Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программно-алгоритмическое обеспечение автоматизированной системы управления технологическими процессами с заданными параметрами продукта
Аннотация:В ходе большинства технологических процессов осуществляется приготовление какого-либо продукта, качество которого оценивается заданными значениями его параметров. Например, в процессе главного брожения рождается молодое пиво, готовность которого характеризуется содержанием в пивном сусле спирта, кислоты, щелочи, его экстрактивностью и т.д. Динамика изменения параметров продукта часто различна, а иногда и разнонаправлена, воздействие внешних факторов труднопредсказуемо, поэтому управление такими процессами является сложной научной задачей. Особенно сложно спрогнозировать значения параметров на заданное время, а также определить время окончания технологических процессов с учетом воздействия внешних факторов и управляющего воздействия АСУ технологическим процессом. В данной статье представлены разработанные авторами алгоритмы и модели, которые могут быть использованы в АСУ технологическим процессом с заданными параметрами продукта. Особое внимание уделено прогнозированию динамики изменения параметров продукта, поскольку от этого в значительной мере зависят качество продукта и время его приготовления. Впервые для управления технологическими процессами предложено использовать методы калмановской фильтрации. Авторами разработаны и представлены схема АСУ технологическим процессом на основе фильтра Калмана, алгоритмы и модели АСУ технологическим процессом и каждого входящего в нее блока. По каждому блоку приведены экранные формы пользователя и выводимая на отображение информация. Программа алгоритма реализована на языке высокого уровня С#.
Abstract:The quality of a product, which was manufactured during some technological process, is evaluated using its input parameter values. For example, the main fermentation process creates beer, its readiness is characterized by the quantity of alcohol, acids, alkali in beer wort, extract content value, etc. The dynamics of product parameters changes is often different or mixed, external influences are unpredictable, so control of such processes is a complex scientific problem. It is particularly difficult to predict parameter values for a specified time, as well as to determine the technological process completion time taking into account the impact of external factors and controlling action of the automated process control system. The paper presents the developed models and algorithms, which can be used by the automated process control system with es-tablished product parameters. The paper focuses on the problems of predicting product parameters dynamics, as it largely affects the product quality and its manufacturing time. The paper proposes the scheme, algorithms, models and units of the automated process control system based on the Kalman fil-ter. User screen forms and the displayed information of each unit is also presented. The algorithm is implemented in a high-level programming language C#.
| Авторы: Нийонсаба T. (nitherence@mail.ru) - Тверской государственный технический университет (аспирант), Тверь, Россия, Павлов В.А. (pavl-pva@ya.ru ) - Тверской государственный технический университет (доцент), Тверь, Россия, кандидат военных наук | |
| Ключевые слова: программно-алгоритмическое обеспечение, автоматизированная система управления технологическим процессом, оптимальное время |
|
| Keywords: algorithm, software, automated process control system, optimal duration |
|
| Количество просмотров: 5041 |
Статья в формате PDF Выпуск в формате PDF (29.74Мб) |
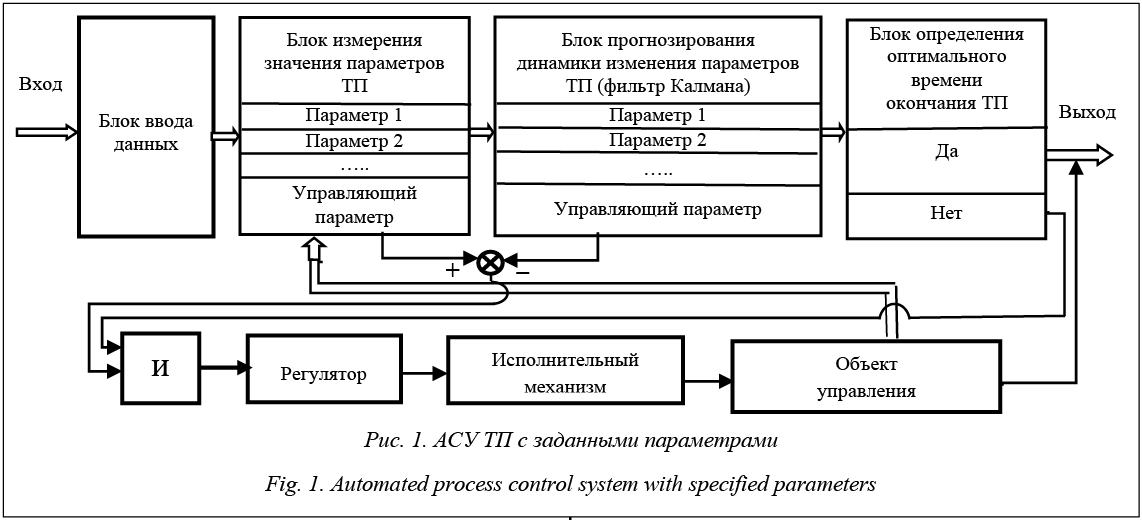
