Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Алгоритмы и модели АСУ технологическими процессами технического обслуживания
Аннотация:Основные проблемы, возникающие при использовании АСУ технологическими процессами (ТП) в многономенклатурных производствах, к которым зачастую относятся производственные системы предприятий, выпускающих наукоемкую продукцию, обусловлены высокой динамичностью ситуации в фирмах. Это вызвано постоянным появлением новых контрактов в течение календарного года, что приводит к корректировке производственных планов предприятий, приближенностью технического нормирования из-за дефицита времени на технологическую подготовку, приводящую к неточности оперативного планирования. На взгляд авторов, предлагаемая АСУТП (на примере технического обслуживания авиатехники) лишена указанных недостатков. Это достигается за счет следующих факторов. Иерархическая структура АСУТП отражает иерархию производственных планов предприятия и представлена подсистемами объемного, календарного, оперативного планирования и диспетчирования. АСУТП как система в целом информационно связана с системой управления организации и является ее подсистемой. Для обеспечения диспетчирования информационное взаимодействие осуществляется и с производственными подразделениями. Все подсистемы АСУТП информационно связаны, что позволяет оперативно выполнять корректировку всех видов планов. Планирование происходит путем использования итерационных процедур, обеспечивающих «тонкое» наполнение производственных планов, при этом за счет обратных связей существует возможность корректировки производственных планов высших уровней, что обеспечивает их выполнимость. При производственном планировании предусматриваются локальные резервы мощностей и фондов времени работы, предлагаются мероприятия по их использованию. Работа подсистемы оперативного планирования, заканчивающаяся составлением расписания работы производственных подразделений, основана на аналитико-приоритетном методе. Показана уточненная постановка задачи составления расписания работы производственного подразделения, особенности связаны с выполнением работ бригадами рабочих и применением приоритетных схем обслуживания. Выявлены и показаны способы формирования приоритетных схем обслуживания объектов, обеспечивающие вариативность расчетов и возможность выбора оптимального решения в соответствии с установленным критерием. При доработке АСУТП может быть реализована в качестве системы поддержки принятия решений на различных предприятиях многономенклатурного машиностроения, занимающихся обслуживанием, ремонтом и сборкой наукоемких изделий.
Abstract:Production systems of enterprises, which produce high technology products, often relate to multiproduct production. When using the technological processes automated control systems (TPACS) in multiproduct production, the main problems are caused by the high situation dynamism in the companies. This is due to the regular emergence of new contracts during a calendar year, resulting in production plans adjustment; the technical regulation approximation because of lack of time for technological preparation leading to operational planning inaccuracy. According to the authors, the proposed process automated control system (for example, aircraft technical maintenance) is devoid of these shortcomings. This is due to the following factors. The hierarchical structure of TPACS reflects the hierarchy of the enterprise production plans and is presented by subsystems of volume, calendar, operational planning and scheduling. TPACS as a system in whole is connected to an organization management system through information and is its subsystem. To ensure scheduling, there is information interaction with production departments. All the subsystems of TPACS are connected, so it is possible to correct all types of plans quickly. Planning is accomplished by using iterative procedures, which provide “thin” fulfillment of production plans. Therefore, higher level production plans adjusting is possible due to feedbacks, and this ensures their feasibility. When production planning, local capacity reserves and operating time funds are planned, the ways of using their reserves are suggested. The operational planning subsystem results in scheduling of production units. It is based on the relative priority method. The paper shows the refined statement of the production unit schedule problem. The particular features are associated with the performance of work by work groups and with the use of priority service schemes. The paper identifies the methods of forming the priority object service schemes that provide a variety of calculations and a choice of optimum in accordance with the established criterion. When refining, TPACS can be implemented as a decision support system in various diversified engineering enterprises, which provide service, repair and high technology products assembly.
