Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Концепция управления процессом проектирования в САПР технологических процессов ковки
Аннотация:САПР технологических процессов (ТП) ковки различных видов поковок на молотах и прессах предусматривают возможность внесения пользователями корректировок в результаты проектирования, полученные в автоматическом режиме. При этом результаты проектирования представляют собой набор технологических параметров, отраженных в карте ТП ковки, и корректировка любого из них, как правило, требует повторного перепроектирования всего ТП с учетом внесенных ранее корректировок. В этом смысле речь идет об управлении пользователем процессом проектирования. В статье описываются принципы построения системы управления процессом проектирования в САПР ТП ковки на примере ковки валов на прессах. В общем случае все корректируемые параметры проектирования и предусмотренные управляющие воздействия на них разбиты на четыре группы по уровням значимости: генеральные, глобальные, локальные и индивидуальные. Разработана система классификации корректируемых технологических параметров и управляющих воздействий на них, определена взаимосвязь параметров управления и управляющих воздействий как между группами, так и внутри каждой из них. Для описания принципов управления САПР ТП ковки валов на прессах в режиме активного диалога пользователя с ЭВМ использован аппарат математической логики. Полученные результаты позволяют повысить устойчивость работы системы в изменяющихся производственных условиях, что значительно упрощает ее внедрение на различных предприятиях, а также создают предпосылки для разработки генетических алгоритмов проектирования технологии ковки, когда по мере накопления в процессе эксплуатации системы результатов проектирования оказанные управляющие воздействия систематизируются и автоматически используются системой для уточнения соответствующих алгоритмов.
Abstract:CAD systems for forging various kinds of forgings using hammers and presses give users the opportunity to correct results obtained in the automatic mode. Thus design results are a set of process variables reflected in a forging pro cess chart. Correction of any of these parameters generally requires the second redesign of the entire process with allowance for previous adjustments. In this sense we talk about controlling the desig process by user. The paper describes the principles of a design process control system in forging CAD systems on the example of press-forging of shafts. In general, all adjustable design parameters and supported control actions are divided into four groups a c-cording to the level of significance: general, global, local and individual. The authors developed a classification system for the adjustable process variables and control actions. They also defined an interrelation of control parameters and control a c-tions between groups as well as within each group. A mathematical logic apparatus is used to describe the control principles of CAD system for press-forging of shafts in the active user dialogue mode. Obtained results allow improving system stability under changing manufacturing conditions. This simplifies its imple-mentation in various enterprises and creates preconditions for developing genetic algorithms of forging technology design, when applied control actions are systematized and automatically used by the system to improve matching algorithms while accumulating design results during system operation.
| Авторы: Канюков С.И. (avk@imach.uran.ru) - Институт машиноведения Уральского отделения РАН (доцент, старший научный сотрудник), Екатеринбург, Россия, кандидат технических наук, Коновалов А.В. (avk@imach.uran.ru) - Институт машиноведения УрО РАН, г. Екатеринбург (профессор, зав. лабораторией), г. Екатеринбург, Россия, доктор технических наук | |
| Ключевые слова: концепция управления, процесс проектирования, ковка валов на прессе, сапр |
|
| Keywords: control concept, design, press-forging of shafts, CAD system |
|
| Количество просмотров: 11322 |
Версия для печати Выпуск в формате PDF (5.36Мб) Скачать обложку в формате PDF (1.03Мб) |
САПР технологических процессов (ТП) ковки различных видов поковок на молотах и прессах [1–3] дают возможность пользователям вносить корректировки в результаты проектирования, полученные в автоматическом режиме. Результаты проектирования заносятся в карту ТП ковки и взаимосвязаны между собой. Корректировка любого из них, как правило, требует повторного перепроектирования всего ТП с учетом внесенных ранее корректировок. То есть речь идет об управлении пользователем процессом проектирования.