Любой технологический процесс (ТП) характеризуется набором технологических параметров, по которым можно судить о его состоянии и характеристиках предмета труда. Применительно к ТП главного брожения пива к этим параметрам относятся расход ингридиентов, температура, давление, концентрация, вязкость, содержание в пивном сусле спирта, кислоты и щелочи (водородный показатель), его экстрактивность и т.д. Причем время окончания таких процессов определяется готовностью продукта, то есть достижением параметрами пивного сусла требуемых значений. Эти ТП можно назвать многопараметрическими с заданными параметрами приготовляемого продукта [1, 2]. Поскольку большинство подобных ТП харак- теризуются несколькими параметрами, динамика изменения которых различна, а иногда и разнонаправлена, управление ими является сложной задачей. Особенно сложно прогнозировать время окончания ТП в условиях воздействия внешних факторов и управляющего воздействия АСУ ТП. Под управлением ТП понимается совокупность операций для его пуска и остановки, а также для поддержания или изменения величин, характеризующих ТП [3]. В промышленности используются следующие основные методы управления многопараметриче- скими ТП: интеллектуальное управление, адаптивное управление, управление с прогнозирующими моделями. Согласно некоторым оценкам [3], по критерию «погрешность прогноза» (то есть разница между прогнозируемым и фактическим значениями исследуемой динамической системы) лучшие результаты дают АСУ ТП на основе управления с прогнозирующими моделями. В таких АСУ ТП для прогнозирования состояния ТП широкое применение нашла теория фильтрации. Наиболее распространенными алгоритмами оптимальной фильтрации, используемыми в АСУ ТП, являются согласованный фильтр, оптимальный фильтр Винера, а также адаптивные и нелинейные оптимальные фильтры (фильтр Бар-Шалома–Ци, фильтр Бревера, адаптивный фильтр Калмана и т.п.) [4]. Фильтр Калмана – последовательный рекурсивный алгоритм, использующий принятую модель динамической системы для получения оценки, которая может быть существенно скорректирована в результате анализа каждой новой выборки измерений во временной последовательности. В 1960 г. Р. Калман разработал рекуррентный алгоритм фильтрации для нестационарных процессов с дис- кретным временем [5]. Позже Р. Калман и Р. Бьюси получили аналогичные результаты для непрерыв- ного времени. Процедуры фильтрации, предложенные ими, получили название расширенного фильтра Калмана. В теории известен и оптимальный фильтр Калмана, примеров применения которого в АСУ ТП обнаружить не удалось. Фильтр Калмана – это эффективный вычислительный алгоритм, предназначенный для рекурсивного дооценивания вектора состояния априорно известной дискретизированной по времени линейной динамической системы [5, 6]. В данной статье обоснована возможность применения оптимального фильтра Калмана в АСУ ТП для прогнозирования состояния процесса и определения времени его окончания. В [7, 8] были представлены общие принципы создания АСУ ТП. Состав и структура различного назначения этих АСУ стандартны и незначительно отличаются друг от друга в зависимости от решаемых задач. Предлагаемый вариант АСУ ТП главного брожения пива, построенной на основе использования фильтра Калмана для прогнозирования состояния ТП, показан на рисунке 1, а экранная форма главного окна графического интерфейса пользователя – на рисунке 2.
Рассмотрим назначение и принципы работы основных блоков системы. С помощью блока ввода данных пользователем вручную устанавливаются начальные значения параметров ТП и динамика их изменения, что определяет условия протекания процесса и качество конечного продукта. Начальные значения могут за- даваться в форме таблицы, графиков или математических зависимостей. Например, для АСУ многопараметрическим ТП главного брожения пива типа «Primus» динамика изменения параметров может быть задана либо графиками (рис. 3), либо в форме таблицы, либо системой уравнений
где t ≥ 0.
