Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программно-технический комплекс для диагностики непрерывных производств в условиях неопределенности
Аннотация:
Abstract:
| Авторы: Палюх Б.В. (pboris@tstu.tver.ru) - Тверской государственный технический университет (профессор), г. Тверь, Россия, доктор технических наук | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 15813 |
Версия для печати |
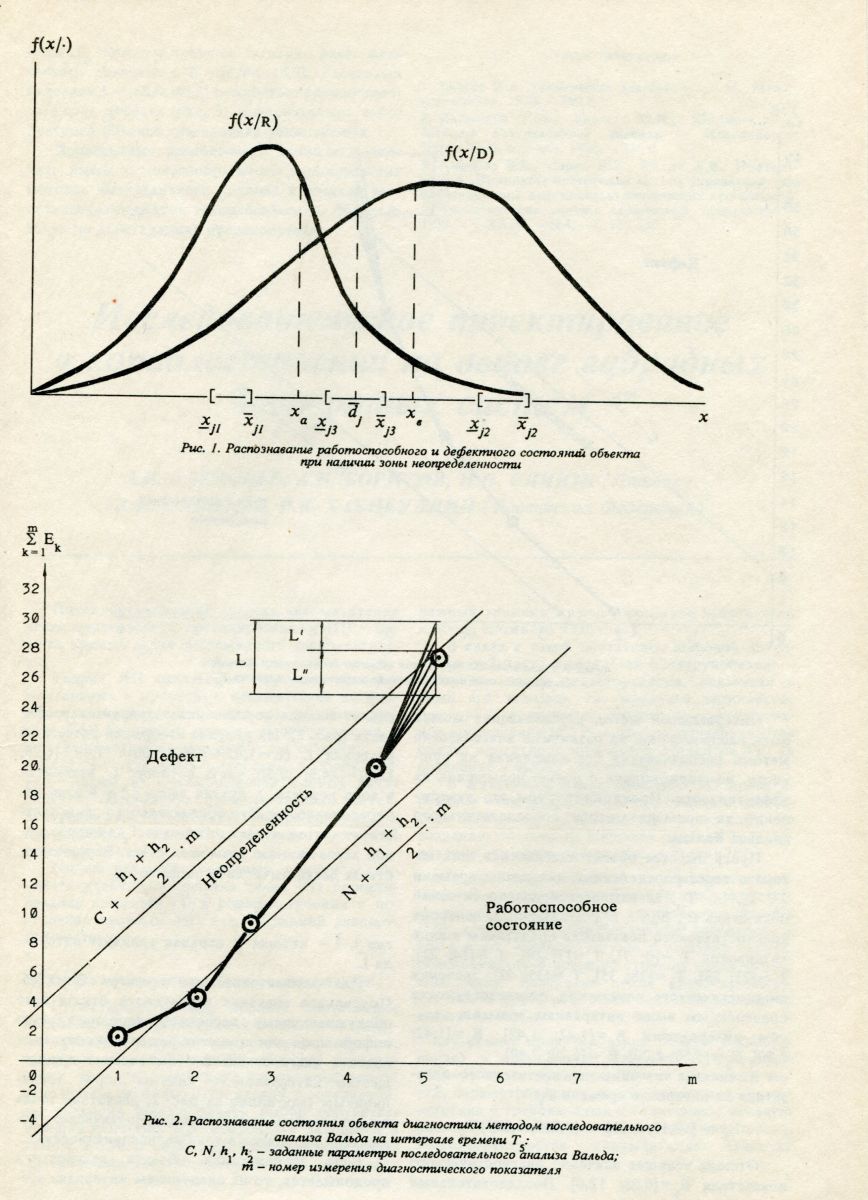
Программно-технический комплекс состоит из персональной ЭВМ типа IBM PC, микропроцессорных средств сбора информации стандартного исполнения, специально разработанного прибора виброакустической диагностики ВДИК-01МП и программного обеспечения, которые предназначены для создания гибридной автоматизированной системы технической диагностики ГАСТД. Отличительной особенностью ГАСТД является использование как формальных, так и неформальных знаний и процедур. Функционально ГАСТД состоит из ряда функциональных подсистем, которые решают задачи диагностики отказов и управления процессом вывода производства из предаварийных состояний. Подсистемы обмениваются информацией с базой данных и базой знаний экспертной системы. Экспертная система и пакеты прикладных программ написаны на алгоритмическом языке высокого уровня С++. Задача распознавания дефектов на действующем производстве относится к классу задач технической диагностики. Рассмотрим классическую постановку задачи технической диагностики и распознавания дефектов. Конечной целью диагностирования является определение одного из заданных видов технического состояния, к которому может быть отнесено наблюдаемое текущее состояние объекта. Для проведения диагностирования необходимо задать виды технического состояния объекта, указать соответствующие граничные условия и проверить выполнимость этих условий по каждой переменной состояния. Пусть условие работоспособности объекта по некоторой переменной xj€X задается в виде неравенства dj ≤ xj≤dj’ , где dj, dj’ - соответственно нижнее и верхнее допустимые значения переменной xj. Выход значения xj за пределы интервала [dj : dj] фиксируется как дефект, а соответствующее данной ситуации состояние объекта -как неработоспособное. Таким образом, задача технической диагностики заключается в определении переменных состояния xj объекта, которые могут быть как наблюдаемыми, так и ненаблюдаемыми (задача контролероспособности), и отнесение состояния объекта к одному из возможных классов (задача распознавания). В задачу контролероспособности входит получение достоверной диагностической информации. Обычно в качестве диагностической информации используются измеряемые (наблюдаемые) технологические переменные (температура, давление и др.). Эти переменные можно представить в виде v-мерного вектора Х = (х1, ..., хj ..., хv ). Решая задачу распознавания на основе анализа вектора X, можно определять дефекты объекта диагностики. Эту задачу, по сравнению с классической, можно значительно упростить, если вычислять гарантированную оценку одного обобщенного (ненаблюдаемого) диагностического показателя Xj. для заданного объекта диагностики. Показатель Xj вычисляется через ряд наблюдаемых технологических переменных. В этом случае необходимо провести декомпозицию производства на определенное количество технологических цепей и участков цепей, которые характеризуются одним обобщенным диагностическим показателем (например коэффициент полезного действия компрессора, коэффициент гидравлического сопротивления участка гидравлической цепи и т.