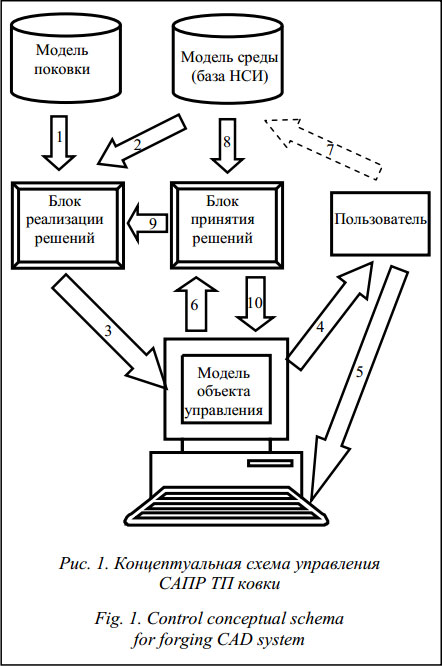
В данной статье рассматриваются принципиальные вопросы управления САПР ТП ковки на примере ковки валов на прессах, связанные с организацией активного диалога пользователя с системой. Концептуальная схема управления САПР ТП ковки представлена на рисунке 1. Объектом управления является процесс проектирования технологии ковки, который всегда происходит в определенных производственных условиях, то есть в конкретной среде проектирования. В качестве модели объекта управления выступает карта ТП ковки, отражающая все особенности спроектированного ТП и являющаяся одним из возможных решений поставленной задачи. Моделью среды является база нормативно-справочной информации (НСИ), включающая в себя данные о номенклатуре слитков, основном и вспомогательном оборудовании, инструментах, режимах нагрева и охлаждения, нормы на угары и уковы по выносам и др. Цель управления объектом состоит в получении технологии изготовления качественной поковки с минимальными материальными и энергетическими затратами. (Этапы проектирования на рисунке 1 показаны стрелками.) Первоначально на основе моделей поковки и среды (стрелки 1, 2) осуществляется проектирование ТП ковки в автоматическом режиме (стрел- ка 3), которое выполняется пакетом проектирующих программ САПР ТП ковки в блоке реализации решений. Если полученное решение (модель объекта управления) удовлетворяет требованиям, предъявляемым пользователем (стрелка 4), поставленная цель достигнута. Если цель не достигается, необходимо произвести корректировку решения, реализуя некоторое управляющее воздействие (в дальнейшем воздействие) на модель объекта управления (стрелка 5). Это воздействие выбирается пользователем на основе физических представлений о предметной области, моделей среды и объекта управления и передается (стрелка 6) в блок принятия решений, который реализован пакетом контролирующих программ САПР ТП ковки. Воздействие может быть оказано и на модель среды (стрелка 7) с последующей передачей его в блок принятия решений (стрелка 8). Однако это происходит достаточно редко и, как правило, на стадии настройки системы на конкретные производственные условия или в случае обнаружения ошибок в базе НСИ. Задача блока принятия решений состоит в проверке оказанного воздействия на корректность в двух аспектах. Во-первых, необходимо выполнить проверку на синтаксис, когда воздействие представляет собой значение, набранное пользователем, а не выбранное из предложенного системой списка. Во-вторых, требуется проверить воздействие на попадание в соответствующий ему доверительный интервал своих значений. Под доверительным интервалом здесь понимаются границы значений, в которых должно находиться каждое воздействие в соответствии с технологическими инструкциями на проектирование. Если оказанное воздействие в результате проверки является корректным, информация о воздействии передается в блок реализации решений (стрелка 9), который осуществляет перепроектирование ТП с учетом всех оказанных на данный момент воздействий. В противном случае воздействие отвергается (стрелка 10). При этом, если последнее воздействие в процессе перепроектирования не вступает в противоречие с воздействиями, оказанными ранее, оно признается технологичным и модель объекта управления переводится в новое состояние. Пользователь может оценить это, наблюдая модель объекта управления и сравнивая ее с целью проектирования. Результат такого наблюдения и сравнения инициирует либо новые воздействия на модель объекта управления в случае, когда цель не достигается, либо завершение работы в случае, когда цель достигнута. Если последнее воздействие при всей совокупности предыдущих воздействий не позволяет спроектировать модель объекта управления, в данный момент оно признается нетехнологичным и здесь возможны варианты для принятия дальнейших решений.
