Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программа расчета пропускной способности гибких производственных ячеек
Аннотация:Рассматривается проблема неэффективности локальной автоматизации производства при внедрении гибких производственных ячеек. В качестве решения предлагается расчет их параметров исходя из сложившейся пропускной способности смежных подразделений. Разработано программное средство, позволяющее рассчитать требуемую производительность, коэффициент загрузки и ряд других проектных параметров гибких производственных ячеек.
Abstract:The problem of an inefficiency of local automation of manufacture is considered at introduction of flexible manufacturing cells (FMC). As the decision calculation of parameters FMC, proceeding from the developed throughput of adjacent divisions is offered. The software allowing on the basis of revealed throughput of divisions to calculate demanded productivity, factor of loading and a number of other design parameters FMC is developed.
| Авторы: Рахматуллин Р.Р. (333333p@mail.ru) - Оренбургский государственный университет, г. Оренбург, Россия, Сердюк А.И. (sap@mail.osu.ru) - Оренбургский государственный университет (профессор, директор), г. Оренбург, Россия, доктор технических наук, Гаврюшина Е.В. (aki@mail.osu.ru) - Оренбургский государственный университет | |
| Ключевые слова: синтез, анализ, компьютерное моделирование, гибкая производственная ячейка, гибкая автоматизация, производство |
|
| Keywords: synthesis, analysis, computer modeling, flexible workcell, flexible automation, production |
|
| Количество просмотров: 14721 |
Версия для печати Выпуск в формате PDF (5.84Мб) Скачать обложку в формате PDF (1.43Мб) |
Важным направлением в обновлении основных производственных фондов машиностроительного производства являются создание и эксплуатация управляемых компьютерами комплексов производственного оборудования – гибких производственных ячеек (ГПЯ) и систем (ГПС). Одна из проблем внедрения ГПЯ на действующем производстве – это неэффективность локальной автоматизации. Дело в том, что работа ГПЯ и смежных участков традиционного производства организуется по-разному. В традиционном производстве оборудование функционирует в одну-две смены пятидневную рабочую неделю. ГПЯ может функционировать по 20 часов в сутки и 7 суток в неделю. Следовательно, внедрение ГПС либо требует полной реструктуризации предприятия, либо приводит лишь к необоснованным капитальным затратам и простоям дорогостоящего оборудования.
Под пропускной способностью производственной системы понимается количество продукции NT, изготовленной за определенный календарный отрезок времени T. Условие синхронизации пропускной способности производственного участка (ПУ) и ГПС можно представить как
где РПУ, РГПЯ – производительность ПУ и ГПЯ соответственно, шт./ч.; ТПУ, ТГПЯ – длительность одного цикла (смены) работы ПУ и ГПЯ, ч.; i, j – число циклов работы ПУ и ГПЯ за время Т соответственно. Отсюда требуемая производительность ГПЯ определится как
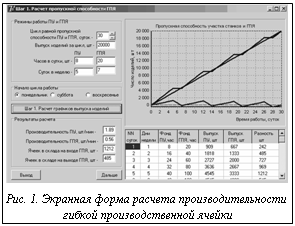
Результатами расчетов на первом шаге программы служат производительность смежных подразделений, посуточный план-график выпуска и объем рассогласования выпуска изделий в ГПЯ и на смежном участке (рис. 1). Объем рассогласования выпуска Dt связан с разной производительностью ПУ и ГПЯ, в каждый момент t=(0, T) описывается как В данном режиме программа используется для исследования чувствительности расчетных значений производительности ГПЯ и емкости автоматического склада к изменению входных данных (рис. 2). Рассчитываемая таким образом производительность ГПЯ соответствует требуемой пропускной способности смежных подразделений предприятия. С другой стороны, производительность ГПЯ описывается следующим выражением:
где tШТ – средняя трудоемкость изготовления изделия, мин.; ТС – длительность цикла загрузки/выгрузки изделия в рабочей зоне, сек.; СП – число единиц технологического оборудования, шт.; КГПЯ – коэффициент загрузки ГПЯ. Из выражения (3) следует, что производительность ГПЯ РГПЯ, соответствующая требуемой пропускной способности смежных участков, при заданной трудоемкости изделий tШТ может быть обеспечена за счет использования нужного числа станков в ГПЯ (рис. 3): Расчет числа станков выполняется на следующем шаге программы Sinchro. Расчетное число станков, как правило, является величиной дробной. Принятое число станков получается округлением расчетного в большую или меньшую сторону. Окончательное решение об округлении принимается с учетом графиков, иллюстрирующих соответствующие изменения производительности РГПЯ, коэффициента загрузки КГПЯ, средней трудоемкости tШТ или длительности цикла ТС (рис. 3). Например, для проектируемой системы может быть выбрано 7 станков вместо 8, если использовать устройства загрузки/выгрузки изделия в рабочей зоне с длительностью цикла ТС£37,5 сек. либо обеспечить работу проектируемой ГПЯ с коэффициентом загрузки КГПЯ≥0,88 (рис. 3). В первом случае выбор числа станков сопровождается уточнением технических характеристик устройств загрузки/выгрузки, во втором уточнением требований по эффективности использования ГПЯ. На следующем шаге программы по известным таблицам привязки типов и групп деталей к рекомендуемым типоразмерам станков выбираются модели технологического оборудования. Совокупность полученных результатов (рис. 4) позволяет перейти к следующему этапу – компьютерному моделированию работы