| Авторы: Бурдо Г.Б. (gbtms@yandex.ru) - Тверской государственный технический университет (профессор, зав. кафедрой «Технология и автоматизация машиностроения»), г. Тверь, Россия, доктор технических наук, Федотова А.В. (afedotova@acm.org) - Московский государственный технический университет им. Н.Э. Баумана (соискатель ), Москва, Россия | |
| Ключевые слова: поддержка решений, искусственный интеллект, наукоемкая продукция, диспетчирование, планирование, автоматизированные системы управления технологическими процессами |
|
| Keywords: decision support, artificial intelligence, high-tech products, dispatching, planning, technological processes automated control systems |
|
| Количество просмотров: 10234 |
Версия для печати Выпуск в формате PDF (9.58Мб) Скачать обложку в формате PDF (1.29Мб) |
Известно, что применение автоматизированных систем управления технологическими процессами (АСУТП) в многономенклатурном машиностроении затрудняется необходимостью корректировки планов всех уровней вследствие динамичной производственной ситуации и постоянным появлением новых контрактов. Ситуация усугубляется для ТП с большой долей ручного труда, что приводит еще и к неопределенности времени выполнения неповторяющихся технологических операций. К таким технологическим процессам, в частности, относятся сборка изделий, техническое обслужи- вание изделий и их ремонт, изготовление новых образцов наукоемкой продукции. В статье рассмотрена АСУТП технического обслуживания авиационной техники, позволяющая минимизировать воздействие перечисленных негативных факторов. В работах [1, 2] были представлены общие принципы создания АСУТП. Структура автоматизированной системы управления процессами обслуживания авиационной техники, соответствующая им, показана на рисунке 1. Иерархия под- систем АСУТП в силу системного принципа преемственности соответствует структуре производственных планов авиаремонтных предприятий, обратные связи между подсистемами обеспечивают возможность корректировки планов всех уровней [1], что обеспечивает их выполнимость. Подсистема объемного планирования
На первом шаге оцениваются годовые мощности производственных подразделений (ПП), выпол- няющих техническое обслуживание (ТО) авиатехники. Должно быть:
где Si – площадь, занимаемая i-м обслуживаемым объектом; n – их количество; Ti – трудоемкость обслуживания i-го объекта, час; SПП – площадь ПП; Fr – номинальный годовой фонд времени работы ПП при односменной работе; N – число смен; 0,8 – коэффициент, учитывающий различие между трудоемкостью ТО и его циклом и необходимость наличия резервов.
где Если неравенство (1) выполняется, осуществляется переход к шагу 4 планирования, иначе переход к шагу 2. На втором шаге итерационно выполняются корректировка объемного планирования и его согласование с СУО. Возможны следующие варианты. Первый – удаление из плана часто обслуживаемых изделий до выполнения формулы (1) по следующим приоритетным правилам. Правило 1. Из плана следует исключать наименьшее число изделий, обеспечивающих выполнение условия (1). Правило 2. При возможных альтернативных вариантах (при различии между произведением Si×Ti для исключаемых из плана объектов до 10 %) из плана ТО исключают объект, имеющий большее значение Si. Правило 3. Если различие между Si для исключаемых объектов до 10 %, то из плана ТО исключают объект, имеющий меньшую договорную цену обслуживания. Правило 4. Из плана не исключаются объекты, ТО которых безоговорочно должно быть выполнено (приоритет организации). Выявленные правила исключения отражают смысл работы организации и ПП: получение максимального дохода и создание предпосылок эффективной работы. Если удается полностью откорректировать объемное планирование, осуществляется переход к шагу 4, иначе к шагу 3. На третьем шаге делается попытка удовлетворить неравенство (1) путем увеличения фонда времени работы ПП за счет К дополнительных смен в течение года. Следует отметить, что данный шаг – прерогатива системы управления организацией, определяющей допустимое число дополнительных смен КД. Должно выполняться