В первом варианте, опираясь на то, что система не имеет права самостоятельно исключать уже принятые технологичные воздействия пользователя, последнее воздействие следует отвергнуть. Однако у этого варианта есть существенный недостаток: если последнее отвергнутое воздействие с точки зрения пользователя является более важным по сравнению с предыдущими, для его реализации пользователю самому придется последовательно исключать все предыдущие воздействия и каждый раз пытаться перепроектировать ТП с этим новым воздействием, что не вполне логично. Поясним это на примере. На рисунке 2 приведена упрощенная типовая схема последовательности основных операций ковки валов на прессе. Все технологические операции ковки можно условно разбить на две группы: подготовительные (операции I.1, II.1, II.2) и основные (операции III.1, III.2, IV.1). К подготовительным отнесем операции, применяемые при ковке слитка: биллетировка исходного слитка (сбитие окалины и граней) и закатка цапфы, осадка сбиллетированного слитка (биллета), протяжка осаженного слитка в цилиндрическую заготовку. К основным – операции, во время которых непосредственно формируется конечная поковка (в операции III.1 пунктиром обозначен излишек металла со стороны цапфы, в операции III.2 – соответствующий обрубок). Допустим, пользователь начал корректировку модели объекта управления с того, что изменил (или зафиксировал) некоторые размеры заготовок в подготовительных операциях, например, в операции II.1 размеры осаженного слитка (hs, ds), при которых система успешно построила модель объекта управления, а затем решил произвести замену исходного слитка, изменив параметр s – обозначение слитка в базе НСИ, и это воздействие оказалось нетехнологичным, вступив в противоречие с зафиксированными размерами. Как известно, выбор слитка является определяющим этапом проектирования ТП, от которого зависят практически все параметры модели объекта управления, и его замена – действие гораздо более значимое по сравнению с определением размеров заготовок по операциям. В этом случае нелогично предлагать пользователю самому исключать уже оказанные воздействия на размеры hs и ds. Правильнее будет при возникновении противоречий автоматически исключать менее значимые воздействия, но для этого требуются разработка системы классификации множества возможных воздействий и определение статуса (значимости) каждого воздействия. В этом заключается суть логики управления САПР ТП ковки валов на прессах. Основная идея, озвученная в работе [4], заключается в подмене сложной математической модели реального процесса на логико-лингвистическую модель управления данным процессом. В рамках данного подхода предполагается использовать опыт пользователя, управляющего этим процессом. Стратегия управления, используемая пользователем, по существу является набором правил, которые может выполнить человек, но трудно формализовать, используя обычные алгоритмы. Пусть X = {x1, x2, …, xn} – множество технологических параметров, которые характеризуют модель объекта управления, полученную после реализации множества воздействий V = {va, vb, …, vc}. На каждый параметр xi (i = 1, 2, …, n) может быть оказано несколько последовательных воздействий, но, поскольку каждое следующее воздействие на xi заменяет предыдущее, индекс при v соответствует индексу при x. Допустим, что на параметр ТП xj(1 £ j £ n) оказывается новое воздействие vj(xj) (или просто vj), более значимое по сравнению с воздействиями множества V. Отметим, что каждое воздействие пользователя vj может представлять собой только одно из трех событий: А: изменить параметр xj; В: зафиксировать параметр xj; (1) С: отменить ранее оказанное воздействие на параметр xj. При описании логики управления САПР ТП ковки валов удобно использовать аппарат математической логики, основным понятием которой является понятие «простые и сложные высказывания», каждое из которых может быть либо истинным, либо ложным. Введем следующие высказывания: – высказывание kj: «воздействие vj корректно»; – высказывание rj: «решение при воздействии vj получено» (модель объекта управления (2) успешно построена); – высказывание pj: «воздействие vj принимается». В соответствии с логикой управления САПР ТП ковки, когда истинность высказывания kj проверяет блок принятия решений, а истинность высказывания rj – блок реализации решений, связь между высказываниями (2) можно описать выражениями
kj Ù rj Þ pj, (4)
Выражения (3–5) интерпретируются соответственно следующим образом: – vj некорректно Þ vj отвергается; – vj корректно и решение получено Þ vj принимается; – vj корректно и решение не получено Þ исключаются менее значимые воздействия va, vb, …, vc и vj принимается. В последнем случае информация об оставшихся воздействиях передается в блок реализации решений и проектирование выполняется заново. Очевидно, что при наступлении событий В или С (1) всегда справедливо соотношение (4). Относительная значимость каждого воздействия на соответствующий ему корректируемый параметр устанавливается на основе физических представлений о предметной области. Например, для упрощенной схемы основных операций ковки вала на рисунке 2 множество корректируемых параметров может быть представлено выражением X = {s, lb, lc, dc, hs, ds, dk, lk, d1, li, d2, do}. (6) Отметим, что параметр d3 (см. рис. 2) не входит в выражение (6), так как является размером конечной поковки и, естественно, не корректируется. Взаимосвязь относительной значимости воздействий v на корректируемые параметры в выражении (6) схематично отражена на рисунке 3.
