Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программное обеспечение для моделирования тепловых процессов в прокатном валке
Аннотация:В данной работе предложена и описана математическая модель температурного поля в прокатном валке при термической обработке с помощью индукционного нагрева токами различных частот. На основе предложенной модели разработан и описан программный продукт, который позволяет определять распределение нестационарных температурных полей в прокатном валке и может использоваться для выбора рациональных режимов термической обработки осесимметричных деталей машиностроения.
Abstract:In the produced job the temperature pattern mathematical model in the roll is tendered and presented at a tempering by means of an induction heat by currents of various frequencies. On the basis of the tendered sample piece the software product which one allows to determine allocating of non-stationary temperature patterns in the roll is developed and presented and can be used for sampling of rational conditions for treatment of asymmetrical components in mechanical engineering.
| Авторы: Ячиков И.М. (jachikov@mail.ru) - Магнитогорский государственный технический университет им. Г.И. Носова (профессор), Магнитогорск, Россия, доктор технических наук, Егорова Л.Г. (egorov-lyudmil@yandex.ru) - Магнитогорский государственный технический университет им. Г.И. Носова, г. Магнитогорск, Россия, Кухта Ю.Б. (egorov-lyudmil@yandex.ru) - Магнитогорский государственный технический университет им. Г.И. Носова, г. Магнитогорск, Россия | |
| Ключевые слова: режимы, прокатный валок, термическая обработка, температурное поле, математическая модель |
|
| Keywords: conditions, the roll, temperature pattern, a tempering, mathematical model |
|
| Количество просмотров: 14377 |
Версия для печати Выпуск в формате PDF (4.03Мб) Скачать обложку в формате PDF (1.25Мб) |
Высокая твердость, дисперсность закаленной фазы и отсутствие на поверхности бочки валка волосовидности и микротрещин являются условиями получения холоднокатаного листового проката высокого качества. Окончательная термическая обработка является важнейшей и наиболее ответственной операцией в производстве рабочих валков холодной прокатки, обеспечивающей необходимый фазовый состав, распределение этих фаз по объему и допустимое распределение термических напряжений. Неправильный режим нагрева и закалки способствует выходу валка из строя иногда даже до начала эксплуатации.
Экспериментальные работы по выбору оптимальных режимов термообработки трудоемкие и дорогостоящие, так как каждый прокатный валок представляет собой уникальную деталь. Программный продукт «Тепловые процессы в прокатном валке при индукционном нагреве» позволяет посредством численного эксперимента подбирать рациональные режимы предварительной и окончательной термической обработки, которые обеспечивали бы получение валка требуемой твердости, но не приводили к его разрушению вследствие термонапряжений. Объектом моделирования является прокатный валок или цилиндрическая деталь, подлежащая термической обработке. При определении температурного поля в валке при нагреве решалась двухмерная осесимметричная задача нестационарной теплопроводности и принимался ряд допущений и ограничений. Считалось, что рассматриваемые процессы нестационарные и температура существенно меняется вдоль осей r и z. Нагрев цилиндрического тела происходит при постоянном напряжении U на зажимах индуктора за счет наведения токов электромагнитной индукции в зоне действия индуктора. В тепловом отношении это эквивалентно действию внутренних источников теплоты qv(r, z, t), мощность которых в общем случае зависит от координат и времени. Охлаждение валка происходит с его боковой поверхности и торцов посредством вынужденной конвекции от воздуха, который набегает на вращающийся валок. В период закалки охлаждение происходит только с боковой поверхности валка посредством вынужденного движения струй воды. Распределение температуры в рассматриваемой области описывается уравнением теплопроводности с учетом выделения тепла от индуктора:
где qv – мощность внутренних источников тепла; с, ρ, λ – теплофизические свойства материала валка [1–3]. Для решения дифференциального уравнения (1) необходимо дополнить его краевыми условиями. При t=0, На боковой поверхности цилиндра z=0,...,L; r=R имеем охлаждение окружающим воздухом (граничное условие третьего рода):
На торцевых поверхностях цилиндра теплоотдача в окружающую среду (граничные условия третьего рода): – на левой границе Z=0, r=0,…,R:
– на правой границе Z=L, r=0,…,R:
В зоне действия индуктора температура поверхности валка с учетом тепловыделения Z=Zn,…,Zk; r=R: Охлаждение струями воды действует только при режиме закалки Z=Zжn,…,Zжk; r=R:
где
Для решения уравнения (1) использовался метод конечных разностей. На расчетную рабочую область накладывали прямоугольную сетку и использовали симметричную аппроксимацию пространственных производных. При численной реализации расчета использовался метод расщепления [4], приводящий к безусловно устойчивой локально-одномерной схеме. Для цилиндрической стенки получим уравнение в виде трехдиагональной матрицы:
где
Для плоской стенки представим систему уравнений:
где
Каждая из систем уравнений (2–3) решалась методом прогонки.