где 8 – длительность смены в часах. Если условие (3) удается удовлетворить, осуществляется переход к шагу 4, иначе возврат на шаг 2. На четвертом шаге проверяется выполнимость работ исходя из общих фондов времени работы ремонтников и по видам работ (при специализации видов работ за отдельными исполнителями). Должны выполняться следующие условия. По общему фонду времени работ:
где Р – общая численность рабочих, осуществляющих техническое обслуживание; Fp – годовой фонд времени рабочего, час. По фондам времени по отдельным видам работ для каждого из них m должно выполняться,
где Pm – общее число рабочих, выполняющих работу вида m, Если рабочие, выполняющие ТО, специализируются на нескольких видах работ m (m=1, p), то должно выполняться условие
Если работа выполняется бригадами, то Pm – общее число бригад. Если условия (4)–(6) выполняются, происходит переход к подсистеме календарного планирования, иначе на шаг 5. На пятом шаге делается попытка выполнить неравенства (4)–(6) за счет введения дополнительных смен, при этом их число не может быть более KД (см. описание шага 3). Для случая (4):
Для случая (5):
Для случая (6):
Для дальнейших расчетов принимается максимальное значение К, а если выполнялся шаг 3, то наибольшее значение (с учетом и полученного по формуле (3)). Возможно увеличение суммарных фондов времени и за счет увеличения численности работающих P и Pm. Однако этот шаг в условиях рассматриваемых производственных систем не всегда реализуем из-за дефицита квалифицированных рабочих данного профиля и трудности прогнозирования последующих заказов. Если условие выполняется, то переходят к подсистеме календарного планирования, иначе к шагу 6. На шестом шаге производится исключение работ из годового объемного плана по следующим приоритетным правилам. Правило 1. Из плана не исключаются изделия, ТО которых должно быть безоговорочно выполнено. Правило 2. Из плана следует исключать наименьшее число изделий. Правило 3. Исключением из плана изделий сначала обеспечивают выполнение неравенства (9), затем (8) и в последнюю очередь (7). Правило 4. При возможных альтернативах (при различии в числе К не более 10 %) исключают из плана объект, имеющий меньшую договорную цену обслуживания. Возврат к шагу 4. Указанные правила обеспечивают достаточно «точное» формирование объемного планирования и получение максимального дохода организации. В целом особенностями работы рассматриваемой подсистемы являются достаточно высокая формальность правил выработки советующих управляющих воздействий, ясность процедур синтеза решений и проверка возможностей производственных подразделений не только по мощностям, но и по фондам времени работы рабочих. Хотелось бы отметить и возможность использования в практике ТО такой возможности, как освоение работниками смежных видов работ, что создает высокую гибкость производственных систем. В пределе, когда каждый рабочий (бригада) может выполнять любую работу, необходима проверка на шаге 4 лишь по формуле (4), а на шаге 5 – по (7). Также будут упрощены и задачи, решаемые при календарном и оперативном планировании. Поэтому целевой функцией при подборе и обучении рабочих производственных подразделений может являться мощность пересечения (рис. 2) множеств видов работ, выполняемых рабочими (бригадами): Mпер ® max.
Подсистема календарного планирования Работа подсистемы оперативного планирования также включает выполнение ряда шагов. На первом шаге осуществляется предварительный набор заказов для первого календарного плана (обычно квартального). Формирование выполняется исходя из более ранних сроков окончания работ по обслуживанию объектов и приоритетности заказов. Набор заказов заканчивается при невозможности удовлетворить неравенство (1) при присоединении еще одного любого заказа. В формуле вместо значения Fг подставляется Fкв (квартальный фонд времени работы). На втором шаге рассчитывается длительность технологических циклов выполнения работ по каждому i-му заказу: Цi = Тi+ Пi × Тп.ср+ tон, (10) где Пi – ожидаемое количество перерывов (ожиданий) при обслуживании i-го объекта; Tп.ср – среднее время перерыва, Пi и Tп.ср определяются из опыта выполнения обслуживания; tон – среднее время ожидания начала обслуживания, тратится на высвобождение рабочего места, установку нового объекта и подготовку к обслуживанию.
