Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Использование программного обеспечения для определения и прогнозирования показателей качества экструдированной продукции
Аннотация:В статье описано получение численных значений параметров качества гранул при экструдировании измельченных зерен пшеницы. Качество экструдированной продукции в основном зависит от прочности и однородности гранул. Область применения готового продукта может изменять требования к качеству в широких пределах. Прочность гранулы оценивается импульсом нормальных напряжений, смешивание и однородность – импульсом касательных напряжений, возникающих в обрабатываемом материале в процессе экструдирования. На основании математической модели, описывающей технологический процесс, разработано программное средство, которое позволяет вычислять технико-экономические параметры: производительность, КПД, мощность, время прессования, силу, действующую на рабочие органы, крутящий момент, а также импульсы нормальных и касательных напряжений. На основании проведенных физических экспериментов получены численные значения прочности, крошимости и увеличения объема гранул при определенных кинематических, геометрических и конструктивных параметрах шнека экструдера. При тех же заданных значениях параметров был проведен вычислительный эксперимент с использованием разработанного программного средства. С помощью второго программного средства были получены эмпирические зависимости, связывающие показатели качества готовой продукции с импульсами нормальных и касательных напряжений. Для улучшения визуализации полученных результатов построены поверхности отклика. На них графически отображаются зависимости прочности, крошимости и увеличения объема от импульсов нормальных и касательных напряжений. Таким образом, проводя вычислительные эксперименты (используя первое программное средство) и варьируя широким диапазоном данных (кинематических, конструктивных, геометрических), можно прогнозировать численные значения параметров качества готовой продукции. Это позволяет на этапе эскизного проектирования создавать экструзионную технику с заданными требованиями и характеристиками.
Abstract:The article describes the means of obtaining numerical values of grain quality parameters of extruded shredded wheat. Extruded production quality depends on grain durability and uniformity. The final product application range can greatly change quality requirements. Granule durability is estimated by a normal voltage impulse, blending and uniformity – by the shear stress impulse arising in the work materials during extruding process. Based on the mathematical model which describes the production technology, special software was developed. It allows calculating technical and economic data (productivity, efficiency, power, pressing time, force operating on working bodies, torque effect, as well as normal and shear stress impulses). Carryed out physical experiments helped to get numerical figures of grain durability, destructibility and an increase of granule volume due to certain kinematic, geometrical and design parameters of an extruder’s screw. A computing experiment with the developed software was carried out using the same parameters. Empirical dependences, which connect indicators of finished goods quality with impulses of normal and shear stress were obtained using the second software appli-cation. Special surface responses were created to improve visualization of the results. The responses graphically display du-rability, destructibility, volume increase in normal and shear stress impulses. Thus, it is possible to predict numerical criteria of finished goods quality making computing experiments (using the first software) and varying a wide data range. It allows creating extrusive equipment with set requirements and characteristics at the outline design stage.
