Journal influence
Bookmark
Next issue
Developing software for mathematical modeling of temperature distribution in the process of electron beam welding
Abstract:The purpose of the study is to develop a software system for modeling temperature distribution in the electron-beam welding process (EBW) in the Embarcadero RAD Studio application (student version), in the programming language C++. The base for this development is the thermal field theory using mathematical models to calculate the surface temperature distribution. Nowadays, it is possible to carry out simulation in the numerical simulation environments Comsol and ANSYS, as well as in the MATLAB package. These programs are powerful solutions, however they have a number of significant drawbacks such as: the need to create a product sketch in CAD systems and programming calculation models in the Comsol and ANSYS packages; direct work with the source code in the modeling process and lengthy calculations in the MATLAB package. Thus, the authors propose developing a software system based on mathematical models that will al-low: (1) simulating the EBW welding process for products from different alloys considering their geo-metric dimensions and thermophysical parameters, which will make it possible to determine the opti-mal technological parameters and, therefore, eliminate root defects; (2) simplifying the process of ELW modeling comparing to such systems as MATLAB, ANSYS and Comsol. The paper describes a software system for modeling temperature distribution, an algorithm for mod-eling an experiment, and an algorithm for calculating temperature. In addition, there is a presented modeling process using data based on full-scale experiments (technological parameters, thermophysi-cal parameters and geometric dimensions of the product). In addition, the developed software system allows storing both the results of the developed technological process and the simulation results. Introduction to production of the proposed approach to modeling the process of electron beam welding for thin-walled structures will reduce material and labor costs when developing the technolog-ical process of electron beam welding, as well as when introducing new types of products into produc-tion.
Аннотация:Целью исследования является создание программной системы моделирования распределения температуры в процессе электронно-лучевой сварки в приложении Embarcadero RAD Studio (студенческая версия) на языке программирования C++. Разработка базируется на теории теплового поля с применением математических моделей для вычисления распределения температуры на поверхности изделия. На сегодняшний день представляется возможным проводить моделирование в средах численного моделирования Comsol и ANSYS, а также в пакете MATLAB. Данные программы представляют собой мощные решения, однако имеют ряд существенных недостатков: необходимость со-здания эскиза изделия в CAD-системах и программирование расчетных моделей в пакетах Comsol и ANSYS, а также работа с исходным кодом в процессе моделирования и длительные вычисления в пакете MATLAB. Предлагается разработка программной системы на основе математических моделей, которая позволит проводить моделирование процесса электронно-лучевой сварки для изделий из разных сплавов с учетом их геометрических размеров и теплофизических параметров, что даст возможность определять оптимальные технологические параметры и, следовательно, устранять корневые дефекты, а также упрощать процесс моделирования электронно-лучевой сварки по сравнению с такими системами, как MATLAB, ANSYS и Comsol. В работе описываются программная система моделирования распределения температуры, алгоритмы моделирования эксперимента и расчета температуры. Кроме того, представлен процесс моделирования с применением данных на основе натурных экспериментов (технологических и теплофизических параметров и геометрических размеров изделия). Разработанная программная система также позволяет хранить результаты как моделирования, так и отработанного технологического процесса. Внедрение на производстве предложенного подхода к моделированию процесса электронно-лучевой сварки для тонкостенных конструкций позволит снизить материальные и трудовые затраты при отработке технологического процесса электронно-лучевой сварки, а также при вводе в производство новых видов продукции.