п.) [3]. Гарантированную оценку обобщенного диагностического показателя можно получить, если вычислять его не через измеренные мгновенные значения косвенных технологических переменных, а через интервалы изменения технологических переменных за заданный интервал времени, которые гарантированно должны включать истинные значения переменных. Гарантированную оценку предлагается вычислять методами интервального анализа [2]. Обобщенный диагностический показатель X вычисляется по значениям косвенных наблюдаемых технологических переменных Zk =[zk ; zk’ ], к=1,К, путем решения уравнения Fj (Xj; Zk; А1) = 0, где коэффициенты A1, 1—1,L могут быть как вещественными числами, так и интервалами. Методы интервального анализа позволяют более просто и надежно решить также и задачу распознавания. Проведем сравнение классического вероятностного подхода к решению задачи распознавания с методами, основанными на интервальном анализе. При использовании интервального подхода вводится понятие индикаторных функций J(Xj). Если согласно технологическому регламенту состояние дефекта наступает при выходе обобщенного диагностического показателя Xj =[хj ; хj’] за верхнюю допустимую границу dj’, то правило решения будет следующим: Обозначим работоспособное состояние объекта символом R, а дефектное — D. Если J1(Xj)=l, то Xj€R; если J1(XJ) = -1, то Xj€D; если J1(Хj) = 0, то - неопределенное состояние. Если состояние дефекта определяется при выходе Xj за нижнюю допустимую границу dj, то применяется индикаторная функция J2(xj): Если J2(Xj)=1, то Xj€R; если J2(Xj)= -1, то Xj€D; если J2(Xj) = 0, то - неопределенное состояние. При неопределенном состоянии можно рассчитать вероятность наличия дефекта Q. В случае использования функции J1(Xj) Предлагаемый метод распознавания имеет зону неопределенности. Отказ от распознавания является нежелательным событием. Он свидетельствует о том, что имеющейся информации недостаточно для принятия решения и нужны дополнительные данные. Зону неопределенности применяют в классических методах распознавания в тех случаях, когда требуется высокая надежность распознавания (большая стоимость пропуска дефекта и ложной тревоги). Правило решения в классической постановке [1] можно проиллюстрировать следующим образом (рис. 1): при х≤ха x€R; при х≥хb x€D; при xab -отказ от распознавания. При распознавании с зоной неопределенности важнейшим показателем качества распознавания является вероятность отказа от распознавания. Рассмотрим условия, при которых распознавание с помощью интервального анализа эффективнее классического. Пусть состояние дефекта определяется при выходе Xj за верхнюю допустимую границу dj’ (рис. 1). Тогда при значении Xj1 =[хj1 ; хj1’] принимается решение о состоянии R, при Xj2 =[хj2 ; хj2’] принимается решение о состоянии D, а при Xj3 =[хj3 ; хj3’] - о неопределенном состоянии. Обозначим вероятность отказа от распознавания при классическом методе распознавания Рок , а при интервальном методе - Рои . Докажем, что при одинаковых условиях интервальный метод эффективнее классического. где Р1 - априорная вероятность диагноза R, которая определяется на основании предварительных статистических данных; Р2 - априорная вероятность диагноза D. Из выражений (1) и (2) видно, что Рок > Рои. Следствие. Чтобы найти максимальную ширину интервала Xj, при которой результаты распознавания интервальным методом будут не хуже, чем классическим, надо приравнять правые части выражений (1) и (2), задать значение хj3- xa и вычислить из выражения (3) хj* : В выражении (3) все величины, кроме хj-* , заданы, поэтому по нему можно вычислить хj-* , а значит, и максимальную ширину хj: Если W(XJ) > Wmax(XJ), то применение интервального метода распознавания нецелесообразно. Аналогичные рассуждения можно привести и для случая выхода XJ за нижнюю допустимую границу dj.