| Авторы: Зубкова Т.М. (bars87@mail.ru) - Оренбургский государственный университет (профессор), Оренбург, Россия, доктор технических наук, Колобов А.Н. (KolobovAN@ya.ru) - Оренбургский государственный университет (доцент), Оренбург, Россия, кандидат технических наук | |
| Ключевые слова: увеличение объема, прочность, крошимость, импульсы нормальных и касательных напряжений, вычислительный эксперимент, математическая модель, процесс экструдирования |
|
| Keywords: volume increase, strength, crumbleability, normal and shear stresses impulses, computing experiment, mathematical model, extrusion process |
|
| Количество просмотров: 10515 |
Версия для печати Выпуск в формате PDF (8.21Мб) Скачать обложку в формате PDF (1.09Мб) |
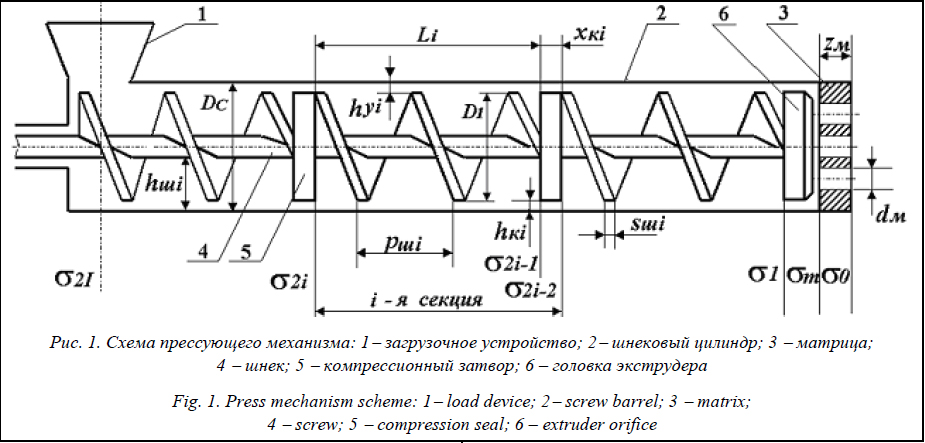
В настоящее время экструзионная техника имеет широкий спектр применения: в пищевой, бумажной, химической промышленности, при производстве и переработке пластических масс, в перерабатывающих отраслях АПК и др. Расчетами, математическим моделированием, проектированием, исследованием параметров, а также совершенствованием технологического процесса экструдирования занимались многие исследователи [1–17]. Качество экструдированной продукции в значительной степени зависит от прочности гранул и степени гомогенизации материала. Требования к прочности и однородности могут меняться в широких пределах в зависимости от области применения готового продукта. Для оценки качества гранул можно использовать импульсы нормальных Ss и импульсы касательных St напряжений. Условие образования прочной гранулы оценивается импульсом Ss сжимающих напряжений sc, смешивание и гомогенизация продукта – импульсом St касательных напряжений t. В шнековом прессующем механизме (рис. 1) эти импульсы имеют существенное значение в винтовых каналах шнека, в фильерах матрицы и компрессионных затворах прессующего механизма [1]. Математическое описание технологического процесса Обработку материалов растительного происхождения в экструдере можно представить как течение псевдопластической жидкости и описать их движение уравнением Оствальда де Виля, связывающим напряжение сдвига txy со скоростью сдвига gx: txy=μ’gxn, (1) где μ’ – коэффициент консистенции материала; n – индекс течения, характеризующий отклонение свойств данного материала от свойств ньютоновской жидкости. Задача сводится к решению системы уравнений:
i=2, 3, …, I, где I – число всех секций, на которые условно делится шнековый механизм для более точного математического описания технологического процесса, секция – элементарный шнековый прессующий механизм с условно постоянными параметрами процесса прессования; Ai – коэффициент, учитывающий реологические свойства материала, геометрические размеры канала шнека, характер движения, отклонения формы канала шнека от прямоугольной и искажение формы канала по сравнению с пространством между параллельными плоскостями, координату нейтральной плоскости (точка, где касательные напряжения равны нулю), а также геометрические размеры полости утечек и характер движения материала в полости утечек i-й секции; Bi – коэффициент, определяющий максимально возможный расход в канале с учетом его геометрических размеров, отклонение формы канала шнека от прямоугольной, искажение формы канала i-й секции; kф – число фильер в матрице; sM, s1, s2i-1, s2i – нормальные напряжения в матрице, в 1-й секции и в соответствующих секциях прессуемого материала; Ei – коэффициент, учитывающий реологические свойства материала, геометрические размеры компрессионного затвора и характер движения материала в компрессионном затворе i-й секции.
