостью системы, технологическими особенностями при выборе режимов резания и возможностями применяемого оборудования, сформирован набор входных параметров: А = {АИ, АСТ, АЗ}, (1) где АИ = {α, b, g, VИ, SИ, tИ, T, r} – множество параметров, связанных с используемым обрабатывающим инструментом: α, b, g – углы режущего инструмента, VИ, SИ, tИ – скорость резания, подача и глубина резания, рекомендуемые при данном режущем инструменте, T – износостойкость инструмента, r – радиус при вершине резца; АСТ = = {nmax, Smax, tmax} – множество параметров, связанных с характеристиками обрабатывающего станка: nmax – максимальная частота вращения шпинделя станка, Smax, tmax – максимально возможные подача и глубина резания; AЗ = {l, D, E, ρ} – множество параметров, характеризующих обрабатываемую заготовку: l – длина заготовки, D – диаметр заготовки, E – модуль упругости, ρ – твердость материала заготовки [4]. Для решения рассматриваемой задачи осуществляется оценка выполнения токарной обработки по техническим показателям процесса: ЭТ = {Ra, ymax, P}, (2) где ЭТ – множество технических показателей токарной обработки; Ra – шероховатость поверхности; ymax – погрешность обработки, оцениваемая максимальным расстоянием между точками реальной обработанной поверхности (профиля) и заданной чертежом; P – сила резания. В результате анализа обработки нежестких цилиндрических деталей в производственных условиях установлено, что наибольшая погрешность наблюдается на расстоянии (0,7–0,75)l от закрепления заготовки в патроне. Математические модели определения погрешностей обработки нежестких деталей разрабатывали еще в советское время ученые Б.С. Балакшин, В.Г. Подпоркин, А.П. Соколовский и другие. Однако в современных условиях производства предложенные ими и экспериментально подтвержденные зависимости, разумеется, не отражают полную картину образования погрешности. Это обусловлено применением новейших технологий в станкостроении, а также неоспоримыми достижениями в разработке технологий режущего инструмента и систем с ЧПУ. В настоящей работе выявлены функциональные зависимости технических показателей токарной обработки (2) от рассмотренных выше входных параметров (1). Математическую модель задачи поиска оптимального варианта технологии предлагается представить в виде ymax = f1(D, l, r, E, P)®min (3) при ограничениях Ra = f2(S, a, r) £ Raтр, (4) P = f3(S, V, t, a, b, g) £ Ррек, (5) где S, V, t – варьируемые значения подачи, скорости и глубины резания; Raтр – требуемая шероховатость поверхности, значение которой задается на чертеже детали и зависит от вида обработки; Ррек – рекомендуемое значение силы резания, определяемое на этапе технологического проектирования. Для компьютерного моделирования технологического процесса с учетом характеристик материалов заготовок и с использованием БД распространенного при современной токарной обработке режущего инструмента и станочного оборудования создан программный комплекс OptimRez. Работа в этом комплексе включает 8 этапов. Этап 1. Ввод необходимых параметров заготовки {l, D, E, ρ}. Для определения погрешности нежесткой детали необходимы сведения о геометрических размерах заготовки, важно последовательно определить или задать материал детали, модуль упругости и твердость, влияющие на выбор параметров резания [5]. Этап 2. Задание вида обработки. В программном комплексе предусмотрены три вида токарной обработки: чистовая, черновая и получистовая. Данный этап является основополагающим для выбора геометрии режущего инструмента и его материала. Этап 3. Ввод данных о режущем инструменте {α, b, g, T, r}. Осуществляется загрузка БД резцов или резцедержателей и режущих пластин из твердого сплава, содержащих подробную информацию об углах резания [6]. Этап 4. Загрузка рекомендаций по параметрам резания {VИ, SИ, tИ}. Рекомендуемые параметры указываются в виде интервалов значений, обусловленных справочными данными и материалами каталогов заводов-производителей [7]. Этап 5. Расчет силы резания. Режим резания определяет величину силы резания, от которой, в свою очередь, зависит значение рассматриваемой погрешности. Исходя из анализа математических моделей принято решение в программном комплексе рассматривать силу резания как совокупность трех составляющих: P = {Px, Py, Pz}, каждая из которых является проекцией вектора силы на соответствующие оси. Формулы определения каждой составляющей, в свою очередь, учитывают параметры резания, геометрию резца и соответствующие поправки на качество используемого оборудования. Этап 6. Определение отклонений реального профиля от профиля, заданного чертежом, для указанного числа точек обрабатываемой детали. Используемые математические модели позволяют рассчитать значения рассматриваемых отклонений, обозначенных через y, в любой точке обрабатываемой поверхности, которая разбивается на равные участки заданным количеством точек. На данном этапе предусмотрено также введение в программу экспериментальных данных, для этого используется ручной ввод результатов измерений. Если полученные значения не удовлетворяют установленным технологией изготовления критериям качества по шероховатости и ymax, возможна корректировка параметров резания для достижения необходимого результата. Этап 7. Вывод графической зависимости y = f(x) для визуализации погрешности обработ- ки ymax. Результаты каждого расчета при заданных значениях параметров резания отображаются в виде графика, где по оси х откладывается нумерация точек измерения, а по оси y – значения отклонений в этих точках: yi = (Di – Di ч) / 2, (6) где Di – значение диаметра реальной поверхности в i-й точке; Di ч – значение заданного на чертеже диаметра поверхности в той же i-й точке. Все расчеты при изменении каких-либо параметров выводятся на один график для сравнения результатов. Этап 8. Анализ погрешности обработки и определение оптимальных режимов резания. Полученные в результате автоматизированного расчета при помощи OptimRez значения отклонения y сводятся в таблицу, сравниваются, а затем определяется процентное соотношение для каждой рассматриваемой точки в отдельности. На этом же этапе проверяется выполнение условий (4) и (5) и определяются оптимальные значения параметров резания по критерию (3). Программный комплекс OptimRez построен по блочно-модульному принципу и содержит модули обработки данных, определения силы резания, расчета погрешности, ввода экспериментальных данных и модуль оптимизации параметров резания. Структура программного комплекса в общем виде приведена на рисунке, где отображены основные взаимосвязи вышерассмотренного алгоритма.