| Authors: S.O. Kurashkin (scorpion_ser@mail.ru) - Academician M.F. Reshetnev Siberian State Aerospace University, Information-Control Systems Chair (Postgraduate Student), Krasnoyarsk, Russia, Rogova D.V. (dasha_28_05@mail.ru) - Reshetnev Siberian State University of Science and Technology, Information-Control Systems Chair (Student), Krasnoyarsk, Russia, Tynchenko V.S. (vadimond@mail.ru) - Academician M.F. Reshetnev Siberian State Aerospace University (Associate Professor), Krasnoyarsk, Russia, Ph.D, Shutkina E.V. (elizaveta-shutkina@mail.ru) - Reshetnev Siberian State University of Science and Technology, Information-Control Systems Chair (Student), Krasnoyarsk, Russia | |
| Keywords: rad studio, C++, software product, electron beam, electron beam welding, aerospace structures, technological process, automated management |
|
| Page views: 2050 |
PDF version article |
Одним из наиболее высокотехнологичных и высокопроизводительных способов сварки является электронно-лучевая сварка (ЭЛС). Авторы работы [1], рассматривая проблему выбора эффективных параметров процесса ЭЛС, разработали математическую модель, которая использует машинное обучение для прогнозирования эффективных параметров процесса. Поскольку для прогнозирования параметров процесса требуется регрессионная модель, в данном исследовании применяются алгоритмы регрессионного анализа. В работе [2] рассмотрено автоматическое управление системами вакуума и охлаждения размещенного оборудования для ЭЛС, испарения и модификации поверхности. На основе анализа вакуумных систем для ЭЛС была разработана собственная система контроля и управления вакуумом с использованием существующих и дополнительных технических средств автоматизации. В результате сделан вывод, что оптимизация показателей, критич- ных по длительности выхода на рабочий режим и остановки работы установки, может быть про- ведена с использованием экспериментально полученных переходных характеристик. Для принятия важных решений о целесооб- разности системы, а также о ее последующей коррекции повсеместно используются методы компьютерной диагностики. Например, в работе [3] авторы представляют интегрированную систему управления ЭЛС селективного плавления на основе средств электронно-лучевой диагностики. Моделирование процессов ЭЛС – одна из наиболее важных составляющих прикладных исследований, поскольку проведение полномасштабных экспериментов дорогостоящее или трудозатратное. Применение методов математического моделирования позволяет существенно снизить временные, трудовые, а также экономические затраты на совершенствование и отработку существующих технологий. Работа [4] отражает последние исследования ЭЛС по теплопередаче, потоку жидкости и термомеханическому анализу при оценке размеров сварных швов, трехмерного распределения температуры, характера течения жидкости, вызванных сваркой искажений и остаточных напряжений. Чтобы лучше понять такие явления, в [5] предложена модель Computational Fluid Dynamics (CFD), разработанная в свободном ПО CFD с открытым исходным кодом OpenFOAM. Его цель – обеспечить основу для более глубокого понимания терможидкостно-динамических процессов. В работе [6] представлена численная модель, описывающая тепловой источник при ЭЛС, численные расчеты выполнены методом конечных элементов. Исследование [7] посвящено разработанной модели динамики сжимаемого парового шлейфа в замочной скважине во время процесса VEBW и гидродинамике внутри переходной замочной скважины в процессе VEBW сплава Ti-6Al-4V. Одной из наиболее актуальных задач при ЭЛС металлов является определение закономерностей взаимодействия первичных электронов с потоком газа (пара) с учетом существующих и формируемых (заряженными частицами) электрических полей [8]. Авторы работ [9–11] выполнили моделирование, сходное с электронно-лучевыми процессами сварки, которое показало, что динамическое позиционирование электронного пучка при создании нескольких источников обеспечивает возможность