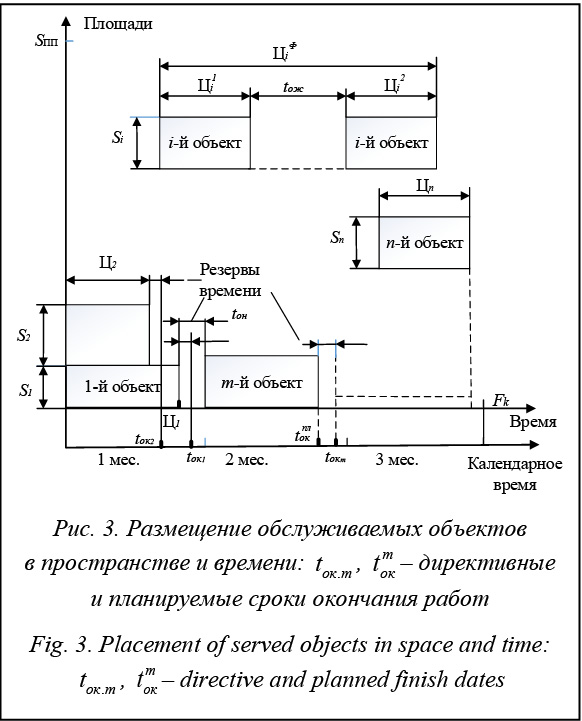
К примеру, i-й объект может быть обслужен в пределах всего календарного срока, его фактический цикл ЦiФ разрывается на две части, при этом он больше Цi (см. формулу (10)) на величину tож. Такой подход обеспечивает более полное использование мощностей предприятия. Для построения пространственно-временной структуры загрузки производственных подразделений используются алгоритмы, аналогичные алго- ритмам листового раскроя материалов, на которые накладываются ограничения (в данном случае Si и Цi ассоциируются с длиной и шириной заготовки, SПП и Fк – ширина листа) следующего вида. 1. Если m-й объект имеет оговоренные сроки завершения обслуживания 2. Площадь, не закрытая объектами, не должна превышать 10 % от общей. 3. Если условие 2 не удовлетворяется и остаются необслуженные объекты, то для объектов 2-й группы выполняется разделение технологического цикла на этапы по следующим правилам. Правило 1. Первыми разделение выполняют для объектов с наиболее длительным циклом. Правило 2. Первым заполняется свободное рабочее место подходящей площади, расположенное наиболее близко к началу календарного периода (то есть слева на рис. 3). Правило 3. Разделение цикла выполняют с обеспечением целостности операций (см. формулу (2)) до приближения выделенной части цикла к длительности незанятости рабочего места. Далее алгоритм распределения запускают вновь. 3. Если условие 2 удовлетворяется после разбиения циклов и есть необслуженные объекты, то переход к шагу 4. 4. Если условие 2 не удовлетворяется и нет необслуживаемых объектов, то переход к шагу 5. 5. Если условие 2 удовлетворяется и нет необслуженных объектов, то переход к шагу 6. На четверном шаге для обеспечения выполнимости планов анализируется возможность введения дополнительных смен, то есть увеличение величины Fк (см. формулу (3), KД берется в расчете на квартал). При отсутствии возможности заказы переносятся на следующий квартал. Переход к шагу 6. На пятом шаге анализируется возможность обслуживания объектов из следующего календарного периода в данном. Эти объекты относят ко 2-й группе в данном календарном периоде. В этом случае из следующего календарного периода берутся объекты с более ранними сроками выполнения и возвращаются на шаг 2. При корректировке пространственно-временной структуры на шаге 3 ранее запланированные объекты не трогаются, заполняются лишь свободные площади. На шестом шаге выполняется проверка по фондам времени рабочих, выполняющих техническое обслуживание по каждому месяцу календарного плана. Проверка выполняется по формулам, аналогичным (5) и (6), вместо расчетного годового времени подставляется фонд времени FМ (фонд времени за месяц периода календарного планирования). Если планы выполнимы для всех месяцев, то переходят к подсистеме оперативного планирования, в противном случае выполняют попытки создать дополнительное число рабочих смен (см. формулы (8) и (9), KД берется в расчете на месяц). Если данное мероприятие удается реализовать, то переходят к подсистеме оперативного планирования, иначе – к шагу 7. На седьмом шаге выполняется выделение из месячного календарного плана обслуживания объектов до выполнения условия, оговоренного на предыдущем шаге, по следующим приоритетным правилам, и перенос их обслуживания на следующий месяц. Правило 1. Из плана не выделяются объекты 1-й группы (с жестко оговоренным сроком окончания обслуживания). Правило 2. Выделение начинают с объекта, имеющего минимальную трудоемкость обслуживания. Правило 3. Если невозможно удовлетворить условиям (см. шаг 6) выделением одного объекта, то переходят к выделению второго и т.