ГПЯ при различных структурно-компоновочных вариантах построения, параметрах оборудования и алгоритмах его взаимодействия для достижения требуемых значений производительности и загрузки проектируемой системы. В качестве инструментальных средств компьютерного моделирования ГПЯ могут использоваться ранее разработанные программные продукты «Каскад» [1] и PolyTrans [2]. При этом для оценки эффективности работы транспортно-складской системы может быть рекомендована программа PolyTrans, в которой работа ГПЯ рассматривается на уровне технологической операции. Для оценки эффективности работы автоматизированной системы инструментального обеспечения рассчитана программа «Каскад», в которой работа ГПЯ рассматривается на уровне технологического перехода. В качестве средств информационно-методической поддержки процессов моделирования могут использоваться имеющиеся статистические результаты вычислительных экспериментов в программах «Каскад» и PolyTrans [3]. Таким образом, разработанное программное средство Sinchro при формировании планов реконструкции и модернизации производства позволяет выполнить предварительные объемные расчеты управляемых компьютерами комплексов оборудования. Полученные результаты расчетов используются для последующего формирования технического предложения на создание ГПЯ по критерию оптимального соответствия сложившейся пропускной способности предприятия. При этом само программное средство Sinchro может использоваться в качестве модуля разрабатываемой САПР ГПЯ. Литература 1. Сердюк А.И., Сергеев А.И. Метод циклограмм в построении компьютерных моделей ГПС // АСТ. 2005. № 11. С. 17–23. 2. Сердюк А.И., Гильфанова Ф.Ф., Рахматуллин Р.Р. Программа многокритериальной оценки проектных решений в гибких производственных ячейках механообработки «Fania» / Свид. о гос. регистр. прогр. для ЭВМ № 2006611542, РФ: дата поступления 23.03.2006; дата регистр. в Реестре программ для ЭВМ 6.05.2006. 3. Сердюк А.И., Рахматуллин Р.Р., Корнипаева А.А., Галина Л.В. Закономерности формирования производительности гибких производственных ячеек: монография. Оренбург: Изд-во ОГУ, 2008. 188 с. |
 Необходимо выяснить, как можно органично и с минимальными затратами вписывать локальные ГПЯ в имеющуюся структуру производственного цикла. Разумным вариантом является соответствие ГПЯ пропускной способности заменяемого оборудования. Возникает задача синхронизации пропускной способности встраиваемой ГПЯ и смежных подразделений, решение которой позволяет оптимизировать проектные параметры и режимы эксплуатации новой производственной системы.
Необходимо выяснить, как можно органично и с минимальными затратами вписывать локальные ГПЯ в имеющуюся структуру производственного цикла. Разумным вариантом является соответствие ГПЯ пропускной способности заменяемого оборудования. Возникает задача синхронизации пропускной способности встраиваемой ГПЯ и смежных подразделений, решение которой позволяет оптимизировать проектные параметры и режимы эксплуатации новой производственной системы. , (1)
, (1)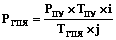 . (2)
. (2)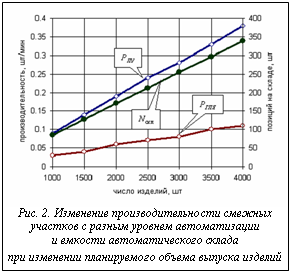 Выражение показывает связь между пропускной способностью ПУ на заданном отрезке времени и производительностью встраиваемой ГПЯ с учетом условий организации ее работы. Для выполнения необходимых расчетов разработана программа Sinchro, позволяющая в табличной и графической формах рассмотреть динамику формирования объемов выпускаемой продукции в ГПЯ и на смежном ПУ. В качестве входных данных задаются календарный отрезок времени и плановый объем выпуска продукции, количество рабочих дней в неделю и продолжительность работы.
Выражение показывает связь между пропускной способностью ПУ на заданном отрезке времени и производительностью встраиваемой ГПЯ с учетом условий организации ее работы. Для выполнения необходимых расчетов разработана программа Sinchro, позволяющая в табличной и графической формах рассмотреть динамику формирования объемов выпускаемой продукции в ГПЯ и на смежном ПУ. В качестве входных данных задаются календарный отрезок времени и плановый объем выпуска продукции, количество рабочих дней в неделю и продолжительность работы. и может быть как положительным (
и может быть как положительным ( ), так и отрицательным (
), так и отрицательным ( ). Рассчитываемые предельные значения Dt могут использоваться для выбора емкости накопителей заготовок и готовых изделий (автоматического склада) ГПЯ.
). Рассчитываемые предельные значения Dt могут использоваться для выбора емкости накопителей заготовок и готовых изделий (автоматического склада) ГПЯ.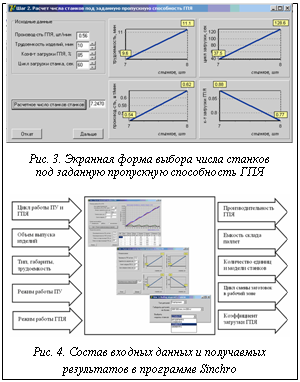
 , (3)
, (3) .
.| Постоянный адрес статьи: http://swsys.ru/index.php?id=2575&page=article |
Версия для печати Выпуск в формате PDF (5.84Мб) Скачать обложку в формате PDF (1.43Мб) |
| Статья опубликована в выпуске журнала № 3 за 2010 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Программный комплекс для оценки эффективности изготовления изделия
- Построение интегрированных информационных систем с заданными свойствами
- Компенсация разных типов неопределенностей при управлении техническим объектом с помощью интеллектуальных регуляторов
- Алгоритм анализа трафика в корпоративных компьютерных сетях на основе статистики экстремальных значений
- Программно-аппаратный комплекс для исследования, проектирования и управления процессом переработки пластических масс
Назад, к списку статей