ввода тепла в несколько участков сварного соединения, что, в свою очередь, позволяет получать высококачественные соединения сплавов разных металлов. Для разработки системы автоматизации ЭЛС важным фактором является анализ оптимизации с использованием экспериментальных данных на различных металлах. В работе [12] представлены основные исследования анализа оптимизации, показавшие, что для определенного материала при достаточном количестве проведенных опытов можно прогнозировать различные геометрические параметры сварного шва на основе статистических методов. Такие модели можно использовать в экспертных системах [13, 14]. При исследовании процессов, протекающих при ЭЛС, уделяется внимание импульсной модуляции, которая приводит к изменению тепловложения [13]. Утверждается, что металлы имеют свой диапазон частот модуляции тока электронного луча, при котором повышается эффективность процесса ЭЛС и, в частности, увеличивается глубина проплавления. Технологические требования к качеству ЭЛС [15] напрямую влияют на результативность и правильность выполнения АСУ ЭЛС. Например, в [16] представлена система управления установкой ЭЛС, где выделена наиболее важная задача позиционирования свариваемых деталей, однако технологические характеристики не позволяют знать время, заранее потраченное на достижение скорости сварки. Наиболее важными технологическими параметрами процесса ЭЛС являются тип и геометрия стыкового соединения и пространственное положение сварного шва и электронного пучка [17]. В [18] предложен алгоритм поиска оптимального технологического режима ЭЛС, который может быть рекомендован для отработки технологии ЭЛС новых конструкционных материалов или усовершенствования уже имеющихся старых техпроцессов и результатов расчетов. Таким образом, целью данной работы является разработка программной системы моделирования распределения температуры в процессе ЭЛС, которая позволит отрабатывать техно- логический процесс для различных изделий и получать стабильное качество сварного шва. Программная система разработана на языке C++ [19, 20] в виде оконного приложения для операционных систем линейки Windows, совместимого с версиями Windows 7/8/8.1/10/11, которая позволит получать оптимальные технологические параметры режима сварки (ток луча, скорость сварки, ускоряющее напряжение), учи- тывая геометрические параметры изделия и графики распределения температуры в процессе ЭЛС. Проектирование программной системы
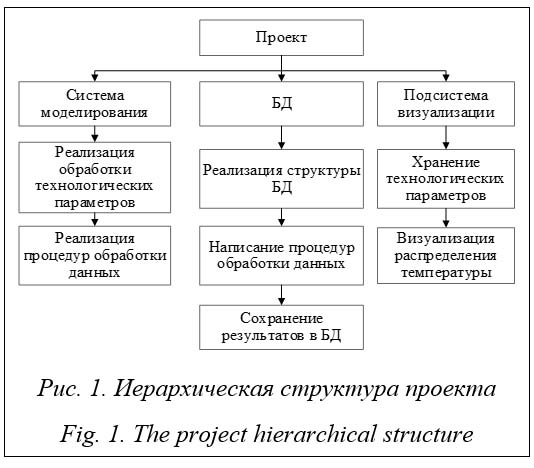
Система моделирования обеспечивает расчет процесса по заданным технологическим параметрам, таким как удельная теплоемкость материала, плотность материала, коэффициенты температуроотдачи в пластите, температурного расширения и теплопроводности, толщина изделия, радиус изделия, ускоряющее напряжение, скорость сварки, начальное и конечное время, ток луча, мощность (вводимая энергия), шаг по размерной сетке, расстояние относительно начала координат (х и у), начальная температура изделия. Далее происходит обработка заданных параметров и данных. Динамическая БД позволяет пользователю вносить необходимые изделия и материалы по мере надобности и содержит информацию о ее объектах и ограничении их целостности. После заполнения БД осуществляется тестирование для проверки работоспособности ее функций. БД является центром системы. Подсистема визуализации реализует графическое 3D-изображение распределения температуры в трех измерениях в процессе ЭЛС. Система также хранит технологические параметры, реализованные в системе моделирования. В работах [18, 21, 22] описаны математические модели для вычисления температуры с дальнейшим моделированием в MATLAB и получением технологических параметров. Однако данный подход усложняется требованием к знаниям и навыкам программирования для работы с программой и сложностью оценки адекватности полученных результатов. Таким образом, предлагается разработка програм- мной системы в среде Embarcadero RAD Stu- dio [23, 24].