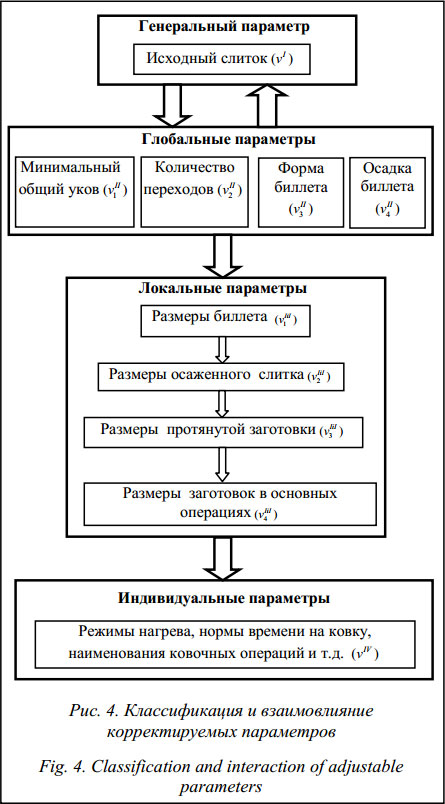
Как видно из рисунка 3, относительная значимость воздействий уменьшается слева направо (по направлению стрелок) в порядке, соответствующем последовательности решения задач проектирования ТП. Наиболее значимым воздействием является замена слитка v(s). Параметры осаженного слитка hs и ds, как и протянутой цилиндрической заготовки dk и lk, взаимосвязаны через условие постоянства объема, и поэтому корректировка одного из них влечет за собой однозначное изменение другого. Параметры цапфы lc и dc между собой непосредственно не связаны, и корректировка любого из них влияет только на размер излишка li и обрубка lo. Рассмотренный пример не отражает всей сложности взаимосвязей корректируемых параметров и воздействий, оказываемых на них, и в одной статье нет возможности охватить все множество корректируемых параметров, поэтому в дальнейшем ограничимся описанием наиболее важных параметров, которые так или иначе связаны с геометрией заготовок по операциям. В общем случае все корректируемые параметры проектирования в САПР ТП ковки валов на прессах и предусмотренные воздействия на них разбиты на четыре группы по уровням значимости (рис. 4). Рядом с названием корректируемых параметров на рисунке 4 в скобках указано обозначение соответствующих воздействий на эти параметры. Верхний индекс при v обозначает групповой уровень значимости воздействия. Стрелки отражают взаимовлияние корректируемых параметров.