Параметр H можно определить для случая цилиндрических каналов фильер:
где dм – диаметр фильеры; zм – длина канала фильеры; m=1/n. Коэффициенты Ei, Bi, Ai находятся аналитически [1]. Решение системы уравнений (2) сводится к нахождению sM, s1, si, а далее рассчитываются производительность экструдера (в канале шнека, в компрессионном затворе и фильерах матрицы), мощность, сила, действующая на рабочие органы, КПД и др. [1]. Импульс сжимающих напряжений, получаемый потоком прессуемого материала:
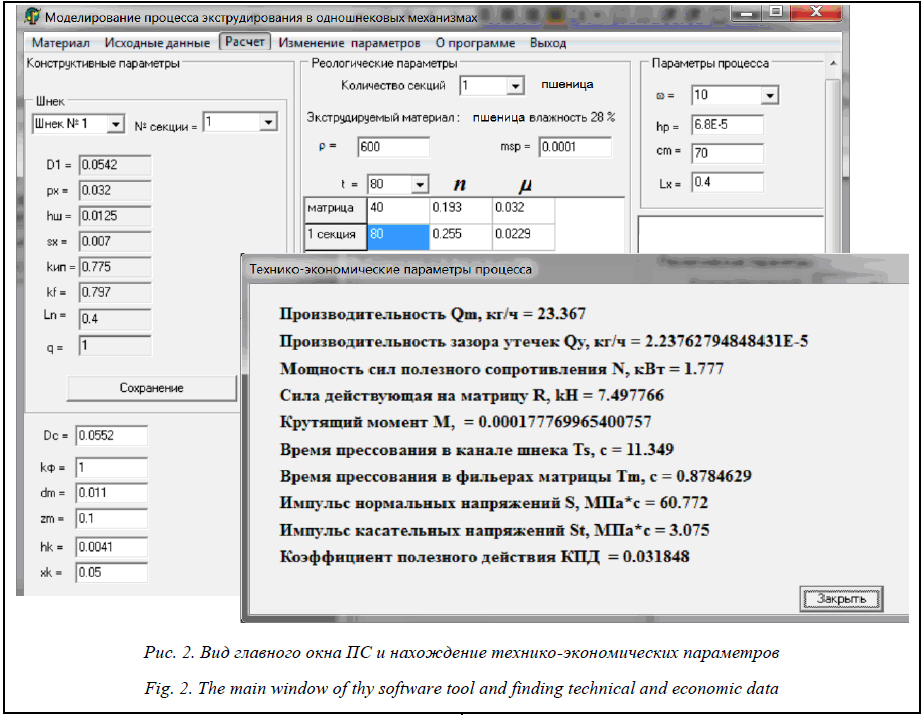
где Ssм – импульс сжимающих напряжений, получаемый материалом в фильерах матрицы; Ssкi, Ssшi – импульсы сжимающих напряжений в компрессионном затворе и канале шнека i-й секции. Общий импульс касательных напряжений, получаемый материалом в шнековом прессующем механизме: где Stм – импульс касательных напряжений, по- лучаемый материалом в фильерах матрицы; Stшi, Stкi – импульсы касательных напряжений в кана- ле шнека и компрессионном затворе i-й секции (рис. 1) [1]. Таким образом, импульсы нормальных и касательных напряжений можно найти аналитически, используя разработанное программное средство (ПС) [1, 7]. ПС «Расчет технико-экономических параметров одношнековых экструдеров» позволяет при заданных геометрических, конструктивных, кинематических и реологических параметрах вычислять технико-экономические параметры процесса экструдирования (рис. 2) [8]. Для проведения расчетов определяем, как будет осуществляться технологический процесс с оттоком или без оттока жидкой фазы, для этого во вкладке «Материал» выбираем соответствующий технологический процесс. При нажатии на клавиши «Конструктивные параметры» загружаются исходные данные для выбранного шнека. Чтобы определить реологические параметры, выбирается обрабатываемый материал и из БД загружаются реологические параметры выбранного сырья при заданной температуре.