Программный комплекс включает в себя три БД: «Материал» – позволяет по марке стали заготовки определить модуль упругости и твердость; «Инструмент» – включает сведения о геометрии резца, его составе и рекомендуемых режимах резания, используется при выборе резцедержателя; «Станок» – содержит сведения о возможностях станка, максимальных размерах заготовок, параметрах резания и закреплении резцедержателя. Для разработки программного комплекса использовалась среда Delphi, загружаемые данные созданы в среде СУБД MS Access. Пример главного окна программы на одном из этапов работы представлен по ссылке http://www.swsys.ru/uploaded/image/2015/2015_dop/4.jpg. Отдельными рабочими областями представлены «Расчет силы резания» и «Выбор оптимального режима резания», запускаемые соответствующими кнопками. Фрагмент выбора режущей пластины и резцедержателя размещен по адресу http://www.swsys.ru/uploaded/image/2015/2015_dop/5.jpg. Программный комплекс не требует специальных навыков при использовании, позволяет значительно сократить время, необходимое техно- логу, станочнику и научному работнику на оп- ределение режимов токарной обработки, выбор материала и размеров заготовки, подбор и определение подходящего режущего инструмента, исследование погрешности обработки нежестких деталей. Литература 1. Жданов А.А., Плотников А.Л., Чигиринский Ю.Л. Токарная обработка нежестких валов // Perspective innovations in science, education, production and transport: Междунар. Интернет-конф. 2013. URL: http://www.sworld.com.ua/konfer33/ 731.pdf (дата обращения: 15.12.2014). 2. Шелихов Е.С., Черноусова А.М. Применение моделирования при определении систематической составляющей погрешности обработки нежестких заготовок под действием силы резания // Современные тенденции в технологии металлообработки и конструкциях металлообрабатывающих машин и комплектующих изделий: межвуз. науч. сб. Уфа: Изд-во УГАТУ, 2014. С. 167–172. 3. Шелихов Е.С., Черноусова А.М. Алгоритмизация расчета систематической составляющей погрешности обработки в системе СПИД, возникающей под действием силы резания // Компьютерная интеграция и ИПИ-технологии: матер. VI Всерос. конф. Оренбург, 2013. С. 395–398. 4. Васильевых С.Л., Саитов В.Е. Особенности обработки нежестких валов // Современные наукоемкие технологии. 2012. № 11. С. 67–68. 5. Васильевых С.Л., Саитов В.Е. Формообразование деталей малой жесткости за пределом упругости // Международный журнал прикладных и фундаментальных исследований. 2014. № 5. С. 9–10. 6. Попов А.Ю. Геометрическое определение продольной подачи при токарной обработке с применением высококачественного твердосплавного инструмента // Молодой ученый. 2014. № 5. С. 97–99. 7. Saraswat N., Yadav A., Kumar A., Srivastava B.P. Optimization of Cutting Parameters in Turning Operation of Mild Steel // International Review of Applied Engineering Research, 2014, vol. 4, no. 3, pp. 251–256. |
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=3972 |
Версия для печати Выпуск в формате PDF (12.50Мб) Скачать обложку в формате PDF (0.36Мб) |
| Статья опубликована в выпуске журнала № 1 за 2015 год. [ на стр. 145-148 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Автоматизированное рабочее место расчета стоимости эксплуатации кораблей
- Календарные расчеты на калькуляторе
- Учет когнитивных и поведенческих особенностей человека-эксперта при построении систем искусственного интеллекта
- Программное обеспечение АРМ медицинского специалиста в области сосудистой патологии
- Устройство для резервирования коммуникационных узлов
Назад, к списку статей