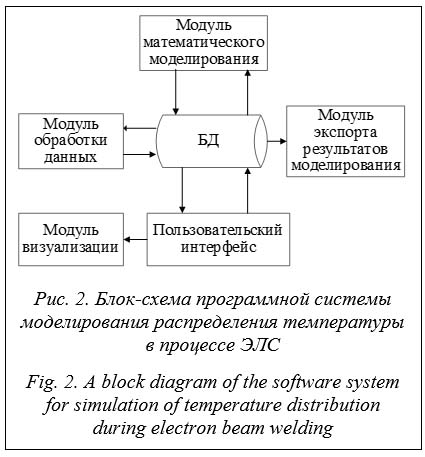
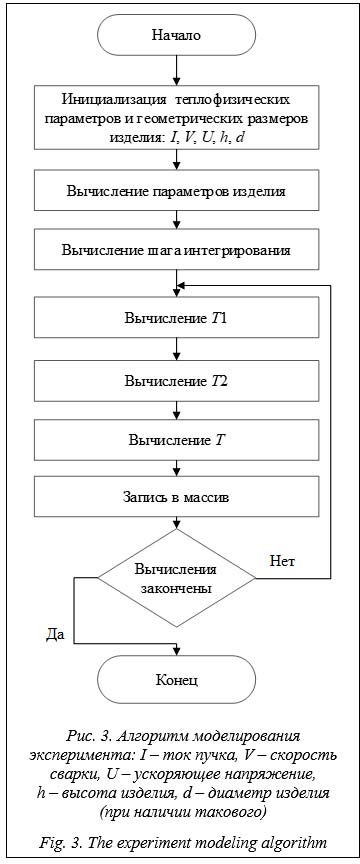
- модуль математического моделирования обеспечивает обработку данных с помощью математических алгоритмов и передачу получаемой информации в модуль БД; - модуль обработки данных позволяет редактировать информацию в модуле БД и осуществлять в нем поиск по заданным условиям; - модуль экспорта результатов моделирования отвечает за их преобразование в заданный формат (текстовый или графический) и передачу из программы; - модуль визуализации осуществляет графическое представление данных (изменение температуры с течением времени); - пользовательский интерфейс представлен в виде главного окна программной системы. БД реализует хранение, обработку и передачу информации о процессе моделирования распределения температуры. Алгоритм моделирования эксперимента (рис. 3) начинается с инициализации теплофизических параметров и геометрических размеров изделия, затем на их основании вычисляются необходимые параметры для моделирования, интегрируется первая компонента, затем вторая, вычисляются абсолютная температура Т и изменения температуры T1 и T2 (при воздействии точечного и линейного источников соответственно). Если интегрирование не окончено, прибавляется шаг интегрирования и вычисления повторяются, если вычисления за- кончены, алгоритм завершается. На основании данного алгоритма выводится температурное поле исследуемого изделия. Пользователю доступно отображение результатов в графическом формате для наглядного представления. Алгоритм позволяет оценить влияние как совокупности параметров, так и отдельно каждого из них.
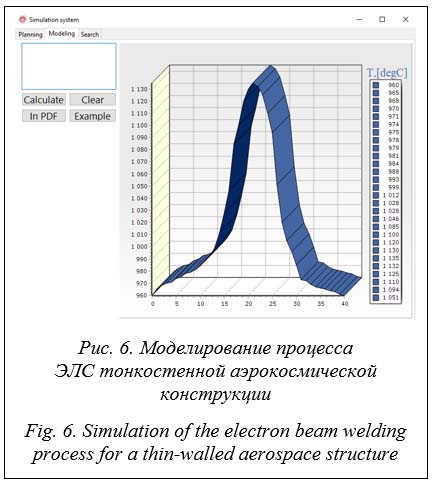
После создания нового эксперимента, инициализации и сохранения в БД технологических и теплофизических параметров либо загрузки параметров из предыдущего экспери- мента проводится математическое моделирование (на основе математических моделей вычисляется температурное поле на поверхности изделия). Затем импортируются результаты натурного эксперимента. Далее полученные в ходе эксперимента данные сохраняются в БД. По завершении отображаются результаты моделирования эксперимента в виде трехмерного графика, на котором можно наблюдать распределение температуры в зоне сварного шва или околошовной зоны от начала сварки до ее окончания. В качестве математического аппарата применяются модели из теории сварочных процессов для быстродвижущегося мгновенного и линейного источников. Математическое описание подробно дано в работах [18, 21, 22]. Описание программной системы Для успешной работы программы достаточно наличия установленной операционной системы Windows 7 и выше. Интерфейс программной системы моделирования распределения температуры в процессе ЭЛС условно разбит на три вкладки: «Планирование», «Моделирование», «Поиск».