Генеральное воздействие vI предусматривает замену выбранного слитка и обладает наибольшей относительной значимостью. По аналогии, пользуясь системой обозначений (2), можно записать:
где nII, nIII, nIV – соответственно количество глобальных, локальных и индивидуальных корректируемых параметров, на которые оказаны воздействия. Последнее выражение интерпретируется следующим образом. Если воздействие vI корректно, то есть выбранный на замену слиток соответствует весу исходной поковки, и решение не получено, то все оказанные ранее менее значимые воздействия отвергаются, воздействие vI принимается, после чего проектирование выполняется заново. В состав глобальных параметров входят (см. рис. 4) минимальный общий уков, количество переходов, форма биллета и осадка биллета. Минимальный общий уков – это минимально допустимая степень деформации поковки за весь процесс ковки. Рекомендации по расчету общего укова и определению его минимального значения приведены в работах [5, 6]. Отметим только, что увеличение минимального значения общего укова может потребовать увеличения размеров исходной заготовки (например, на рисунке 2 привести к увеличению диаметра ds осаженного слитка), что, в свою очередь, может привести к замене исходного слитка. Переходом при ковке на прессах называют группу кузнечных операций, выполняемых за один нагрев (вынос). Например, на рисунке 2 к первому переходу относится операция I.1, ко второму – операции II.1 и II.2, к третьему – операции III.1 и III.2, в последнем переходе осуществляется окончательная ковка. К каждому переходу предъявляются определенные технологические требования, связанные в основном с минимальными уковами за переход. Естественно, чем больше количество переходов, тем больший размер должна иметь исходная заготовка. Возможны следующие значения параметра «форма биллета» в САПР ТП ковки валов на прессах: «усеченный конус» (как на рис. 2), «цилиндр», «вогнутая бочка», «выпуклая бочка» и «слиток» (когда операция биллетировки исключена и в качестве биллета используется исходный слиток). Параметр «осадка биллета» принимает только два значения: «да» – когда осадка предусмотрена (операция II.1 на рис. 2) и «нет» – когда операция осадки исключена из ТП ковки. Глобальные воздействия Влияние глобального воздействия на другие глобальные, локальные и индивидуальные воздействия описываются выражениями:
Первое выражение интерпретируется аналогично выражению для генерального воздействия, второе говорит о том, что если после исключения менее значимых воздействий решение В отличие от глобальных локальные параметры корректируются в пределах выбранного слитка и взаимосвязаны, поэтому относительная зна- чимость соответствующих воздействий характеризуется двумя показателями: групповой уровень значимости (верхний индекс при v) и уровень значимости внутри группы (нижний индекс при v), который соответствует порядку определения этих параметров в процессе проектирования. Влияние любого локального воздействия
Локальное воздействие всегда находится в рамках, которые определяются значениями более значимых параметров. Например, если оказывается локальное воздействие на размеры осаженного слитка ( Таким образом, САПР ТП ковки валов на прессах строится в древовидной форме с выделением точек (узлов) возможных воздействий пользователя. После реализации автоматического режима проектирования пользователь анализирует полученную модель объекта управления и при необходимости последовательно вносит управляющие корректировки в результаты проектирования, которые обрабатываются системой в соответствии с изложенными принципами. Рассмотренная схема управления САПР технологии ковки валов на прессах позволяет получать приемлемые решения даже при существенном изменении условий производства, что значительно упрощает ее внедрение на предприятиях. Литература 1. Коновалов А.В., Арзамасцев С.В., Шалягин С.Д., Муйземнек О.Ю., Гагарин П.Ю. Интеллектуальная САПР технологических процессов ковки валов на молотах // Заготовительные производства в машиностроении. 2010. № 1. С. 20–23. 2. Чесноков В.С., Каплунов Б.Г., Возмищев Н.Е. [и др.]. Разработка и применение программного обеспечения для автоматизированного проектирования и моделирования процессов ковки и горячей штамповки // Кузнечно-штамповочное производство. Обработка материалов давлением. 2008. № 9. С. 36–44. 3. Канюков С.И., Арзамасцев С.В. Система автоматизированного проектирования технологии ковки ступенчатых валов // Кузнечно-штамповочное производство. Обработка материалов давлением. 