д. При удовлетворении условий происходит возврат на шаг 3. Подсистема оперативного планирования Синтезированные месячные календарные планы работ служат основой для оперативного планирования и управления работой технологического подразделения, выполняющего ТО. С этой целью покажем формальную постановку задачи состав- ления календарного плана-графика (КПГ) (расписания) работы подразделения, в котором выпол- няется ТО. Постановка сделана на основе работ [2–5]. КПГ разрабатываются на интервалы оперативного планирования (ОП), равные 5 календарным дням. Таким образом, месячный календарный план работ должен быть представлен как совокупность КПГ. Пусть задано подразделение, выполняющее ТО с установившимся режимом работы. В подразделении должно быть выполнено ТО некоторого множества объектов О={Oi}, По каждому из объектов должна быть выполнена процедура ПРi. Каждая процедура ПРi состоит из множества операций {ОПij}, Каждой операции ОПij присваивается индекс k из множества {1, 2, …, l}, характеризующий вид выполняемой работы в операции (вид операции), то есть ПРi = {ОПijk}. Каждая операция характеризуется трудоемкостью ее выполнения, равной штучно-калькуляционному времени ее выполнения Tij = tшт.к.ij. Обслуживание выполняется множеством R бригад рабочих, R={rm}; Каждая бригада rm выполняет p операций
Для обеспечения выполнимости операций {ОПijk} должно быть выдержано условие, означающее, что все виды операций могут быть выполнены исполнителями:
Порядок следования операций {ОПijk}в процедуре ПРi задается следующим образом. Задаются булевы переменные α и β. Для {ОПijk}
Для двух операций j¢ и j¢¢ с aj¢=1 и aj¢¢=1 значение
Ограничения на формируемый КПГ следующие. 1. Непрерывность выполнения работ над объектом. Для этой цели время начала 2. Невозможность параллельного выполнения на одном объекте несовместимых работ, то есть для них условие 3. Невозможность одновременного проведения числа операций, большего числа бригад, то есть для любого множества операций {ОПij}={ОПij, …, ОПi’j’} условие t0ij ≤ t0i'j' ≤ tкij не может выполняться более с раз (с – число бригад). 4. Невозможность одновременного проведения операций одинаковых видов, большего числа специализированных для этих операций бригад. Для учета этого ограничения введем переменную
В любой момент времени работы подразделения 5. Учитывая, что, как правило, реальная про- изводственная ситуация, складывающаяся в ПП, динамична и не всегда формальна, введем ряд огра- ничений – приоритетов, отражающих текущее состояние подразделений и директивы управленческого персонала. В общем виде его можно сформулировать так: на объекте с более высоким приоритетом в первую очередь выполняется операция освободившейся бригадой, то есть Применение приоритетов во многом упрощает алгоритмы построения КПГ. Требуется построить Генерация КПГ выполняется на основе известного аналитико-приоритетного метода с использованием пошаговых процедур (имитации) выполнения операций ТО над объектами [3–9]. В качестве правил, определяющих приоритеты обслуживаемых объектов, могут быть следующие [10]. 1. Установление приоритетов объектов руководителем подразделения. В этом случае каждому объекту присваивается ранг, скажем, цифрами от 1 до d, где d – общее число объектов. Учитывая, что на объекте одной и той же бригадой может быть выполнено несколько работ, для получения вариантов КПГ следует в одном варианте предусмотреть дополнительный приоритет выполнения операции максимальной трудоемкости, а во втором минимальной. 