На вкладке находятся четыре блока, в которых задаются необходимые свойства и параметры. Первые три блока расположены в верхней части окна: блок материалов (задаются свойства материала), блок техпроцесса (задается технологический процесс), блок изделия (задаются свойства изделия и начальное положение относительно изделия). Четвертый блок, расположенный в нижней части экрана, помимо заполнения данных, относящихся ко всему эксперименту – даты и описания, является управляющим и на нем расположены следующие элементы управления (активные кнопки): Add – отвечает за добавление записи в БД, Clear – отвечает за очистку полей, расположенных во вкладке, Current date – устанавливает дату и время на данный момент, Fill – отвечает за автоматическое заполнение параметров эксперимента в соответствии с наиболее вероятными, а также за ускорение те- стирования работы программы. Вкладка «Моделирование» представлена на рисунке 6. В окне вкладки отображается график распределения температуры на поверхности изделия, который строится на основе вычислений интегральных функций с параметрами, заданными на вкладке «Планирование». В верхней части окна слева расположено текстовое поле, в котором в случае необходимости выводятся значения функции для каждой точки графика.
В верхней части окна вкладки «Поиск» (см. http://www.swsys.ru/uploaded/image/2022-3/ 2022-3-dop/2.jpg) расположено средство просмотра записей БД, по умолчанию отображающее все записи. В окне просмотра расположены следующие поля: ID_E – идентификатор эксперимента (каждому эксперименту присваивается номер в порядке возрастания); ID_T – идентификатор техпроцесса, задействованного в эксперименте (технологическому процессу присваивается индивидуальный номер для удобного хранения); ID_M – идентификатор материала, задействованного в эксперименте; ID_I – идентификатор изделия, задействованного в эксперименте; Date – дата эксперимента. В нижней части окна размещены три группы элементов: Search by inclusion – поиск по заданному полю (Description, ID experiment, Technical pross, Material, Product, Connection type), представлен полем для ввода включения, группой элементов, отвечающей за выбор поля, в котором будет осуществляться поиск, и соответствующей кнопкой; Search by date – поиск по дате, представлен элементом выбора даты и кнопкой, запускающей поиск; Window control – для редактирования или удаления сохраненного эксперимента по его идентификатору, представлен текстовым полем, отображающим идентификатор текущей записи, на которую направлен указатель средства просмотра. Заключение В результате проведенного исследования авторами было разработано ПО для моделирования распределения температуры на поверхности изделия в процессе ЭЛС, которое дает возможность устранить ряд недостатков, возникающих при соединении изделий методом ЭЛС. Разработанная программная система позволяет моделировать распределение температуры в процессе ЭЛС для изделий из любых сплавов и типоразмеров, что в результате даст оптимальное качество сварного шва при сварке как новых изделий, так и уже используемых на производстве, а также может быть встроена практически в любой применяемый програм- мный продукт. Система моделирования процесса ЭЛС позволит получать стабильное качество сварного шва как при сварке изделий из ранее не используемых сплавов, так и при вводе в производство новых типов изделий. Исследования выполнены по государственному заданию, контракт № FSRZ-2021-0012. Литература 1. Tynchenko V.S., Kurashkin S.O., Tynchenko V.V., Bukhtoyarov V.V., Kukartsev V.V., Sergienko R.B. et al. Software to predict the process parameters of electron beam welding. IEEE Access, 2021, vol. 9, pp. 92483–92499. DOI: 10.1109/ACCESS.2021.3092221. 