1995. № 9. С. 13–14. 4. Рыжов А.П. Элементы теории нечетких множеств и измерения нечеткости. М.: Диалог–МГУ, 1998. 75 с. 5. Антрошенко А.П., Федоров В.И. Металлосберегающие технологии кузнечно-штамповочного производства. Л.: Машиностроение, 1990. 279 с. 6. Трубин В.Н., Макаров В.И., Орлов С.Н., Шипи- цин А.А., Трубин Ю.В., Лебедев В.А. Система управления качеством проектирования технологических процессов ковки. М.: Машиностроение, 1984. 184 с. References 1. Konovalov A.V., Arzamastsev S.V., Shalyagin S.D., Muyzemnek O.Yu., Gagarin P.Yu. Intelligent CAD for technological processes of shaft hammering. Zagotovitelnye proizvodstva v mashinostroenii [Blank production in engineering]. 2010, no. 1, pp. 20–23 (in Russ.). 2. Chesnokov V.S., Kaplunov B.G., Vozmishchev N.E. Developing and applying automated design and modeling software for hammering and drop stamping processes. Kuznechno-shtampovochnoe proizvodstvo. Obrabotka materialov davleniem [Press forging. Materials processing under pressure]. 2008, no. 9, pp. 36–44 (in Russ.). 3. Kanyukov S.I., Arzamastsev S.V. Automated design system for stepped shaft hammering. Kuznechno-shtampovochnoe proizvodstvo. Obrabotka materialov davleniem [Press forging. Materials processing under pressure]. 1995, no. 9, pp. 13–14 (in Russ.). 5. Ryzhov A.P. Elementy teorii nechetkikh mnozhestv i izmereniya nechetkosti [Elements of fuzzy sets theory and fuzziness measurement]. Moscow, Dialog – MGU Publ., 1998, 75 p. 6. Antroshenko A.P., Fedorov V.I. Metallo-sberegayushchie tekhnologii kuznechno-shtampovochnogo proizvodstva [Metal saving technologies in press forging]. Leningrad, Mashinostroenie Publ., 1990, 279 p. 7. Trubin V.N., Makarov V.I., Orlov S.N., Shipitsin A.A., Trubin Yu.V., Lebedev V.A. Sistema upravleniya kachestvom proektirovaniya tekhnologicheskikh protsessov kovki [Quality management system for hammering design]. Moscow, Mashinostroenie Publ., 1984, 184 p. |

 (3)
(3) . (5)
. (5)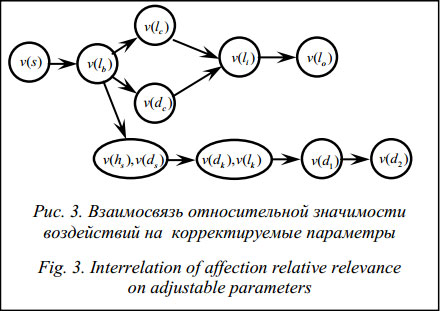
 обладают одинаковой относительной значимостью в том смысле, что ни одно глобальное воздействие не может отменить другое, при этом любое глобальное воздействие может привести к замене незафиксированного слитка.
обладают одинаковой относительной значимостью в том смысле, что ни одно глобальное воздействие не может отменить другое, при этом любое глобальное воздействие может привести к замене незафиксированного слитка.
 .
. получить не удается, воздействие
получить не удается, воздействие  отвергается.
отвергается. на другие описывается выражением
на другие описывается выражением
 на рис. 4), для его корректности необходимо, чтобы оно находилось в технологических границах, соответствующих уже определенным к этому моменту генеральному и глобальным параметрам, а также размерам биллета
на рис. 4), для его корректности необходимо, чтобы оно находилось в технологических границах, соответствующих уже определенным к этому моменту генеральному и глобальным параметрам, а также размерам биллета  Индивидуальные параметры представляют собой данные, воздействия на которые не требуют перепроектирования ТП. Такие воздействия аналогичны действиям пользователя посредством ластика и ручки, когда в отдельные фрагменты уже готовой карты ТП (модели объекта проектирования) вносятся некоторые несущественные исправления.
Индивидуальные параметры представляют собой данные, воздействия на которые не требуют перепроектирования ТП. Такие воздействия аналогичны действиям пользователя посредством ластика и ручки, когда в отдельные фрагменты уже готовой карты ТП (модели объекта проектирования) вносятся некоторые несущественные исправления.| Постоянный адрес статьи: http://swsys.ru/index.php?id=3871&page=article |
Версия для печати Выпуск в формате PDF (5.36Мб) Скачать обложку в формате PDF (1.03Мб) |
| Статья опубликована в выпуске журнала № 3 за 2014 год. [ на стр. 126-131 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Библиотека компонентов внутрисхемного тестирования смешанных интегральных схем
- Программная реализация адаптивной компонентной автоматизированной обучающей системы
- Комплекс программ оптимизации компоновки объектов химических производств
- Генетический алгоритм проектирования основных переходов в САПР технологических процессов ковки валов
- Лингвистическое обеспечение САПР технологии ковки валов на прессах
Назад, к списку статей