Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Система программного обеспечения единого технико-программного комплекса для гибких автоматизированных производств механообработки
Аннотация:
Abstract:
| Авторы: Левин И.М. () - , Накрайников А.В. () - , Федченко Н.И. () - | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 17901 |
Версия для печати |
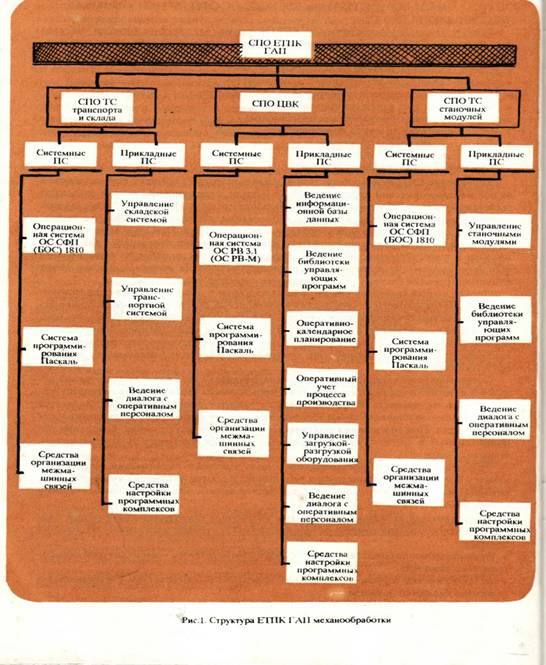
В условиях широкого внедрения гибких автоматизированных производств (ГАП) механообработки в различных отраслях промышленности важнейшей проблемой является создание типовых АСУ ГАП, обеспечивающих выполнение необходимого набора функций управления при организации производства с небольшим количеством работников. Один из путей решения этой проблемы - создание на базе средств вычислительной техники СМ ЭВМ единого технико-программного комплекса (ЕТПК) как системообразующего ядра АСУ ГАП, представляющего собой совокупность проектных решений, технических и программных средств по реализации заданного множества задач управления участками и цехами ГАП механообработки. Структура ЕТПК ГАП механообработки вполне соответствует требованиям, к основным из которых относится применение перспективных моделей мини- и микроЭВМ повышенной надежности и открытости системы, что обеспечивает возможность расширения функции и состава технологического оборудования, включаемого в контур управления. Характеристики ЕТПК отвечают требованиям выполнения типовых функций системы управления ГАП механообработки, которая включает следующие взаимодействующие между собой подсистемы: · оперативно-календарное планирование производства; · диспетчеризация и учет процесса производства; · управление технологическим оборудованием. ЕТПК ГАП ориентирован на типовой состав технологического оборудования гибкого механообрабатывающего участка, который содержит: • комплекс станочных модулей; автоматизированную складскую систему стеллажного тина; • автоматизированную транспортную систему на базе роботокар, трансманипуляторов или транспортно-накопительных средств типа ТС-500; • секцию (модуль) подготовки деталей и инструмента, мойки и контроля деталей. В соответствии с типовой структурой системы управления ГАП механообработки комплекс технических средств ЕТПК имеет иерархическую двухуровневую структуру. В состав многомашинного ЕТПК входят следующие технические средства, связанные между собой информационными каналами и отвечающие требованиям производительности, надежности, стоимости и функциональным возможностям: • центральный вычислительный комплекс (ЦБК) типа СМ 1420 (СМ 1425), реализующий функции планирования, учета и диспетчеризации производства; • терминальная станция (ТС) типа СМ 1810 управления транспортно-складской системой; • терминальная станция типа СМ 1810 управления станочным комплексом. В качестве пультов операторов рабочих мест ГАП механообработки используются удаленные видеотерминалы и регистраторы информации. Подключение технологического оборудования к ЕТПК ГАП осуществляется по каналам интерфейса радиальной связи с последовательной передачей информации (ИРПС) и с помощью устройств связи с объектом из номенклатуры модулей СМ 1810. При этом системы числового и локального программного управления, входящие в сосгав технологического оборудования, должны иметь выход на интерфейс ИРПС для связи с ЕТПК и поддерживать протокол обмена информацией в соответствии с требованиями методических указаний МУ 25 741-85. Важнейшей составной компонентой ЁТПК является система программного обеспечения (СПО), включающая системные и разработанные функциональные программные средства, которые отвечают следующим требованиям: • работа в реальном масштабе времени процесса управления; • модульность и открытость программной системы, обеспечивающие возможность включения дополнительных программ, расширяющих функции управления в соответствии с конкретной конфигурацией ГАП; • возможность адаптации к конкретным условиям применения в заданном классе ограничений; • устойчивость к искажению входной информации; • унификация программных интерфейсов; • мобильность, обеспечиваемая применением языков высокого уровня; • надежное функционирование при длительной эксплуатации; • обеспечение автономного функционирования подсистем при сбоях и нарушении связей между ними; • возможность работы в автоматическом и автоматизированном режимах управления. Структура СПО ЕТПК ГАП механообработки приведена на рис. 1. В состав системных программных средств, обеспечивающих функционирование прикладных программ и комплекса в целом, входят: • операционные системы реального времени; • системы программирования на языках Паскаль и макроассемблер; • средства организации распределенного многомашинного комплекса и поддержки обмена информацией по каналам связи. Функционирование программных средств осуществляется под управлением ОС РВ 3.1 для СМ 1420 (ОС РВ-М для СМ 1425); ОС СФП 1810 для СМ 1810.41 (БОС 1810 для СМ 1810.42). Функциональные компоненты СПО ЕТПК реализуют типовые функции управления участками ГАП механообработки и включают следующий набор взаимосвязанных программных комплексов: • ведение информационной базы данных; • ведение библиотеки управляющих программ; • оперативно-календарное планирование