2. Установление приоритетов нескольким объектам, остальные имеют приоритеты ниже первых. Для них приоритеты могут быть установлены следующим образом, определяющим два варианта возможных КПГ: – первым освободившейся бригадой обслу- живается объект с минимальной остаточной суммарной трудоемкостью, то есть объект с максимальным приоритетом; этот приоритет исходит из посыла, что лучше быстрее закончить ТО тех объектов, которые имеют меньший объем остаточных работ; – выровнять объекты проведенного ТО по всем объектам: первым освободившейся бригадой выполняется обслуживание объекта с максимальной остаточной суммарной трудоемкостью операций. Учитывая, что по наиболее приоритетному объекту может быть выполнено несколько операций, смыслу приоритетов будет отвечать выбор операции максимальной трудоемкости. 3. Если приоритеты обслуживания не назначаются руководством подразделения, по вышеприведенным правилам приоритеты назначаются для всех объектов. Подсистема диспетчирования Диспетчирование работ осуществляется путем контроля за ходом ТО объектов сравнением планового и фактического времени окончания операций, то есть при этом анализируются следующие данные: – отставание (опережение) выполнения КПГ по подразделению, час; – изменение отставания (опережения) КПГ в данном интервале ОП по сравнению с предыдущим (то есть тенденция изменения), час/смена; – фактические и действительные фонды времени выполняющих обслуживание рабочих (бригад); – расчетные нормы и фактическое время выполнения операций обслуживания, час; – расчетный и фактический коэффициенты параллельного выполнения операций, %. Продукционными моделями (в силу громоздкости не приводятся) на основе указанных данных вырабатываются варианты управленческих решений по приведению фактических КПГ к расчетным, в том числе и пересчет ранее сформированных КПГ и календарных планов. В заключение отметим, что указанная авто- матизированная система разрабатывалась как со- ветующая, помогающая оперативно принимать решения на всех уровнях планирования и имеющая элементы искусственного интеллекта. Ее отличительными особенностями от известных систем класса «Scada» и ERP [11] являются, во-первых, реализация оперативной связи между планами всех уровней и возможность их комплексного пересчета при появлении новых заказов (заключение контрактов в течение года) с различными приоритетами, во-вторых – высокая степень формальности процедур и, как следствие, точность рекомендуемых решений, в-третьих – возможность обучения путем анализа расчетных норм и фактического времени выполнения операций и расчетного и фактического коэффициентов параллельного по времени выполнения операций. При доработке АСУТП может быть реали- зована в качестве системы поддержки принятия решений на различных предприятиях многономенклатурного машиностроения, занимающихся обслуживанием, ремонтом и сборкой наукоемких изделий. Литература 1. Бурдо Г.Б. Принципы построения автоматизированной системы управления технологическими процессами в многономенклатурных производствах // Вестн. Саратовского гос. технич. ун-та. 2010. № 3 (48). С. 113–118. 2. Бурдо Г.Б. Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения // Программные продукты и системы. 2011. № 3 (95). С. 107–110. 3. Прилуцкий М.Х., Власов В.С. Метод ветвей и границ с эвристическими оценками для конвейерной задачи теории расписаний // Вестн. Нижегородского ун-та им. Н.И. Лобачевского. 2008. № 3. С. 143–157. 4. Смоляр Л.И. Модели оперативного планирования в дискретном производстве. М.: Наука, 1988. 320 с. 5. Прилуцкий М.Х. Многокритериальные многоиндексные задачи объемно-календарного планирования // Изв. АН. Теория и системы управления. 2007. № 1. С. 78–82. 