Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Информационное и программное обеспечение гибридной интеллектуальной системы при управлении технологическими процессами
Аннотация:Статья посвящена разработке средств информационного и программного обеспечения гибридных интеллектуальных систем, предназначенных для принятия решений при управлении технологическими процессами. Рассмотрены особенности построения гибридных систем, со-держащих физические модели, на основе аналитических приборов, имитирующих технологию (включая датчики, системы контроля и регулирования) и системы искусственного интеллекта для решения задач исследования и оптимального управления технологией. Подробно описана гибридная система интеллектуального управления технологией смешения и структурирования эластомерных композитов с использованием прибора RPA-2000. Показано, что применение систем, реализующих компетентностный подход, позволяет принимать решения в сложной технологической обстановке, когда управленческие решения неоднозначны и недостаточно эффективны. С применением стандартизированных вероятностных моделей найдены показатели для количественной оценки процессов смешения и структурирования эластомерных композитов, которые целесообразно учитывать при решении задач управления этими процессами. Показано, что вся накопленная технологическая информация хранится в БД стандартных реограмм состояния эластомерных композитов, а также в базе знаний по контролю и управлению смешением и структурированием эластомерных композитов в виде наборов продукционных правил. Сформулированы на языке продукций принципы контроля и управления, и на их основе в среде MATLAB построена система поддержки принятия решений для выпонения задач ситуационного управления и оптимизации. На примере построения кинетических кривых показано, что применение новых количественных характеристик, таких как скорость структурирования, ускорение процесса и обобщенное ускорение, значительно расширяет предсказательные возможности реограмм и тем самым способствует повышению качества и эффективности управления процессом.
Abstract:The paper discusses the issues related to the development of information support and software tools for hybrid intelligent systems used for decision-making in managing technological processes. It considers the features of constructing hybrid systems that include physical models based on analyt-ical devices that simulate technology (including sensors, control and regulation systems) and artifi-cial intelligence systems for solving research problems and optimal technology control. There is a detailed description of a hybrid system for intelligent control of the technology of mixing and struc-turing of elastomeric composites using the RPA-2000 device. It is shown that the use of systems that implement the competence-based approach allows making decisions in a complex technological en-vironment, when managerial decisions are ambiguous and may be insufficiently effective leading to product rejects. The indicators for quantitative assessing the processes of mixing and structuring elastomeric composites are found using standardized probabilistic models. These indicators are reasonable to take into account when solving the problems of controlling the mixing and structuring processes. It is shown that all the accumulated technological information is stored in the database of standard rheograms of the state of elastomeric composites, as well as in the knowledge base for the control and management of mixing and structuring of elastomeric composites in the form of production rule sets. The principles of control and management are formed in the production language, and on they became the basis in the MATLAB for building a decision support system for solving problems of situational control and optimization. Using the example of constructing kinetic curves, it is shown that the use of new quantitative characteristics such as the structuring rate, process acceleration, and generalized acceleration sig-nificantly expands the predictive capabilities of rheograms and thus contributes to an increase in the quality and efficiency of process control.
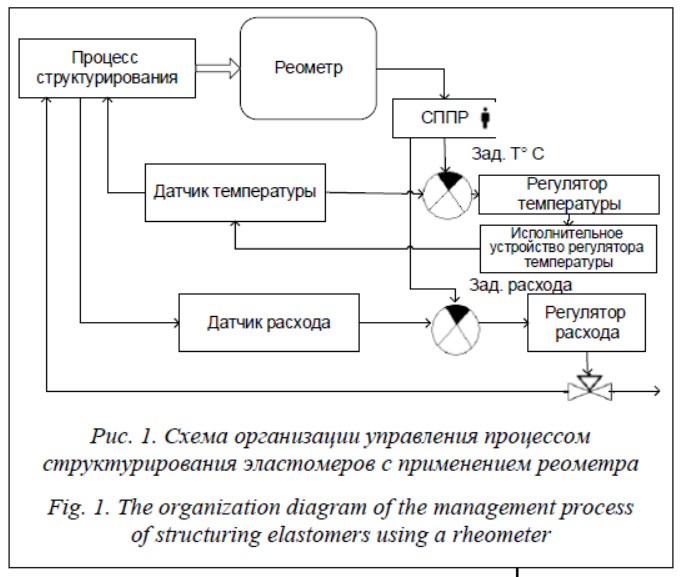