Интервальный метод распознавания может быть распространен на различные классические методы распознавания без изменения их сущности, но модифицируя с целью повышения их эффективности. Проиллюстрируем это утверждение на примере метода последовательного анализа Вальда. Пусть имеется объект диагностики, для которого через определенные интервалы времени Т1, T2, …, Tm, ... измеряется диагностический показатель E1, E2, …, Em, … Периоды контроля диагностического показателя представим в виде интервалов Т1 = [0; 7], Т2 = [7; 14], Т3 = [14; 21], Т4=[21; 28], T5 = [28; 35], Т6 = [35; 42]. Значения диагностического показателя, соответствующие приведенным выше интервалам времени, зададим интервалами Е1 =[1,42; 1,42], Е2 =[1,42; 3,50], Е3 = [3,50; 6,20], Е4=[6,20; 7,49]. Вычислим значение диагностического показателя на интервале времени Т5 : Е5 = [-2,11; 1,51] + [0,299; 0,299]*T5. Отсюда текущее значение диагностического показателя Е5 =[6,28; 12,0]. Последовательный анализ Вальда хорошо иллюстрируется графически (рис. 2). На рисунке изображен расчетный интервал L (L = 1,42 + 3,50 + 6,20+ 7,49+ [6,28; 12,0] = [24,9; 30,6]), часть которого L' находится в зоне дефекта, а другая часть L" - в зоне неопределенности. Это обстоятельство свидетельствует о том, что на интервале Т5 с определенной вероятностью возможен отказ. Вероятность отказа легко вычислить по формуле где 1, 1- - нижняя и верхняя границы интервала L. Для рассматриваемого примера Q = 0,266. Полученное значение вероятности отказа дает обслуживающему персоналу дополнительную информацию для принятия решения о состоянии объекта диагностики. В этом состоит преимущество интервального анализа перед традиционным (как видно из рис. 2, расчетная точка по мгновенным значениям диагностического показателя находится в зоне неопределенности). Если эксплуатация объекта диагностики продолжается, то на следующем интервале времени Т6 получим текущее значение диагностического показателя Е6 =[8,90; 15,9]. Расчетный интервал L = [39,0; 46,9] полностью располагается в зоне дефекта (рис. 3), следовательно, эксплуатация объекта диагностики недопустима. Проведенные исследования позволяют сделать вывод о целесообразности использования методов интервального анализа в задачах распознавания дефектов технологического оборудования на действующих производствах. Список литературы 1. Биргер И.А. Техническая диагностика. - М.: Машиностроение, 1978. — 240 с. 2. Калмыков С.А., Шокин Ю.И., Юлдашев З.Х. Методы интервального анализа. - Новосибирск: Наука. Сиб. отд-ние, 1986. - 224 с. 3. Кафаров В.В., Перов В.Л., Палюх Б.В., Протасова Л.В. Принципы построения систем управления эксплуатационной надежностью химических производств. // Теоретические основы химической технологии. -1989. - Т.ХХШ. - №4. - С.514-520. |

| Постоянный адрес статьи: http://swsys.ru/index.php?id=40&like=1&page=article |
Версия для печати |
| Статья опубликована в выпуске журнала № 1 за 1994 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Средства сетевого менеджмента в мультисетевых структурах
- Общее информационное пространство задач кораблестроения. Концепция построения информационной модели
- Механизм контроля качества программного обеспечения оптико-электронных систем контроля
- Интерактивная процедура построения модели тренда для экономических показателей
- Проблемы визуализации и отображения информации
Назад, к списку статей