2. Koleva E., Dzharov V., Kardjiev M., Mladenov G. Automation of the electron-beam welding process. J. of Physics: Conf. Ser., 2016, vol. 700, art. 012012. DOI: 10.1088/1742-6596/700/1/012012. 3. Koleva L., Koleva E., Batchkova I., Mladenov G. Integrated control system for electron beam processes. J. of Physics: Conf. Ser., 2018, vol. 992, art. 012014. DOI: 10.1088/1742-6596/992/1/012014. 4. Chowdhury S., Yadaiah N., Khan S.M., Ozah R., Das B., Muralidhar M. A perspective review on experimental investigation and numerical modeling of electron beam welding process. Materials Today: Proc., 2018, vol. 5, no. 2, pp. 4811–4817. DOI: 10.1016/J.MATPR.2017.12.055. 5. Wang J., Hu R., Chen X., Pang S. Modeling fluid dynamics of vapor plume in transient keyhole during vacuum electron beam welding. Vacuum, 2018, vol. 157, pp. 277–290. DOI: 10.1016/J.VACUUM.2018. 08.059. 6. Petrov P., Tongov M. Numerical modelling of heat source during electron beam welding. Vacuum, 2020, vol. 171, art. 108991. DOI: 10.1016/j.vacuum.2019.108991. 7. Родякина Р.В., Щербаков А.В., Гапонова Д.А. Моделирование процесса ионизации металлов при ЭЛС // Электронно-лучевая сварка и смежные технологии. 2020. С. 129–136. 8. Sudnik V.A., Erofeev V.A., Richter K.-H., Heins K.-V. Numerical modelling of the EBW process. Proc. Int. Conf. Computer Technology in Welding and Manufacturing and Mathematical Modeling and Information Techhnologies in Welding and Related Processes, 2006, vol. 10, no. 1, pp. 295–300. 9. Tsonevska T.S., Koleva E.G., Koleva L.S., Mladenov G.M. Modelling the shape of electron beam welding joints by neural networks. J. of Physics: Conf. Ser., 2018, vol. 1089, art. 012008. DOI: 10.1088/1742-6596/1089/1/012008. 10. Саломатова Е.С., Трушников Д.Н., Беленький В.Я. Моделирование температуры в парогазовом канале при электронно-лучевой сварке // Тепловые процессы в технике. 2013. Т. 5. № 11. С. 514–518. 11. Младенов Г., Колева Е., Беленький В.Я., Трушников Д.Н. Моделирование и оптимизация электронно-лучевой сварки сталей // Вестн. ПНИПУ. Машиностроение, материаловедение. 2014. Т. 16. № 4. С. 7–21. 12. Ольшанская Т.В., Саломатова Е.С. Обзор современных способов управления электронным лучом при электронно-лучевой сварке // Вестн. ПНИПУ. Машиностроение, материаловедение. 2016. Т. 18. № 4. С. 169–187. 13. Бескончин К.В., Золотухин Д.Б., Зенин А.А., Тюньков А.В., Юшков Ю.Г. Четырехкоординатный манипулятор для установки электронно-лучевой сварки // Докл. ТУСУР. 2017. Т. 20. № 1. С. 154–156. DOI: 10.21293/1818-0442-2017-20-1-154-156. 14. Драгунов В.К., Слива А.П., Жмурко И.Е., Гончаров А.Л., Терентьев Е.В., Марченко А.Ю., Блохов Е.Ю. Разработка технологии электронно-лучевой сварки сосудов высокого давления из стали 30ХГСА // Нефтяное хозяйство. 2016. № 12. С. 126–130. 15. Стельвага А.А. Разработка системы управления установкой электронно-лучевой сварки // Инструментальные методы и техника экспериментальной физики: Матер. 52-й МНСК. 2014. С. 56–56. 16. Лютов А.Г., Рябов Ю.В., Хабибулин А.З., Загитов Д.Ф. Моделирование данных для сварочных процессов // Станкостроение и инновационное машиностроение. Проблемы и точки роста: Матер. Всерос. науч.-технич. конф. 2020. № 1. С. 127–132. 17. Kurashkin S.O., Seregin Y.N., Tynchenko V.S., Petrenko V.E., Murygin A.V. Mathematical functional for thermal distribution calculating during the electron-beam welding process. J. of Physics: Conf. Ser., 2020, vol. 1515, no. 5, art. 052049. DOI: 10.1088/1742-6596/1515/5/052049. 