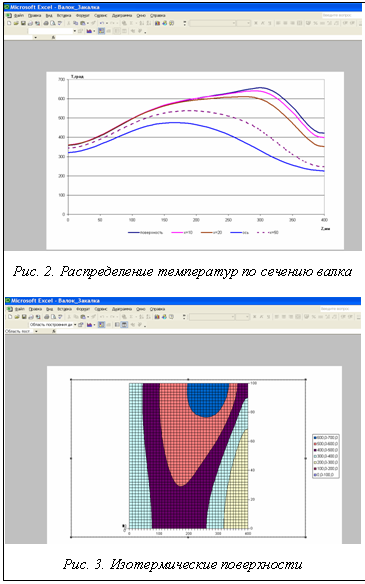
Для реализации методов решения поставленной задачи была выбрана операционная система Windows (98/NT/2000/XP). Программирование осуществлялось в интегрированной среде разработки VBA for MS Office. Созданный программный продукт имеет удобный интерфейс и позволяет вводить и редактировать любые исходные данные, проверять их корректность и получать результаты в удобном табличном и графическом видах. Работа программы начинается с ввода основных геометрических и технологических характеристик. Далее задаются теплофизические и магнитные свойства стали обрабатываемого валка (рис. 1). Перед запуском расчетов необходимо определить параметры расчетной сетки: шаг по времени, число интервалов сетки в расчетной области по диаметру и по длине валка. После расчета пользователь может просмотреть значения температуры в любой вертикальной и горизонтальной плоскости. На закладке «Распределение температур по сечению валка» можно просмотреть графическое отображение распределения температур на оси и поверхности валка, на заданных интервалах между ними за определенный интервал времени (рис. 2), а на закладке «Изотермические поверхности» – графическое отображение распределения температур по сечению валка (рис. 3) за заданный интервал времени. Описанный программный продукт позволяет определять распределение нестационарных температурных полей в прокатном валке при индукционном нагреве токами различных частот двумя способами. Первый способ – одновременный нагрев, при котором индуктор охватывает всю поверхность детали, подлежащей термообработке. Второй – непрерывно-последовательный нагрев. Программный продукт «Тепловые процессы в прокатном валке при индукционном нагреве» может использоваться для повышения технико-экономической эффективности работы действующих и проектируемых установок индукционного нагрева для термической обработки осесимметричных деталей машиностроения. Его применение поможет в подборе рациональных режимов как предварительной, так и окончательной термической обработки деталей без проведения дорогостоящих экспериментов. Кроме того, данный программный продукт может использоваться как инструмент в научно-исследовательской работе студентов старших курсов металловедческих специальностей, а также аспирантов и инженеров-исследователей. Литература 1. Вдовин К.Н., Ячиков И.М., Егорова Л.Г. Модель температурного состояния прокатного валка при многопроходном индукционном нагреве под закалку // Математика. Приложение математики в экономических, технических и педагогических исследованиях: сб. науч. тр. Магнитогорск, 2005. 2. Вафин Р.К., Покровский А.М., Лешковцев В.Г. Прочность термообрабатываемых прокатных валков. М.: Изд-во МГТУ им. Н.Э. Баумана, 2004. 264 c. 3. Лабейш В.Г. Жидкостное охлаждение высокотемпературного металла. Л.: Изд-во ЛГУ, 1983. 172 с. 4. Яненко Н.Н. Метод дробных шагов решения многомерных задач математической физики. Новосибирск: Наука, 1967. |
 , (1)
, (1) на оси цилиндра r=0, z=0,…,L имеем условие симметрии
на оси цилиндра r=0, z=0,…,L имеем условие симметрии  .
. .
. ;
; .
. , где
, где  – среднее объемное тепловыделение в поверхностном слое.
– среднее объемное тепловыделение в поверхностном слое. ,
, – коэффициент теплоотдачи от струй воды; Zжn, Zжk – левая и правая границы зоны охлаждения.
– коэффициент теплоотдачи от струй воды; Zжn, Zжk – левая и правая границы зоны охлаждения.
 , (2)
, (2) ;
;  ;
;  ;
; ;
;  .
. , (3)
, (3) ;
;  ;
;  ;
; ;
;  .
. В качестве исходных данных в программном продукте «Тепловые процессы в прокатном валке при индукционном нагреве» вводятся следующие технологические и теплофизические характеристики: диаметр и длина валка, плотность материала валка, теплопроводность, теплоемкость и др. Кроме того, учитываются геометрические размеры закалочной установки: диаметр и высота индуктора, ширина зоны охлаждения водой, коэффициент мощности индуктора, ток и напряжение на индукторе, диаметр сопла распылителя воды, число сопел распылителей воды, диаметр водяного коллектора.
В качестве исходных данных в программном продукте «Тепловые процессы в прокатном валке при индукционном нагреве» вводятся следующие технологические и теплофизические характеристики: диаметр и длина валка, плотность материала валка, теплопроводность, теплоемкость и др. Кроме того, учитываются геометрические размеры закалочной установки: диаметр и высота индуктора, ширина зоны охлаждения водой, коэффициент мощности индуктора, ток и напряжение на индукторе, диаметр сопла распылителя воды, число сопел распылителей воды, диаметр водяного коллектора.| Постоянный адрес статьи: http://swsys.ru/index.php?id=2444&page=article |
Версия для печати Выпуск в формате PDF (4.03Мб) Скачать обложку в формате PDF (1.25Мб) |
| Статья опубликована в выпуске журнала № 1 за 2010 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Моделирование температурных полей в многослойных структурах
- Алгоритм обеспечения требуемого уровня устойчивости управления беспилотным летательным аппаратом в условиях противодействия
- Организация человеко-машинного интерфейса с учетом интеллектуализации взаимодействия человека и вычислительного комплекса
- Разработка системы поддержки принятия решений при определении уровня экологического штрафа производственного предприятия
- Программы моделирования температурных полей в изделиях плоской формы
Назад, к списку статей