производства; • оперативный учет процесса производства; • ведение диалога с оперативным персоналом; • диспетчеризация процесса производства; • управление складской системой; • управление транспортной системой; • управление станочными модулями. Управление ГАП механообработки в режиме реального времени осуществляется на основе динамической информационной модели, отражающей текущее состояние технологического оборудования и материальных потоков. Информационная модель представляет совокупность массивов информации, постоянно хранящихся в базе данных на магнитных носителях управляющего комплекса. При этом программные средства ведения информационной базы данных реализуют процедуры ее создания, загрузки и корректировки, обработки запросов к данным со стороны функциональных программных комплексов и оперативного персонала, которые обеспечивают функционирование системы и представление сведений операторам. Программный комплекс оперативно-календарного планирования, предназначенный для внутрицехового планирования производства, обеспечивает эффективное использование технологического оборудования в условиях чередующегося запуска партий деталей в обработку и представляется комплексом задач, распределенных по периодам планирования и видам планируемых работ: обеспечение заготовками, комплектация заготовок для обработки, настройка комплектов инструмента, изготовление деталей и т.д. Основываясь на представленном номенклатурном плане с указанием перечня деталей и конечного срока их изготовления, нормативных характеристик операций технологического процесса и фонда времени работы оборудования, составляются пооперационные планы-графики выполнения работ и сменно-суточные задания для рабочих мест. При отклонении фактического состояния дел от плана, появлении дополнительных и срочных заданий предусматривается возможность корректировки плановых заданий. Результаты расчетов оформляются в виде массивов информации, использующихся в подсистеме диспетчерского управления, и соответствующих им документов, которые выдаются на средства отображения и печати для анализа диспетчерской службой ГАП. Программный комплекс ведения (на магнитных носителях) информации библиотеки управляющих программ устройств ЧПУ станков выполняет следующие функции; • формирование библиотеки и ее каталога в соответствии с номенклатурой обрабатываемых деталей; • редактирование кадров управляющих программ в соответствии с изменениями режимов обработки деталей;
· вывод управляющей программы из библиотеки для передачи в канал связи или для записи на программоноситель устройств ЧПУ станков. Программные комплексы ведения диалога с операторами диспетчерского управления и учета предназначены для обеспечения функционирования технологического оборудования (ГПМ, склада, транспорта и др.) как единой производственной системы, координации его работы при выполнении производственной программы в соответствии с плановыми директивными указаниями, организации диалоговой связи с производственным, персоналом (диспетчером цеха, операторами рабочих мест), диагностики работы и состояния оборудования, оперативного учета процесса производства. Связь диспетчера цеха с управляющим комплексом организуется с целью ввода команд диспетчеризации работы оборудования производственных участков, вывода справочных плановых и отчетных документов (о подготовке производства, выполнении сменных и месячных заданий, о простоях оборудования, бракованных деталях и тд.), диагностических сообщений о состоянии системы. Диспетчеру предоставляется при необходимости возможность оперативной корректировки сменного задания. При обмене информацией с операторами рабочих мест осуществляется ввод команд-запросов на транспортирование грузов для выполнения технологических операций, вывод на пульты текущего сменного задания и информации о его выполнении, диагностических сообщений о состоянии оборудования. При управлении загрузкой-разгрузкой оборудования осуществляется автоматическая диспетчеризация грузопотоков в соответствии с пооперационными планами-графиками и сменно-суточными заданиями обработки деталей, технологическими маршрутами и операционными картами обработки, состоянием технологического оборудования. При поступлении запросов от оборудования и с пультов ввода-вывода информации определяются маршруты движения, формируются заявки на перевозку грузов транспортной и складской системами, на передачу управляющих программ в устройства числового программного управления станков, задания на выполнение работ для вывода на пульты операторам рабочих мест. Оперативный учет процесса производства обеспечивает сбор, формирование, накопление и передачу массивов технико-экономической информации о подготовке производства, о выпуске готовой продукции, о бракованных деталях, о времени простоев оборудования, о типе и количестве сбойных ситуаций, о текущем состоянии технологического оборудования и т.