Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Метод получения развертки деталей одежды с учетом деформационной способности материала
Аннотация:В работе предложен и исследован алгоритм получения развертки деталей швейного изделия (3DК) путем поэтапного преобразования триангуляционной сети деталей трехмерной конструкции изделия с использованием методов геометрического преобразования поверхности и физического моделирования поведения материала. На первом этапе осуществляется приведение объемной оболочки к плоскому виду путем проецирования ребер ячеек сети на плоскость развертывания. Затем применяется физическое моделирование, суть которого заключается в придании каждому узлу триангуляционной сети свойств материальной точки с массой, равной 1, а каждому ребру – упругой связи, стремящейся привести его длину к исходной длине. Процесс включает две временные стадии: рывок для выведения системы материальных точек из равновесия и переход детали к устойчивому равновесному состоянию (итерация), и продолжается до достижения минимальной суммарной силы по детали, что означает максимально возможное приближение геометрических характеристик 3DК и развертки. Оценка качества предложенного алгоритма осуществлена путем построения разверток шаровых сегментов полусферы. Показано, что развертка, получаемая в результате первого этапа преобразования, практически непригодна для раскроя детали из ткани, так как имеет недостаточную площадь. В результате физического моделирования происходит приведение площади детали к исходному значению, при этом периметр развертки всегда не меньше 3DК. Также может наблюдаться несоответствие основных габаритных размеров деталей, что говорит о необходимости применения принудительного формования либо использования свойств материалов для получения формы изделия. Величина деформации определяет корректность выбора материалов для модели. Метод реализован в САПР плотно облегающих изделий BustCAD и показал хорошие практические результаты.
Abstract:The research presents an algorithm for obtaining patterns of garment (3DK) using a phased conversion of triangulation part network of three-dimensional product construction using methods of geometric surface transformation and physical modeling of material behavior. On the first stage a 3D cover transforms into a flat view by projecting network cell edges on a deployment plane. Next, we use physical modeling, which consists in giving to each node of triangulation network the properties of a material point with a mass equal to 1, and giving to each edge an elastic connection, which seeks to result its length into an original length. The process involves two time steps: a spurt to unbalance the system of material points and transition of a detail to a sustainable equilibrium state (iteration). Then the process continues until reaching the minimum of total force on a detail. It means the maximum possible approximation of geometrical characteristics 3DK and a pattern. Quality evaluation of the algorithm is implemented by constructing scans of orbicular hemisphere segments. The paper shows that the patterns obtained in the first stage of conversion are practically unsuitable for cutting details of fabric, because it has an insufficient area. As a result of physical modeling, the details area reduces to its original value, herewith the patterns perimeter is always at least 3DK. In addition, there can be seen discrepancy between the main overall dimensions of details, which indicates that there is a need to use forced molding or deformation of materials properties to obtain the garment shape. The magnitude of the deformation determines the correct choice of materials for a model. The method is implemented in CAD of tight-fitting products BustCAD (Ivanovo, Russia) and showed good practical results.