6. Прилуцкий М.Х., Батищев Д.И., Гудман Э.Д., Норен- ков И.П. Метод декомпозиции для решения комбинаторных задач упорядочения и распределения ресурсов // Информационные технологии. 1997. № 1. С. 29–33. 7. Султан-заде Н.М., Загидуллин Р.Р. Повышение произ- водительности ГПС путем оптимизации расписаний. М.: СТИН, 1996. № 12. С. 9–13. 8. Танаев В.С., Шкурба В.В. Введение в теорию расписаний. М.: Наука, 1975. 256 с. 9. Блехерман М.Х. Оптимизация загрузки оборудования автоматизированных участков из станков с ЧПУ // Станки и инструмент. 1979. № 5. С. 3–5. 10. Бурдо Г.Б. Оперативное планирование на основе приоритетных схем в производственных системах геофизического приборостроения // Каротажник. 2011. № 6 (204). С. 92–100. 11. Балахонова И.В., Волчков С.А., Капитуров В.А. Интеграция процессов с помощью ERP-системы. СПб: Приоритет, 2006. 464 с. |

 (1)
(1) (2)
(2) – штучно-калькуляционное время выполнения j-й операции над i-м объектом;
– штучно-калькуляционное время выполнения j-й операции над i-м объектом;  – суммарное время совмещенных (параллельно выполняемых во времени) операций ТО над i-м объектом; m – число операций.
– суммарное время совмещенных (параллельно выполняемых во времени) операций ТО над i-м объектом; m – число операций. (3)
(3) (4)
(4) :
: (5)
(5) (6)
(6) (7)
(7) (8)
(8) (9)
(9)
 , то оно должно быть завершено с опережением на l дней (обычно l – 2–3 дня), то есть
, то оно должно быть завершено с опережением на l дней (обычно l – 2–3 дня), то есть  -
-  = 2–3 дня.
= 2–3 дня. ; d – количество объектов.
; d – количество объектов. , где mi – количество операций обслуживания i-го объекта.
, где mi – количество операций обслуживания i-го объекта. , где с – количество бригад.
, где с – количество бригад. определенного вида
определенного вида , где lr – множество видов операций, выполняемых бригадой.
, где lr – множество видов операций, выполняемых бригадой. .
.

 и окончания
и окончания  работы на ОПijk связывается соотношением
работы на ОПijk связывается соотношением 
 , операция j¢ предшествует j¢¢ (операции несовместимы). Это новое ограничение по сравнению с известным.
, операция j¢ предшествует j¢¢ (операции несовместимы). Это новое ограничение по сравнению с известным.

 , где В – число бригад, которые могут выполнять работу группы n.
, где В – число бригад, которые могут выполнять работу группы n. , если приоритет объекта i выше i¢. Это новое ограничение по сравнению с известными постановками.
, если приоритет объекта i выше i¢. Это новое ограничение по сравнению с известными постановками. , отвечающий ограничениям, перечисленным выше. В качестве целевой функции выступает общий минимальный цикл ТО всех объектов, То:
, отвечающий ограничениям, перечисленным выше. В качестве целевой функции выступает общий минимальный цикл ТО всех объектов, То: 
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4095 |
Версия для печати Выпуск в формате PDF (9.58Мб) Скачать обложку в формате PDF (1.29Мб) |
| Статья опубликована в выпуске журнала № 4 за 2015 год. [ на стр. 237-243 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Согласованное принятие решений в производственных системах изготовления наукоемких изделий
- Нейросетевая инструментальная среда для создания персонализированных интерфейсов прикладных программ
- Реализация методов обучения с подкреплением на основе темпоральных различий и мультиагентного подхода для интеллектуальных систем реального времени
- Интеллектуальная система прогнозирования на основе методов искусственного интеллекта и статистики
- Настройка выполнения параллельных программ
Назад, к списку статей