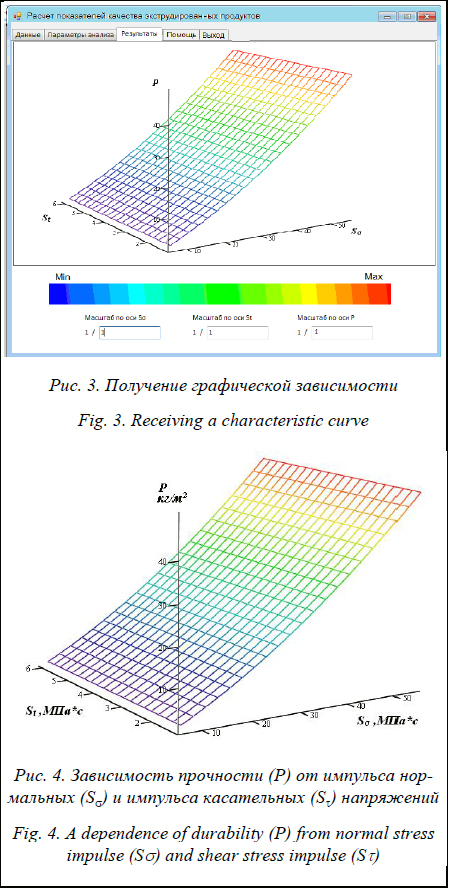
Результаты экспериментальных исследований Был проведен физический эксперимент при следующих значениях геометрических и конструктивных параметров: Dc=0,0552 м, внешний диаметр винтовой линии шнека D1=0,0542 м, толщина вершины лопасти шнека sшi=0,007 м, шаг винтовой лопасти шнека pшi=0,032 м, высота гребней шнека hшi=0,125 м, расстояние между шнеком и цилиндром hуi=0,005 м, длина шнека Li=0,4 м, ширина компрессионного затвора xki=0,05 м, высота компрессионного затвора hki=0,0041 м, диаметр фильеры матрицы dм=0,011 м, длина фильеры матрицы zм=0,02 м, угол подъема витка шнека a=13°, коэффициент искажения пространства kипi=0,775, коэффициент формы kfi=0,797, а также конструктивные параметры – число фильер kф=1, число заходов шнека qi=1. Были взяты реологические свойства зерен пшеницы при влажности 28 %, скорость вращения шнека изменяли соответственно от 10 до 23 рад/с [9]. При этих же параметрах был проведен вычислительный эксперимент, в результате которого получены все технико-экономические параметры процесса, в том числе определены импульсы нормальных и касательных напряжений [10]. На основании результатов физических экспериментов по определению прочности (P), крошимости (K) и увеличению объема (B) гранул, полученных из измельченной пшеницы, с помощью разработанного авторами ПС получены эмпирические зависимости этих параметров от импульсов нормальных Ss и касательных St напряжений [10]. Работа ПС показана на рисунке 3. При нажатии вкладки «Данные» информацию можно ввести с клавиатуры (затем сохранить) либо открыть существующий файл, также предусмотрена корректировка данных. Затем производится анализ исходной информации: задаются функция и аргументы, устанавливается значимость коэффициентов, в результате получается уравнение зависимости одного из параметров качества (прочности) от импульсов нормальных и касательных напряжений. При нажатии клавиши «Результаты» строится график.
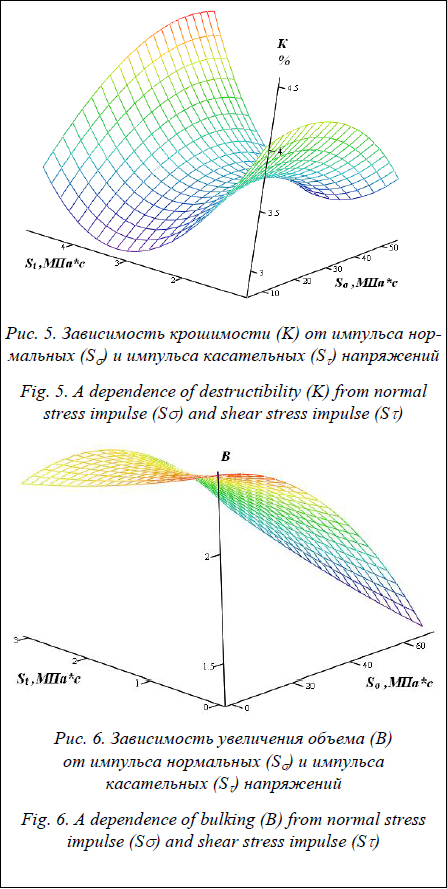
С использованием ПС получены уравнения регрессии, отображающие зависимость параметров, характеризующих качество продукции, от импульсов нормальных Ss и касательных St напряжений (зависимости (3)–(5)) [10]: P(Ss, St)=30,85 + 0,59Ss – 0,0072Ss2, (3) K(Ss, St) = 5,25 + 0,013Ss – 1,58St+0,01 SsSt – – 0,0006Ss2+0,23 St2, (4) B(Ss, St) = 2,33+0,001Ss –0,12St+0,003 SsSt – – 0,00019Ss2+0,012 St2. (5) На рисунках 4–6 показана графическая интерпретация результатов.