18. Kurashkin S.O., Tynchenko V.S., Seregin Y.N., Murygin A.V., Kukartsev V.V., Tynchenko V.V. The model of energy distribution during electron beam input in welding process. J. of Physics: Conf. Ser., 2020, vol. 1679, no. 4, art. 042036. DOI: 10.1088/1742-6596/1679/4/042036. 19. Страуструп Б. Программирование. Принципы и практика использования C++; [пер. с англ.]. М.: Вильямс, 2011. 1248 с. 20. Павловская Т.А. C/C++. Программирование на языке высокого уровня. СПб: Питер, 2010. 460 с. 21. Kurashkin S., Tynchenko V., Murygin A., Rogova D., Bocharov A. Modelling the heating of thin-walled aerospace designs from various materials with electron beam welding. AIP Conf. Proc., 2021, vol. 2402, no. 1, art. 020048. DOI: 10.1063/5.0071365. 22. Tynchenko V.S., Kurashkin S.O., Tynchenko V.V., Bukhtoyarov V.V., Kukartsev V.V., Sergienko R.B. et al. Software to predict the process parameters of electron beam welding. IEEE Access, 2021, vol. 9, pp. 92483–92499. DOI: 10.1109/ACCESS.2021.3092221. 23. Николаев В.Т., Купцов С.В., Тикменов В.Н. Практика программирования в инженерных расчетах. М.: Физматлит, 2018. 440 с. 24. Беспалов Д.А., Гушанский С.М., Коробейникова Н.М. Операционные системы реального времени и технологии разработки кроссплатформенного программного обеспечения. Ростов-на-Дону; Таганрог: Изд-во ЮФУ, 2019. Ч. 2. 168 с. References 1. Tynchenko V.S., Kurashkin S.O., Tynchenko V.V., Bukhtoyarov V.V., Kukartsev V.V., Sergienko R.B. et al. Software to predict the process parameters of electron beam welding. IEEE Access, 2021, vol. 9, pp. 92483–92499. DOI: 10.1109/ACCESS.2021.3092221. 2. Koleva E., Dzharov V., Kardjiev M., Mladenov G. Automation of the electron-beam welding process. J. of Physics: Conf. Ser., 2016, vol. 700, art. 012012. DOI: 10.1088/1742-6596/700/1/012012. 3. Koleva L., Koleva E., Batchkova I., Mladenov G. Integrated control system for electron beam processes. J. of Physics: Conf. Ser., 2018, vol. 992, art. 012014. DOI: 10.1088/1742-6596/992/1/012014. 4. Chowdhury S., Yadaiah N., Khan S.M., Ozah R., Das B., Muralidhar M. A perspective review on experimental investigation and numerical modeling of electron beam welding process. Materials Today: Proc., 2018, vol. 5, no. 2, pp. 4811–4817. DOI: 10.1016/J.MATPR.2017.12.055. 5. Wang J., Hu R., Chen X., Pang S. Modeling fluid dynamics of vapor plume in transient keyhole during vacuum electron beam welding. Vacuum, 2018, vol. 157, pp. 277–290. DOI: 10.1016/J.VACUUM.2018.08.059. 6. Petrov P., Tongov M. Numerical modelling of heat source during electron beam welding. Vacuum, 2020, vol. 171, art. 108991. DOI: 10.1016/j.vacuum.2019.108991. 7. Rodyakina R.V., Shcherbakov A.V., Gaponova D.A. Modeling of the process of ionization of metals during EBW. Electron-Beam Welding and Related Technologies, 2020, pp. 129–136 (in Russ.). 8. Sudnik V.A., Erofeev V.A., Richter K.-H., Heins K.-V. Numerical modelling of the EBW process. Proc. Int. Conf. Computer Technology in Welding and Manufacturing and Mathematical Modeling and Information Techhnologies in Welding and Related Processes, 2006, vol. 10, no. 1, pp. 295–300. 9. Tsonevska T.S., Koleva E.G., Koleva L.S., Mladenov G.M. Modelling the shape of electron beam welding joints by neural networks. J. of Physics: Conf. Ser., 2018, vol. 1089, art. 012008. DOI: 10.1088/1742-6596/1089/1/012008. 10. Salomatova E.S., Trushnikov D.N., Belenky V.Ya. Simulation of temperature in a steam-gas channel during electron-beam welding. Thermal Processes in Engineering, 2013, vol. 5, no. 11, pp. 514–518 (in Russ.). 