д. Формируемая информация используется при расчетах в подсистеме оперативно-календарного планирования и для вывода отчетных документов и справок производственному персоналу ГАП. Одним из требований, предъявляемых к управлению технологическим оборудованием ГАП, является обеспечение возможности работы в реальном масштабе времени в автоматическом и автоматизированном режимах. При управлении складской системой осуществляются: • ввод команд с пульта оператора и запросов из подсистемы диспетчеризации на загрузку-разгрузку грузов; • ведение очереди заявок, поступающих на склад; • ведение информационной модели состояния склада, указывающей на наличие и наименования грузов, хранящихся в ячейках склада; • поиск по заявкам требуемых грузов при разгрузке или свободных ячеек по заданной схеме размещения грузов при загрузке на склад в соответствии с моделью склада; • формирование заданий и управление штабелером при их выполнении по заявкам очереди; • взаимодействие штабелера и связанных со складом транспортных средств при передаче грузов между ними; • информационное обслуживание оператора склада. Заявки поступают по командам оператора склада или диспетчера, по запросам технологического оборудования и с пультов операторов участков ГАТТ. В соответствии с очередью заявок определяются ячейки склада под загрузку-разгрузку и ячейки передачи грузов, формируются задания штабелеру (адреса начальной и конечной ячеек склада для движения) и осуществляется управление работой штабелера на уровне входных и выходных управляющих сигналов. Для синхронизации взаимодействия штабелера и транспорта используются системные сообщения, передаваемые между комплексами задач управления складской и транспортной системами. Сообщение о выполнении штабелером заданной операции служит для автоматической корректировки модели состояния ячеек склада. Оператору предоставляется возможность контролировать текущее состояние оборудования склада и процесс выполнения загрузочно-разгрузочных операций, восстанавливать модель склада при нарушении функционирования системы управления. При управлении транспортной системой обеспечивается выполнение следующих функций: • ввод команд с пульта оператора и запросов из подсистемы диспетчеризации на транспортирование грузов между оборудованием; • ведение очереди заявок к транспорту на перевозку грузов; • ведение информационной модели состояния транспортно-накопительных средств; • управление различными транспортно-накопительными средствами при транспортировке и передаче грузов (роботокары, трансманипуляторы, приводные столы, станочные накопители и т.д.); • взаимодействие транспорта со складским и станочным оборудованием при передаче грузов между ними; • диагностика состояния транспортно-накопительного оборудования. Заявки на транспортирование грузов поступают в виде сообщений из подсистемы диспетчерского управления по запросам технологического оборудования и с пультов операторов рабочих мест, а также по командам оператора транспортной системы или диспетчера при управлении в автоматизированном режиме. При групповом управлении станочным комплексом осуществляется: • передача управляющих программ по каналам связи в устройства ЧПУ в соответствии со сменно-суточным заданием на обработку деталей; • управление работой устройств ЧПУ: выбор и просмотр управляющих программ в памяти устройств ЧПУ для отработки, включение и ОСТАНОВ отработки управляющих программ, включение режимов покадровой отработки; • передача данных в устройства ЧПУ о начальных смещениях, коррекции инструмента, режимов резания и т.д.; • управление сменой комплекта инструмента и деталей на станках и транспортно-накопительном оборудовании; • диагностика состояния и ошибок станков.
Управление станочным комплексом производится в автоматическом режиме по запросам подсистемы диспетчеризации и в автоматизированном - по командам оператора комплекса или диспетчера. Подготовка к работе функциональных программных комплексов ЕТПК осуществляется модульно-параметрической настройкой на условия конкретного применения (производства) в соответствии с конфигурацией участков ГАП механообработки. Программные средства настройки включают компоненты подготовки описателей конфигурации ГАП, размещающихся на магнитных дисках, генераторов ввода информации и печати отчетов. СПО ЕТПК представляет собой законченный программный продукт, предназначенный для поставки пользователям, осуществляющим разработку и внедрение гибких автоматизированных участков и цехов механообработки на промышленных предприятиях. Комплект поставки содержит систему программного обеспечения на магнитных носителях, программную документацию на магнитной ленте, документацию на техническое обеспечение ЕТПК, документацию по комплексированию и заказу средств вычислительной техники ЕТПК. Ожидаемый результат от внедрения СПО ЕТПК - снижение трудоемкости, сроков и стоимости разработки АСУ ГАП механообработки на стадиях проектирования и внедрения. |
| Постоянный адрес статьи: http://swsys.ru/index.php?id=1416&like=1&page=article |
Версия для печати |
| Статья опубликована в выпуске журнала № 2 за 1990 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Расчет нечеткого сбалансированного показателя в задачах взвешивания терминов электронных документов
- Оптимизация обработки информационных запросов в СУБД
- Анализ отечественного опыта и структуризация механизмов управления оборонным научно-промышленным комплексом
- Средства сетевого менеджмента в мультисетевых структурах
- Использование матричных квадродеревьев для хранения площадных картографических объектов
Назад, к списку статей