Литература 1. Карташов Л.П., Зубкова Т.М. Параметрический и структурный синтез технологических объектов на основе системного подхода и математического моделирования. Екатеринбург: УрО РАН, 2009. 225 с. 2. Оспанов А.А., Тимурбекова А.К., Муслимов Н.Ж. Эффективность процесса экструдирования полизлаковой смеси // Вестн. Воронежского гос. ун-та инженерных технологий. 2012. № 2. С. 13–16. 3. Пепеляева Е.В., Трутнев М.А. Влияние параметров экструзионной переработки на содержание свободной глюкозы в зерне озимой ржи // Пермский аграрный вестник. 2013. № 4 (4). С. 28–31. 4. Пищухин А.М., Шевченко М.Н. О проблемах моделирования процесса экструдирования пищевых материалов в среде ANSYS // Современные наукоемкие технологии. 2009. № 8. С. 49–51. 5. Пищухин А.М., Шевченко М.Н. Архитектура системы автоматизации проектирования шнековых экструдеров // Вестн. Самарского гос. технич. ун-та. Сер.: Технические науки. 2010. № 2 (27). С. 128–134. 6. Герасимов Е.В., Якубов Р.М., Сляднев Д.Н. Выбор факторов и уровней их варьирования, влияющих на процесс экструдирования кормов // Научные труды SWorld. 2014. Т. 9. № 3. С. 57–63. 7. Зубкова Т.М., Колобов А.Н. Зависимость показателей качества кормов от параметров экструдера // Техника в сельском хозяйстве. 2008. № 5. С. 12–14. 8. Зубкова Т.М., Мустюков Н.А., Корякина М.А. Расчет технико-экономических параметров одношнековых экструдеров. Свид. об офиц. регистр. Прогр. для ЭВМ № 2011612043. Роспатент № 2010617272. 9. Зубкова Т.М., Колобов А.Н., Мустюков Н.А. Физические эксперименты для определения показателей качества экструдированной продукции // Вестн. РАСХН. 2012. № 4. С. 7–9. 10. Зубкова Т.М., Колобов А.Н., Корякина М.А. Программа для расчета показателей качества экструдированных продуктов. Свид. об офиц. регистр. прогр. для ЭВМ №2009614615. Роспатент № 2009613523. 11. Рудой Д.В. Исследование процесса экструдирования комбикормов для рыб // Вестн. Казанского гос. аграрного ун-та. 2014. Т. 9. № 3 (33). С. 95–97. 12. Фролов В.Ю., Якубов P.M. Повышение эффективности процесса экструдирования соевых кормов // Механизация и электрификация сельского хозяйства. 2007. № 7. С. 32–33. 13. Новиков В.В., Янзина Е.В., Успенская И.В. Технология экструдирования кормов // Известия Самарской гос. сельскохозяйственной академии. 2009. № 3. С. 64–66. 14. Новиков В.В., Беляев Д.В., Мишанин А.Л. Обосно- вание потребной производительности отдельных участков шнекового пресса // Аграрный научный журнал. 2007. № 4. С. 48–49. 15. Мишанин А.Л. К вопросу оптимизации параметров матрицы экструдера // Изв. Самарской гос. сельскохоз. академии. 2008. № 3. С. 164–166. 16. Тимофеева Д.В., Зинюхина А.Г., Попов В.П., Корот- ков В.Г., Антимонов С.В. Оптимизация изменения агрегатного состояния сырья в процессе экструзии // Вестн. Оренбургского гос. ун-та. 2013. № 3 (152). С. 225–229. 17. Муслимов Н.Ж. Влияние влажности полизлаковой смеси и частоты вращения рабочего органа двухшнеково- го экструдера на эффективность ведения технологического процесса экструдирования // Молодой ученый. 2010. № 8-1. С. 116–120. |

 (2)
(2)
 ,
,
| Постоянный адрес статьи: http://swsys.ru/index.php?id=4039&page=article |
Версия для печати Выпуск в формате PDF (8.21Мб) Скачать обложку в формате PDF (1.09Мб) |
| Статья опубликована в выпуске журнала № 3 за 2015 год. [ на стр. 123-128 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Метод и программный комплекс для исследования процесса прессования композитов волокнистого строения
- Методика оценки точности нейросетевых моделей
- Программное обеспечение для моделирования тепловых процессов в прокатном валке
- Математическая модель защиты компьютерной сети от вирусов
- Моделирование восприятия мозгом анаграммно искаженного текста
Назад, к списку статей