Зависимости (1), а также графики (рис. 2), построенные на основе данных, приведенных в таблице, обоснованы в [7, 8]. Кроме значений параметров, вводятся и ограничения на их величину, а также скорость изменения. Применительно к ТП главного брожения пива типа «Primus» такими ограничениями являются пределы изменения температуры пивного сусла, водородного показателя, экстрактивности, содержания спирта [7, 8]. Продолжительность процесса главного брожения max (τi) определяется как максимальное время достижения всеми параметрами заданных (критических) значений: То(τ1) = 4, pH(τ2) = 4,3, E(τ3) = 2,5, C(τ4) = 4,5. Целью оптимального управления многопараметрическим ТП главного брожения пива является минимизация продолжительности данного процесса при имеющихся ограничениях на его другие параметры, то есть Z(τi) = max (τi) →min. (2) Выражение (2) является целевой функцией управления ТП главного брожения пива. Из рассмотренных выше параметров процесса главного брожения пива управлять его продолжительностью без ухудшения качества возможно только путем изменения температуры, то есть температура в данном ТП является управляющим параметром. При этом в ходе главного брожения другие показатели должны изменяться в соответствии с определенными закономерностями и к концу процесса достичь своих критических значений. Экранная форма блока ввода данных приведена на рисунке (http://www.swsys.ru/uploaded/image/2018_1/ 2018-1-dop/9.jpg). На вход блока измерения значения продукта поступает информация с блока ввода данных (при запуске ТП), а также с измерительных датчиков (в ходе процесса главного брожения). Датчики (термометры, манометры, сахарометры, спирто- метры и т.д.) являются технологическим оборудованием и предназначены для сбора информации о свойствах готовящегося продукта в объекте управления (цилиндро-конический танк для случая процесса главного брожения пива). Измерение значений параметров продукта производится с требуемой периодичностью (определяемой опытным путем), чтобы своевременно устранить разницу между прогнозируемыми и достигнутыми значениями параметров.
Многопараметрический ТП является стохастическим и непрерывным. Он может быть описан следующим выражением:
где x(t) – вектор состояния динамической системы; wk – шум системы. Задача прогнозирования с использованием фильтра Калмана состоит в том, чтобы найти оценку вектора состояния системы xk (обозначен где M – симметричная положительно определенная матрица. Экранная форма интерфейса блока прогнозирования изменения значений параметров ТП на ос- нове фильтра Калмана представлена на рисунке (http://www.swsys.ru/uploaded/image/2018_1/2018-1-dop/10.jpg).
Блок регулятора служит для определения и выдачи управляющего воздействия для управления ТП. На вход блока регулятора поступает значение управляющего параметра (в данном случае значение температуры пивного сусла), на выходе – управляющее воздействие для исполнительного механизма (например, сила тока или напряжение). Основным требованием к его работе является обеспечение минимального расхождения между измеренными (достигнутыми) и спрогнозированными значениями управляющего параметра. Реализованный в рассматриваемой АСУ ТП ПИД-регулятор обеспечивает наилучшие результаты [11]. Приведем зависимости, описывающие передаточные функции ПИД-регулятора подпроцессов нагревания и охлаждения, соответственно:
Графики этих зависимостей представлены на рисунке (см. http://www.swsys.ru/uploaded/image/ 2018_1/2018-1-dop/11.jpg). Исполнительный механизм предназначен для отработки управляющего воздействия. Применительно к ТП главного брожения пива – нагревания сусла (от 8 до 13,5 оС) или охлаждения (от 13,5 до 4 оС). Он выполняет программу нагревания или охлаждения, заданную регулятором. Его возможности определяются ограничениями: максимально допустимой скоростью нагревания (+ΔТ, оС) или охлаждения (–ΔТ, оС) объекта управления. Объект управления – для рассматриваемого примера емкость (чаще всего цилиндро-канонический танк), в которой происходит процесс главного брожения пива. Датчики – технологическое оборудование, служащее для сбора информации о свойствах готовящегося продукта: термометры, манометры, сахарометры, спиртометры и т.д. Общий алгоритм работы АСУ многопараметрическим ТП приведен на рисунке 6.