11. Mladenov G., Koleva E., Belenkiy V.Ya., Trushnikov D.N. Simulation and optimization electron beam welding steels. Bull. of Perm National Research Polytechnic University. Mechanical Engineering, Materials Science, 2014, vol. 16, no. 4, pp. 7–21 (in Russ.). 12. Olshanskaya T.V., Salomatova E.S. Review of modern methods of electron beam control in electron beam welding. Bull. of Perm National Research Polytechnic University. Mechanical Engineering, Materials Science, 2016, vol. 18, no. 4, pp. 169–187 (in Russ.). 13. Beskonchin K.V., Zolotukhin D.B., Zenin A.A., Tyunkov A.V., Yushkov Yu.G. Four-coordinate manipulator for electron-beam welding facility. Proc. of TUSUR University, 2017, vol. 20, no. 1, pp. 154–156 (in Russ.). 14. Dragunov V.K., Sliva A.P., Zhmurko I.E., Goncharov A.L., Terentiev E.V., Marchenko A.Yu., Blo- 15. Stelvaga A.A. Development of a control system for an electron-beam welding installation. Proc. 52 ISSC: Instrumental Methods and Technologies of Experimental Physics, 2014, pp. 56–56 (in Russ.). 16. Lyutov A.G., Ryabov Yu.V., Habibulin A.Z., Zagitov D.F. Data modeling for welding processes. Machine Tool Building and Innovative Engineering. Problems and Points of Growth, 2020, no. 1, pp. 127–132 (in Russ.). 17. Kurashkin S.O., Seregin Y.N., Tynchenko V.S., Petrenko V.E., Murygin A.V. Mathematical functional for thermal distribution calculating during the electron-beam welding process. J. of Physics: Conf. Ser., 2020, vol. 1515, no. 5, art. 052049. DOI: 10.1088/1742-6596/1515/5/052049. 18. Kurashkin S.O., Tynchenko V.S., Seregin Y.N., Murygin A.V., Kukartsev V.V., Tynchenko V.V. The model of energy distribution during electron beam input in welding process. J. of Physics: Conf. Ser., 2020, vol. 1679, no. 4, art. 042036. DOI: 10.1088/1742-6596/1679/4/042036. 19. Stroustrup B. Programming. Principles and Practice of Using C++. Addison-Wesley Publ., 2014, 1274 p. (Russ. ed.: Moscow, 2021, 1248 p.). 20. Pavlovskaya T.A. C/C++. High Level Language Programming. St. Petersburg, 2010, 460 p. (in Russ.). 21. Kurashkin S., Tynchenko V., Murygin A., Rogova D., Bocharov A. Modelling the heating of thin-walled aerospace designs from various materials with electron beam welding. AIP Conf. Proc., 2021, vol. 2402, no. 1, art. 020048. DOI: 10.1063/5.0071365. 22. Tynchenko V.S., Kurashkin S.O., Tynchenko V.V., Bukhtoyarov V.V., Kukartsev V.V., Sergienko R.B. et al. Software to predict the process parameters of electron beam welding. IEEE Access, 2021, vol. 9, pp. 92483–92499. DOI: 10.1109/ACCESS.2021.3092221. 23. Nikolaev V.T., Kuptsov S.V., Tikmenov V.N. The practice of Programming in Engineering Calculations. Moscow, 2018, 440 p. (in Russ.). 24. Bespalov D.A., Gushansky S.M., Korobeynikova N.M. Real Time Operating Systems and Cross-Platform Software Development Technologies. Rostov-on-Don; Taganrog, 2019, part 2, 169 p. (in Russ.). |


| Permanent link: http://swsys.ru/index.php?page=article&id=4934&lang=&lang=en&like=1 |
Print version |
| The article was published in issue no. № 3, 2022 [ pp. 509-517 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Модель анализа и прогнозирования технологических параметров для процесса электронно-лучевой сварки
- Программное обеспечение автоматизированной системы управления электронно-лучевой сваркой тонкостенных конструкций
- Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения
- Программное обеспечение технологического процесса пайки волноводных трактов космических аппаратов
- Система автоматизации индукционной пайки на основе двух контуров управления с позиционированием заготовки
Back to the list of articles