Четвертая промышленная революция с производственной точки зрения представляет собой объединение промышленности и цифровых технологий, приводящее к созданию цифровых производств, где все устройства, машины, продукция и люди взаимодействуют посредством цифровых технологий и Интернета. При этом цифровизация производства связана с большими массивами данных, которые нужно считывать, собирать, анализировать, систематизировать, обрабатывать и т.д. Для этого необходимы соответствующие инфор- мационные системы, ПО, средства беспроводной передачи данных, облачные и озерные сервисы для обмена и хранения данных. ПО таких систем позволяет разрабатывать системы поддержки принятия решения (СППР) либо с помощью современных систем визуализации, где принятие решения обеспечивается коллективом экспертов, либо на основе комплексов моделей, где решения по управлению и прогнозированию развития производственных ситуаций разрабатыва- ются с применением моделей различного ти- па [1, 2]. Идеология СППР довольно четко прописана в идеологии BI (Business Intelligence) как инструмента для поиска, анализа и моделирования необходимой информации. С точки зрения методики применения BI выделены два направления. Первое – сбор, хранение, анализ и визуализация информации. В системах этого направления все решения для СППР готовятся на основе естественного интеллекта, то есть экспертами. Второе – обработка, анализ и предсказание управленческих решений. Для этого используются все виды физического и математического моделирования, включая системы искусственного интеллекта. Высшим достижением в данной области в настоящий момент является разработка цифровых двойников [3–5]. Цифровой двойник – виртуальная интерактивная копия реального физического объекта или процесса, которая помогает эффективно управлять им, оптимизируя технологические и бизнес-процессы [6–8]. Цифровой двойник позволяет моделировать работу оборудования, технологические и производственные процессы, а также нештатные ситуации. С точки зрения управления производством наибольший интерес в настоящее время представляет эксплуатационная модель цифрового двойника производственного процесса, на которую возлагаются следующие функции: - проведение расчетов, необходимых для принятия управленческих решений; - отображение в режиме реального времени процессов, протекающих в производственной системе; - проведение различных экспериментов «что, если» путем математического моделирования производственных процессов. Стоимость разработки и эксплуатации цифровых двойников чрезвычайно высока, поэтому сегодня известны как реальные лишь разработки таких крупнейших предприятий, как Газпром, СИБУР и некоторые другие. Более дешевыми, но достаточно эффек- тивными СППР являются так называемые гибридные интеллектуальные системы, в которых сочетаются физические модели технологических процессов (с реальными системами контроля и регулирования) с интеллектуальными системами управления, служащими для решения ситуационных проблем и задач оп- тимизации. Такие системы используются как непосредственно для управления технологическими процессами, так и для выбора оптимальных технологий и режимов управления на стадии их разработки. Все больший интерес вызывает применение гибридных СППР в качестве интеллектуальных тренажеров в системах дополнительного обучения специалистов. Передовые страны, включая Россию, пришли к выводу, что постоянное изменение требований к действующим производствам, снижение их энергоемкости, резкое повышение экологических требований, цифровизация систем контроля и управления требуют повышения квалификации занятых на них специалистов. Одним из наиболее эффективных средств организации такого обучения являются гибридные интеллектуальные тренажеры. В статье рассматривается разработка информационного и программного тренажера для конкретного технологического процесса смешения и структурирования эластомерных композитов. Задача контроля и управления технологическим процессом структурирования эластомерных композитов сводится к поддержанию на требуемом уровне значений основных технологических величин, то есть выдерживается определенный доверительный интервал для основных количественных характеристик процесса [9–11]. При этом в процессах пе- реработки эластомерных композитов дове- рительный интервал является не только статистическим, но и технологическим показателем, определяющим уровень качества получаемой продукции. Возмущающие воздействия, приводящие к отклонению показателей процесса от заданных, носят рецептурно-технологический характер.
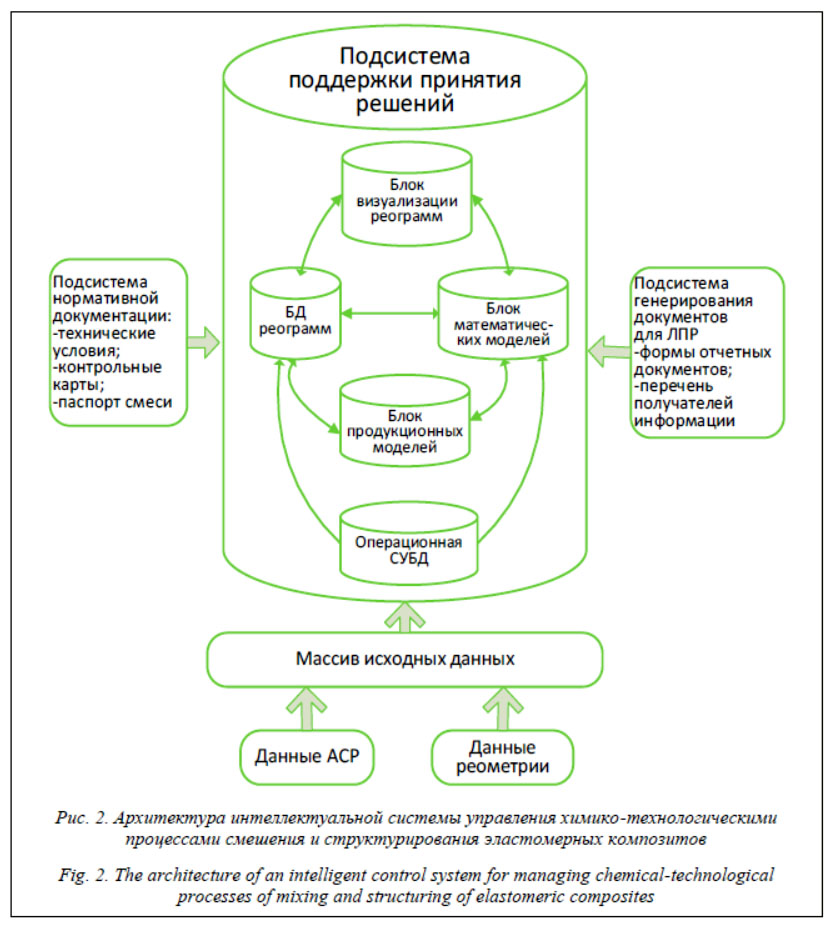
В настоящее время, когда применяется традиционная двухконтурная система автоматического регулирования, изменения установок регуляторов температуры и расхода вносит оператор процесса. В предлагаемой гибридной системе управление процессом структуризации осуществляется через СППР на основе интеллектуальной системы управления. Как считают авторы данного исследования, полученные ими результаты помогут повысить эффективность производства и качество производимых продуктов в технологии смешения и структурирования эластомерных композитов, и предлагают следующее. · Для управления технологией смешения и структурирования эластомерных композитов использовать гибридную интеллектуальную систему управления, включающую датчик динамического состояния процесса на основе реометра RPA-2000, и интеллектуальную, включающую базу стандартных реограмм. Реометр RPA-2000 представляет собой анализатор перерабатываемости эластомерного композита и является наиболее современным прибором, обеспечивающим качественный экспресс-анализ его малых проб [12, 13]. Применение такой системы позволяет в ускоренном масштабе времени решать задачи как по подбору оптимальных технологических параметров управления, так и по ситуационному управлению химико-технологическими процессами смешения и структурирования эластомерных композитов. · Использовать в системе интеллектуального управления базу хранения стандартных реограмм состояния, представленных в ней с помощью математической модели. Для повышения качества описания ввести в модель дополнительные параметры, соответствующие таким технологическим переменным, как скорость структурирования, ускорение процесса и обобщенное ускорение. Построение модели реограммы с использованием этих дополнительных переменных позволяет повысить эффективность управления технологическим процессом как при управлении оператором в ручном режиме, так и при применении интеллектуальной системы управления. Рассмотрим варианты реализации СППР с различной степенью применения цифровых технологий. 1. Традиционная АСУ. В ней СППР представляет собой автоматизированную систему регулирования (АСР). Информация о текущем состоянии технологического процесса поступает в виде реограммы с блока визуализации реометра оператору, который в соответствии с технологическим регламентом и своим опытом выполняет необходимые операции по управлению процессом. 2. Гибридная система управления. Она включает в состав блока управления интеллектуальную систему управления. В гибридной системе данные с реограммы технологического процесса поступают в блок интеллектуальной системы, где сравниваются с эталонной для данных условий протекания процесса реограммой. Далее модуль принятия управленческих решений, используя математические модели процесса, формирует предложения по оптимизации управления. Эти предложения передаются оператору-эксперту, который принимает или отвергает их по каким-либо соображениям. То есть в гибридной системе, как и в автоматизированной, окончательное решение принимает оператор, хотя предложения по оптимизации управления и решению ситуационных проблем формируются системой искусственного интеллекта. 3. Управление технологическим процессом на основе наиболее полного применения цифровых технологий, то есть управление с помощью цифровых двойников. Это роботизированная система, в которой не только блок управления, но и все системы контроля и ре- гулирования представлены в виде цифровых моделей. Система управляет процессом, наиболее полно используя алгоритмы искусственного интеллекта и исключив оператора из контура управления, возложив на него только общие функции контроля за работой системы.
Система содержит ряд подсистем, одна из которых – подсистема поддержки управленческих решений. Данная подсистема содержит блок визуа- лизации реограмм состояния, БД реограмм, блок математических моделей и блок подго- товки управленческих решений на основе продукционных моделей. Сегодня существует достаточно много работ, посвященных математическому моделированию процессов смешения и структурирования эластомерных композитов [9, 12, 14, 15]. Предлагаемое в данной статье математическое описание реограмм состояния отличается тем, что параметры математической модели можно интерпретировать на основе физико-химических представлений и подходов [11]. Поведение эластомерных композитов в процессе переработки описывается математической моделью (№ 8092 по каталогу программы) [11] вида
где М – крутящий момент (дН*м), который является основным параметром состояния эластомерной системы и определяет ее способность к переработке на этапах смешения и структурирования [10]. Эта модель представляет собой аналитическое выражение функции распределения случайных величин. Параметр a равен минимальному крутящему моменту Mmin. Параметр b соответствует приращению крутящего момента ΔM = Mmax – Mmin. Параметр с равен вулканизационной характеристике tC(50). Параметры d и e характеризуют геометрию реометрической кривой (графической характеристики процесса структурирования эластомерного композита). Таким образом, коэффициенты данной модели имеют физический смысл: а – минимальная вязкость системы; b – перепад вязкости в процессе переработки; с – время половинного превращения при структурировании; d – коэффициент крутовершинности кривой структурирования; е – асимметричность формы кривой [10, 11]. Переходя к степени вулканизации
получим соотношение для обобщенной реограммы:
Все эти показатели используются для количественной оценки процессов смешения и структурирования эластомерных композитов и, в конечном итоге, являются дополнительной информацией, которая также учитывается в блоке подготовки управленческих решений [11, 16].
Модель включает в себя схему основной БД реограмм состояния (о пробах, контрольных образцах и результатах измерений), дополненную справочными таблицами: Client – содержит сведения о заказчике; Users – содержит сведения о пользователях, работающих с системой, и ведет протоколирование действий с БД; Rheometer – содержит сведения о характеристиках прибора на тот или иной момент времени, позволяет вести статистику испытаний, а также дает представление о типах и параметрах используемых для испытаний образцов композитов виброреометров; Incoming samples – содержит характеристики входящих образцов: данные о времени и месте отбора, количестве и виде пробы, вре- мени регистрации, виды необходимых испытаний, реквизиты выходного протокола; Control samples – содержит сведения об измеряемых образцах, приготовленных тем или иным методом из пробы, а также данные по пробоподготовке, о вносимых метках, времени начала анализа, виде анализа, номере образца;
Вся накопленная технологическая информация хранится в БД стандартных реограмм состояния эластомерных композитов, а также в базе знаний по контролю и управлению смешением и структурированием эластомерных композитов. Основные параметры управления процессами структурирования эластомерных композитов представлены в таблице. Набор параметров для управления процессами структурирования эластомерных композитов A set of parameters for controlling the structuring processes of elastomeric composites
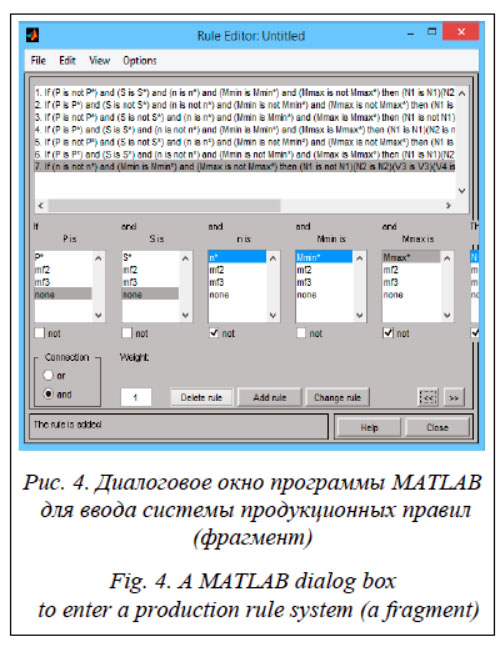
Сформулированные на языке продукций принципы контроля и управления служат основой для перехода к управлению процессами смешения и структурирования на основе интегрированной интеллектуальной системы [11, 12].
Блок визуализации основной реографической информации дает возможность визуального наблюдения за ходом технологического процесса. Эффективный анализ изменения основных технологических показателей процессов смешения и структурирования эластомерных композитов позволяет облегчить и ускорить процесс принятия решений. Тестовая проверка системы была проведена на примере исследования одной из реограмм состояния с использованием модели 8092 [17] и программного продукта MATLAB R2010b (рис. 5). В результате получены следующие кривые: а) собственно реограмма (зависимость крутящего момента без учета участка его падения от продолжительности вулканизации); б) кривая скорости (зависимость производной dM/dt от времени); в) кривая ускорения (зависимость второй производной d2M/dt2 от времени); г) кривая, характеризующая зависимость отношения значений второй производной к первой (ускорения к скорости) от продолжительности вулканизации.
Заключение Для оптимизации и ситуационного управления технологическим процессом структурирования эластомеров авторами разработано информационное и программное обеспечение гибридной интеллектуальной системы. Создана информационная БД, в которой стандартные реограммы состояния представлены набором из пяти параметров математической модели, а также разработана программная реализация продукционных правил в среде MATLAB. Проведена тестовая проверка системы на примере исследования одной из реограмм состояния. Анализ полученных кривых позволил установить целесообразность использования для описания процесса новых количественных характеристик: скорость структурирования, ускорение процесса и обобщенное ускорение. Новые показатели процесса позволили расширить возможности применения реограмм для решения задач управления технологическим процессом структурирования многокомпонентных эластомерных композитов. Разработанное информационное и программное обеспечение было применено в интеллектуальном тренажере для подготовки технологов в системе дополнительного образования на курсах повышения квалификации в Государственном институте повышения квалификации и профессиональной переподготовки специалистов химической, микробиологической и медицинской промышленности МИТХТ им. М.В. Ломоносова. Литература 1. Решетников В.Н., Мамросенко К.А. Информационные технологии в здравоохранении: развитие региональных систем // Программные продукты, системы и алгоритмы. 2016. № 1. URL: http:// swsys-web.ru/ru/information-technology-in-health-care-development-of-regional-systems.html (дата обращения: 29.08.2021). 2. Дорохов И.Н., Меньшиков В.В. Системный анализ процессов химической технологии. Интеллектуальные системы и инженерное творчество в задачах интенсификации химико-технологических процессов и производств. М.: Наука, 2005. 582 с. 3. Кокорев Д.С., Юрин А.А. Цифровые двойники: понятие, типы и преимущества для бизнеса // Colloquium-journal. 2019. № 10-2. С. 101–104. 4. Боровков А.И., Рябов Ю.А. Определение, разработка и применение цифровых двойников: подход Центра компетенций НТИ СПбПУ «Новые производственные технологии» // Цифровая подстанция. 2019. № 12. С. 20–25. URL: http://assets.fea.ru/uploads/fea/news/2019/12_december/09/ cifrovye_dvyinii.pdf (дата обращения: 29.08.2021). 