Вывод Представленные алгоритм и модель могут стать основой для разработки АСУ многопараметрическими ТП с заданными параметрами продукта, а при соответствующей доработке реализованы в качестве системы поддержки принятия решений на различных промышленных предприятиях по производству продуктов, характеризующихся многими, динамично изменяющимися параметрами. Литература 1. Бурдо Г.Б. Принципы построения автоматизированной системы управления технологическими процессами в многономенклатурных производствах // Вестн. Саратовского гос. технич. ун-та. 2010. № 3. С. 113–118. 2. Бурдо Г.Б. Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения // Программные продукты и системы. 2011. № 3. С. 107–110. 3. Колмогоров А.Н. Интерполирование и экстраполирование стационарных случайных последовательностей // Изв. АН СССР: Сер. Матем. 1941. Т. 5. № 1. С. 3–14. 4. Григорьев В.В., Быстров С.В., Бойков В.И., Болту- нов Г.И., Коровьяков А.Н., Мансурова О.К., Першин И.М. Проектирование регуляторов для стохастических систем и объектов с неопределенными параметрами. СПб: Изд-во НИУ ИТМО, 2013. 172 с. 5. Kalman R.E. A new approach to linear filtering and prediction problems. Trans. ASME Jour. Basic Engeneering, 1960, pp. 35–45. 6. Wiener N. Extrapolation, interpolation and smoothing of stationary time series. NY, Wiley, 1949, 174 p. 7. Schuurman M., Brarudi S.A. Rapport Développement Durable 2010. URL: http://www.meteofrance.fr/publications/nos-documents-institutionnels/rapports-developpement-durable/rapport-developpement-durable-2010 (дата обращения: 12.06.2017). 8. Djoumeni Elise Désirée. Mise en place d’un système de qualité dans les laboratoires des brasseries du Cameroun. Yaoundé, 2007, 13 p. 9. Дегтярев А.А., Тайль Ш. Элементы теории адаптивного расширенного фильтра Калмана // Препр. ИПМ им. М.В. Келдыша РАН. 2003. № 26. 35 с. 10. Иванов Д.С., Овчинников М.Ю., Ткачев С.С. Использование фильтра Калмана в задаче определения ориентации тела, подвешенного на струне. М.: Изд-во МФТИ, 2008. 29 с. 11. Нийонсаба Т., Павлов В.А. Алгоритм регулирования температуры в процессе главного брожения пива // Програм- мные продукты, системы и алгоритмы. 2016. № 4. С. 8. URL: http://swsys-web.ru/temperature-control-algorithm-during-beer-fer mentation.html (дата обращения: 12.06.2017). |


 (1)
(1)

 и необходимо получить оценку в момент tk. Для этого строится прог- ноз оценки
и необходимо получить оценку в момент tk. Для этого строится прог- ноз оценки  , учитывая разницу между
, учитывая разницу между  на момент tk (см. [9, 10]).
на момент tk (см. [9, 10]). , (3)
, (3) ), являющуюся функцией измерений zi, …, zk и минимизирующую среднюю квадратичную ошибку:
), являющуюся функцией измерений zi, …, zk и минимизирующую среднюю квадратичную ошибку:  (4)
(4)
 , (4)
, (4) . (5)
. (5)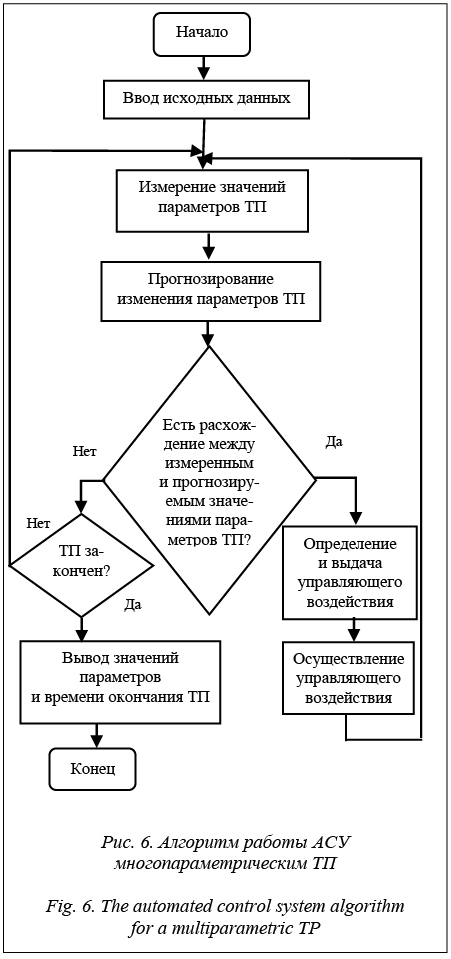
| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4413 |
Версия для печати Выпуск в формате PDF (29.74Мб) |
| Статья опубликована в выпуске журнала № 1 за 2018 год. [ на стр. 140-144 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик: