Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Алгоритмы оптимизации непрерывного процесса биосинтеза молочной кислоты
Аннотация:Получены соотношения для расчета показателей непрерывного процесса биосинтеза молочной кислоты. В основе соотношений лежит математическая модель непрерывного процесса синтеза в ферментёре с перемешиванием. Особенность модели заключается в том, что для каждого компонента (субстрата, биомассы и продукта) записывается свое выражение для удельной скорости. В качестве критерия оптимальности используется продуктивность Qp по целевому продукту (молочной кислоте). При решении оптимальной задачи сначала оцениваются скорость протока D и концентрация субстрата в выходном потоке, а затем рассчитывается концентрация субстрата Sf на входе в аппарат. Эти показатели обеспечивают максимум продуктивности. Полученные соотношения использованы для разработки алгоритмов оптимизации непрерывного процесса биосинтеза молочной кислоты. Рассмотрены три варианта постановки задачи: 1) в отсутствие ограничений по концентрации субстрата в поступающем потоке и по величине протока; 2) при максимально возможной концентрации субстрата в поступающем потоке и заданной величине протока; 3) при ограничении на скорость протока. Во втором варианте определяется концентрация субстрата в поступающем потоке для оптимальных условий, в третьем – величина протока. Во втором алгоритме предусмотрены проверка правильности задания величины протока и возможность корректировки. Результаты численных расчетов показали, что наибольшее значение продуктивности достигается для первого варианта: Qp=12,42 г/(лч) Sf=46,8 г/л и D=0,5 ч–1, в то время как продуктивность по второму варианту Qp=7,85 г/(лч) при Sf=30,39 г/л и D=0,8 ч–1, а по третьему – Qp=12,23 г/(лч) при Sf=60 г/л и D=0,5 ч–1.
Abstract:In the article there are obtained ratios for calculation of continuous lactic acid biosynthesis indicators. The ratios are based on a mathematical model of continuous synthesis in fermenter with agitation. Feature of the model is that each component (substrate, biomass and product) the own expression for specific velocity is written. As the criterion of optimality the productivity Qp on target product (lactic acid) is used. When solving optimal task, at first there are evaluated the channel speed D and the substrate concentration in the output flow, and then the substrate concentration Sf at the inlet of the machine is calculated ensuring maximum productivity. The obtained ratios are used for the development of algorithms of continuous lactic acid biosynthesis optimization. Three variants are considered: absence of limits of the substrate concentration in the incoming flow and the flow value; the maximum possible substrate concentration in the incoming flow and the specified flow value; limit of the flow speed. The second variant is determined by the concentration of the substrate in the incoming stream for optimal conditions, the third is the flow. The second algorithm provides for validation of flow value and the possibility of correction. Numerical results have shown that the greatest value of productivity is achieved for the first variant: Qp=12,42 g/(l h) Sf=46,8 g/l and D=0,5 h-1. Productivity of the second variant: Qp=7,85 g/(l h), Sf=30,39 g/l and D=0,8 h-1. For the third variant: Qp=12,23 g/(l h), Sf=60 g/l and D=0,5 h-1.
| Авторы: Гордеев Л.С. (l.s.gordeev@yandex.ru) - Российский химико-технологический университет им. Д.И. Менделеева, Москва, Россия, доктор технических наук, Гордеева Ю.Л. (l.s.gordeev@yandex.ru) - Московская государственная академия ветеринарной медицины и биотехнологии им. К.И. Скрябина, Москва, Россия, кандидат технических наук, Ивашкин Ю.А. (ivashkin@msaab.ru) - Московский государственный университет прикладной биотехнологии, доктор технических наук | |
| Ключевые слова: молочная кислота., биосинтез, оптимизация |
|
| Keywords: lactic acid, biosynthesis, optimisation |
|
| Количество просмотров: 13804 |
Версия для печати Выпуск в формате PDF (7.64Мб) Скачать обложку в формате PDF (1.33Мб) |
Разработка информационных систем в биотехнологии включает создание алгоритмического и программного обеспечения для расчета основных показателей процесса по заданным начальным условиям и оценки оптимальных условий проведения процессов, разработку алгоритмов и программ оценки множественности стационарных состояний. В основе разработки алгоритмов и программ должны быть достоверные данные о кинетике биосинтеза, отвечающей достаточно высоким требованиям во избежание больших ошибок в результатах расчета. Одним из наиболее хорошо изученных процессов с кинетической точки зрения является процесс биосинтеза получения молочной кислоты – продукта, имеющего широкое применение. Изучение кинетики проводилось с использованием различных штаммов микроорганизмов, на разных средах, при различных показателях pH [1–5]. В этих исследованиях оценивались кинетические соотношения, отражающие влияние компонентов синтеза на скорость образования биомассы и продукта (молочной кислоты). Обращает на себя внимание то, что часто для описания кинетики используются упрощенные соотношения. Это приводит к потере их информативности. Более глубокое исследование кинетики приведено в работах [3–5]. Оценка кинетических констант в этих исследованиях осуществляется с использованием метода наименьших квадратов и по величине коэффициента корреляции. Так, в работе [4] коэффициент корреляции при периодическом культивировании во всем диапазоне изменения концентрации субстрата от 20 г/л до 100 г/л составил 0,999, а при непрерывном культивировании в диапазоне изменения величины протока от 0,05 ч–1 до 0,91 ч–1 – 0,978–0,999. Таким образом, высокий уровень экспериментальных исследований доказывает наличие функциональной зависимости между данными эксперимента и условиями опыта. Для оценки скорости образования продукта использованы уравнения
где X – концентрация биомассы, г/л; P – концентрация лактата (молочной кислоты), г/л; a – константа растущих ассоциатов по модели Luedeking–Piret, г/г; β – константа нерастущих ассоциатов по модели Luedeking–Piret, г/(г×ч); m – удельная скорость роста по модели Luedeking–Piret, ч–1. Различие в кинетических соотношениях в работах [3–5] заключается в формальном представлении зависимости удельной скорости образования биомассы от концентрации продукта. Остановимся более подробно на модели, рассмотренной в [4], так как именно она используется в настоящей работе. Особенность этой модели заключается в том, что в ней для каждого компонента записывается свое выражение для удельной скорости. Удельная скорость роста биомассы
Удельная скорость образования продукта
Удельная скорость расходования субстрата
В соотношениях (3)–(5) использованы обозначения: S – концентрация лактозы (субстрата), г/л; Ki – константа ингибирования лактата, г/л; Ks – константа насыщения лактозы, г/л; Pi – предельная концентрация лактата, г/л; Pm – максимальная концентрация лактата, г/л; mmax – максимальная удельная скорость роста, ч–1; qpmax – максимальная удельная скорость производства лактата (продукта), г/(г×ч); qsmax – максимальная удельная скорость утилизации лактозы (субстрата), г/(г×ч). Анализ соотношений (3)–(5) показывает: если в процессе субстрат полностью исчерпывается (S=0), синтез заканчивается. Далее, если концентрация продукта достигает значения Pmx (соотношение (3)), рост биомассы заканчивается, в то время как образование продукта продолжается (если P Математическая модель непрерывного процесса синтеза в ферментёре с перемешиванием имеет вид [4]
где Sf – концентрация субстрата в поступающем потоке. Входящие в уравнения модели (6)–(8) величины рассчитываются по следующим формулам: Mx=Pmx–Pix; Ms=Pms–Pis; Mp=Pmp–Pip; (9)
Разработка алгоритмов оптимизации Для дальнейшего использования уравнений (6)–(8) введем следующие обозначения:
Систему (6)–(8) перепишем в виде P=Pmx–cD; (14)
Поскольку целевым продуктом является молочная кислота, величина продуктивности по молочной кислоте формируется из уравнения (14): Qp=DP=D(Pmx–cD). (17) Критерий оптимальности Qp в уравнении (17) – функция двух переменных D и S. Особенность этого выражения в том, что S является концентрацией в выходном потоке из реактора. Задача же должна решаться по D и Sf, где Sf – концентрация субстрата в поступающем потоке. Эту концентрацию, если известны D и S, можно вычислить из уравнений материального баланса (14)–(16). Таким образом, оптимальная задача решается путем оценки D и S, доставляющих максимум Qp, и затем рассчитывается Sf, отвечающая этому максимуму. Необходимое условие экстремума Qp по D и S:
Запишем эти уравнения:
Соотношение (19) дает Sopt=(KsxKix)1/2. (20) Уравнение
где c вычисляется при Sopt. Из (21) следует Запишем Nx при S=(KsxKix)1/2:
Тогда Dopt с учетом (13) и (23) будет иметь вид
Уравнения (20)–(24) совместно с уравнениями материального баланса используются для разработки алгоритмов оптимизации непрерывного процесса производства молочной кислоты. Максимальное значение продуктивности будет иметь вид
Второй вариант включает задание максимально возможной (или допустимой) концентрации субстрата maxSf в поступающем потоке и величину протока D. При решении задачи оптимизации определяется Sf, доставляющее максимум Qp, затем все остальные показатели процесса. Третий вариант включает задание концентрации субстрата в поступающем потоке Sf. Оцениваются величина протока D и показатели процесса для оптимальных условий. Особенности алгоритмов по первому и второму вариантам заключаются в том, что они включают одинаковую последовательность вычисления показателей процесса при оптимальных условиях. Отличие – в оценке значений S и D. В первом варианте рассчитывается оптимальное значение D, во втором оно задано. Величина S в обоих вариантах вычисляется по условию оптимальности. Блок-схема алгоритма оптимизации для первого (общего) варианта показана на рисунке 1, где пунктиром выделена часть блок-схемы, которая полностью повторяется для второго варианта расчета. Результаты численного расчета по алгоритму 1 по данным таблицы следующие: Sf=46,8 г/л; D=0,5 ч–1; maxQp=12,42 г/(л×ч); S=20,032 г/л; X=3,37 г/л; P=24,9 г/л. Данные для оптимизации непрерывного процесса получения молочной кислоты
Учитывая ограничение в постановке задачи, реализация алгоритма для данного варианта требует уточнения некоторых моментов. Необходимое условие экстремума Qp по (17) в этом варианте будет
Решение уравнения (26) имеет вид (20). Далее необходимо проверить правильность задания величины D по условию D Величина Dпред есть значение D, при котором поступающий субстрат с максимально допустимой концентрацией maxSf полностью вымывается из аппарата, не вступив в процесс синтеза. Очевидно, что в этом случае концентрация субстрата на выходе из аппарата составит maxSf, а концентрация продукта P будет равна нулю. Таким образом, значение Dпред по (6) будет
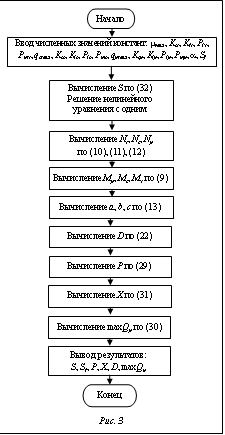
Если неравенство (27) не выполняется, необходимо корректировать заданное значение D. Это условие отражено в алгоритме на рисунке 2. Исходные данные для числового расчета по алгоритму 2 следующие: maxSf=100 г/л; D=0,8 ч–1. Значение Dпред, вычисленное по формуле (28), равно 0,84 ч–1. Таким образом, условие (27) выполняется. Результаты расчета: Sf=30,39 г/л; D=0,8 ч–1; maxQp=7,85 г/(л×ч); S=20,032 г/л; X=1,72 г/л; P=9,82 г/л. Блок-схема алгоритма оптимизации по третьему варианту показана на рисунке 3. Учитывая ограничения в третьем варианте, реализация алгоритма также требует некоторых уточнений. Поскольку в третьем вариант величина Sf в поступающем потоке задана, оптимизацию следует производить по величине протока D. Необходимое условие экстремума в этом случае будет иметь вид (21). В уравнении (21) концентрация S неизвестна, и она может быть вычислена из уравнений материального баланса, записанных с учетом оптимальности, то есть с учетом (21). Приведем вывод этих уравнений. Подставляя
Максимальное значение продуктивности
Используя выражения (9)–(13) для расчета a, b, c и уравнение (7), запишем выражение для X:
Полученные соотношения для D, P, X подставим в уравнение (8). В результате получим
Уравнение (32) является нелинейным алгебраическим уравнением с одной переменной S, решение которого находится по известным алгоритмам решения нелинейных уравнений. Численный пример реализации алгоритма для третьего варианта оптимизации приведен для Sf=60 г/л. Начальное приближение для решения уравнения (32) было принято равным 33,4 г/л. В результате получено: S=33,3 г/л, D=0,49 ч–1, X=3,45 г/л, P=24,95 г/л, maxQp=12,23 г/(л×ч). Разработанные алгоритмы оптимизации могут использоваться для практической реализации технологии синтеза молочной кислоты. Следует отметить, что примеры численных расчетов приведены для данных из таблицы, в которой использованы соотношения Kss=Ksp, Pms=Pmp, Kis=Kip, Pis=Pip при отсутствии потерь жизнеспособных микроорганизмов. Таким образом, характер кинетики расходования субстрата является определяющим в кинетике получения продукта. Литература 1. Rogers P.L., Bramall L., McDonald I.J. Kinetic analysis of batch and continuous culture of Streptococcus cremoris HP // Can. J. Microbiol., 1978, no. 24, pp. 372–380. 2. Nielsen J., Nicolajsen K., Villadsen J. Structured modeling of a microbial system: II. Experimental verification of a structured lactic acid fermentation model // Biotechnol. and Bioeng., 1991. no. 38. pp. 11–23. 3. Monteaguado J.M., Rodriegues L., Rincon J., Fuertes J. Kinetics of lactic asid fermentation by Lactobacillus delbrueckii grown on beet molasses // J. Chem. Tech. Biotechnol., 1997, no. 58, pp. 271–276. 4. Boonmee M., Leksawasdi N., Bridge W., Rogers P.L. Batch and continuous culture of Lactococcus lactis NZ133: experimental date and model development // Biochem. Eng. Journal, 2003, no. 14, pp. 127–135. 5. Nandasana A.D., Kumar S. Kinetic modeling of lactic asid production from molasses using Enterococcus faecalis RKYJ // Biochem. Eng. Journal, 2008, no. 38, pp. 277–284. |
 (1)
(1) (2)
(2) . (3)
. (3) .(4)
.(4) .(5)
.(5) , (6)
, (6) ,
, (7)
(7) , (8)
, (8) ; (10)
; (10) ; (11)
; (11) . (12)
. (12) ;
;  ;
;  . (13)
. (13) (15)
(15) . (16)
. (16) ;
;  . (18)
. (18) . (19)
. (19) , (21)
, (21) . (22)
. (22) . (23)
. (23) . (24)
. (24) . (25)
. (25)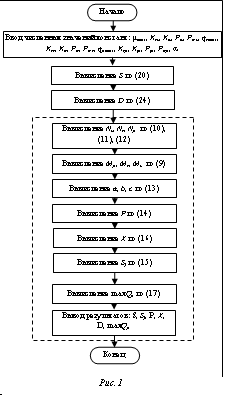 Разработка алгоритмов связана с конкретной постановкой задачи. Рассмотрим три варианта постановки. Первый – общий. Он не включает какие-либо ограничения на входные показатели процесса Sf и D. В результате реализации этого варианта вычисляются значения Sf и D, доставляющие максимум продуктивности Qp. Для полученных значений вычисляются показатели процесса – S, X, P и maxQp.
Разработка алгоритмов связана с конкретной постановкой задачи. Рассмотрим три варианта постановки. Первый – общий. Он не включает какие-либо ограничения на входные показатели процесса Sf и D. В результате реализации этого варианта вычисляются значения Sf и D, доставляющие максимум продуктивности Qp. Для полученных значений вычисляются показатели процесса – S, X, P и maxQp.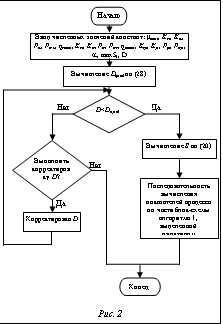 Блок-схема алгоритма оптимизации для второго варианта изображена на рисунке 2.
Блок-схема алгоритма оптимизации для второго варианта изображена на рисунке 2. (26)
(26)
 (28)
(28) в (14), получим
в (14), получим . (29)
. (29) . (30)
. (30) . (31)
. (31) . (32)
. (32)| Постоянный адрес статьи: http://swsys.ru/index.php?id=3252&like=1&page=article |
Версия для печати Выпуск в формате PDF (7.64Мб) Скачать обложку в формате PDF (1.33Мб) |
| Статья опубликована в выпуске журнала № 3 за 2012 год. [ на стр. 244-249 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Репрезентативность метрик на основе событий процессора Intel Sandy Bridge при анализе времени обработки данных в памяти
- Программный комплекс для расчета процесса нанесения покрытия в псевдоожиженном слое
- Теоретический подход к управлению социально-техническими системами
- Применение алгоритма перебора деревьев и метода имитации отжига для схемно-структурной оптимизации тепловых сетей
- Оптимизация процессов в сверхкритическом реакторе
Назад, к списку статей