5. Курганова Н.В., Филин М.А., Черняев Д.С., Шаклеин А.Г., Намиот Д.Е. Внедрение цифровых двойников как одно из ключевых направлений цифровизации производства // Int. J. of Open Information Technologies. 2019. Т. 7. № 5. С. 105–115. 6. Chaudhary G., Khari M., Elhoseny M. Digital Twin Technology. CRC Press Publ., 2021, 252 p. DOI: 10.1201/9781003132868. 7. Jiang Yu., Yin Sh., Li K., Luo H., Kaynak O. Industrial applications of digital twins. Philosophical Transactions of the Royal Society A: Mathematical, Physical and Engineering Sciences, 2021, vol. 379, no. 2207, p. 20200360. DOI: 10.1098/rsta.2020.0360. 8. Brockhoff T., Heithoff M., Koren I., Michael J. et al. Process prediction with digital twins. Proc. XV Int. Workshop on Models@run.time, 2021. 9. Новаков И.А., Новопольцева О.М., Кракшин М.А. Методы оценки и регулирования пластоэластических и вулканизационных свойств эластомеров и композиций на их основе. М.: Химия, 2000. 240 c. 10. Агаянц И.М. Азы статистики в мире химии. М.: Изд-во МИТХТ, 2012. 441 с. 11. Kornyushko V.F., Kuznetsov A.S., Kolybanov K.Yu., Burlyaeva E.V. Optimization of control of chemical and technological processes of mixing and structuring multi-component elastomeric composites based on mathematical modeling methods. IOP Conf. Ser.: Earth Environ. Sci., 2020, vol. 421, art. 072016. DOI: 10.1088/1755-1315/421/7/072016. 12. Monsanto Rheometer 100: Description and application. Tech. Bull., 1998, no. IS-1, 18 p. 13. Alphatechnologies. PREMIER™ RPA. Rubber Process Analyzer. URL: http://www.alpha-technologies.com/premier-rpa (дата обращения: 29.08.2021). 14. Likozar B., Krajnc M. Modeling the vulcanization of rubber blends. Macromolecular Symposia, 2006, vol. 243, no. 1, pp. 104–113. DOI: 10.1002/masy.200651111. 15. Yeoh O.H. Mathematical modeling of vulcanization characteristics. Rubber Chemistry and Technology, 2012, vol. 85, no. 3, pp. 482–492. DOI: 10.5254/rct.12.87982. 16. Кузнецов А.С., Корнюшко В.Ф. Алгоритмическое обеспечение обработки данных процесса структурирования эластомерного композита с целью решения задачи управления // Программные продукты и системы. 2018. № 3. С. 514–520. DOI: 10.15827/0236-235X.123.514-520. 17. TableCurve 2D – Curve Fitting Made Fast and Easy. URL: http://www.sigmaplot.co.uk/products/tablecurve2d/tablecurve2d.php (дата обращения: 29.08.2021). References
|
 (1)
(1) . (3)
. (3)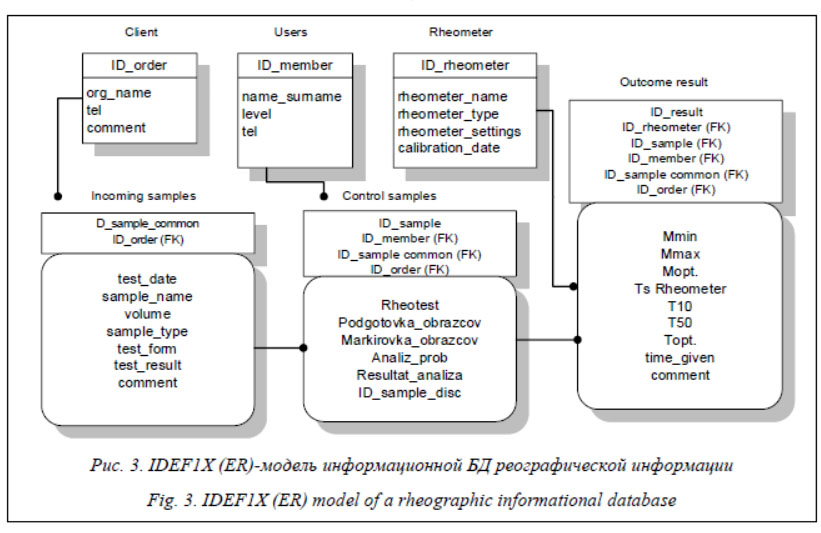

| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4857&lang= |
Версия для печати |
| Статья опубликована в выпуске журнала № 4 за 2021 год. [ на стр. 629-638 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Информационная поддержка распределенной разработки программного обеспечения на основе онтологии
- Информационная поддержка этапа разработки состава твердых лекарственных форм
- Технология и средства автоматизации имитационного моделирования процессов управления региональной безопасностью
- Метод автоматизированного синтеза виртуальных организационных структур для задач управления региональной безопасностью
- Информационная поддержка принятия решений при мониторинге состояния криогенного оборудования
Назад, к списку статей