| Авторы: Горелова А.Е. (GorelovaAnn@mail.ru) - «ИИТ Консалтинг» (доцент), Иваново, Россия, кандидат технических наук, Корнилова Н.Л. (nkorn@mail.ru) - Текстильный институт Ивановского государственного политехнического университета (доцент, начальник инжинирингового центра), Иваново, Россия, доктор технических наук, Григорьева З.Р. (zarema_grigoreva@inbox.ru) - Ивановский государственный политехнический университет (аспирант), Иваново, Россия, Аспирант , Васильев Д.А. (iitkons@mail.ru) - «ИИТ Консалтинг» (ведущий программист), Иваново, Россия, Корнилова Л.А. (lmila.korn@gmail.com) - Санкт-Петербургский национальный исследовательский университет информационных технологий, механики и оптики (Университет ИТМО), Санкт-Петербургский политехнический университет Петра Великого (лаборант), Санкт-Петербург, Россия, Магистрант | |
| Ключевые слова: свойства материалов, деформация участка поверхности, развертка трехмерной поверхности, физическое моделирование, геометрическое моделирование, сапр одежды |
|
| Keywords: properties of materials, urface portion deformation, scanning three-dimensional surface, physical modeling, geometrical modelling, apparel cad |
|
| Количество просмотров: 10860 |
Статья в формате PDF Выпуск в формате PDF (16.17Мб) Скачать обложку в формате PDF (0.62Мб) |
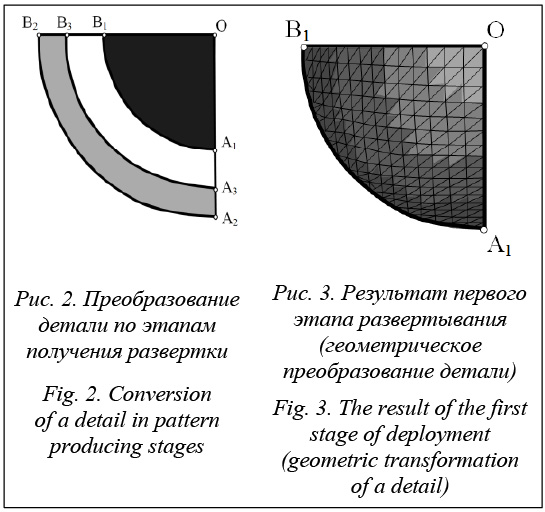
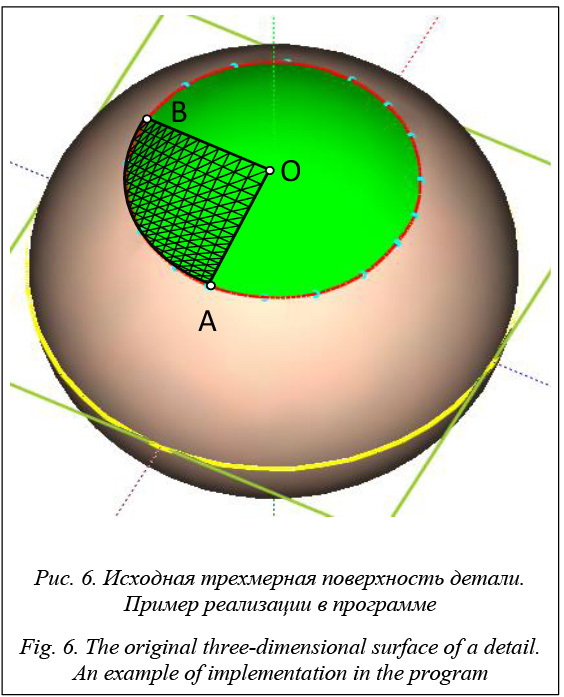
Совершенствование методов автоматизированного проектирования – одно из наиболее перспективных направлений исследований в швейной промышленности. Актуальным является переход к трехмерному проектированию модели с последующим построением лекал и визуализацией посадки проектируемого изделия на виртуальном манекене. Полную реализацию этого направления проектирования сдерживает отсутствие полноценного обеспечения информации о закономерностях формообразования оболочек под влиянием конструктивных особенностей изделия и показателей свойств материалов. Задача получения развертки одежды как неразвертываемой поверхности в 3D САПР сводится к определению возможной доли деформации и поиску замещающей геометрической фигуры, отличающейся от развертываемой на величину, не превышающую предел деформации [1]. Геометрические модели определяют трехмерную форму изделия набором развертывающихся линейных поверхностей, которые, с точки зрения дифференциальной геометрии, наследуют многие желательные характеристики и обеспечивают возможность использования параметрических моделей изделий. Так, в [2] предложен метод описания трехмерной поверхности конусами, в [3] разработан способ получения разверток на основе отображения на плоскость детали, инцидентной огибающей торсовой поверхности. В работе [4] исполь- зован метод, основанный на положениях теории чебышевских сетей: моделируется процесс укладывания пространственной сети на плоскость с решением задачи сведения к минимуму искажений для каждого выделенного участка поверхности. В [5] исследована возможность использования значений гауссовой кривизны для получения плоской развертки произвольной нелинейной поверхности. Исследования показали, что прямое применение данного алгоритма малоэффективно, поскольку отдельные куски поверхности для уменьшения своей гауссовой кривизны стремятся к минимальным размерам и в пределе стягиваются в точку. Недостатком всех чисто геометрических методов является то, что в них не учитывается способность материалов к деформации и сжатию при одевании трехмерной формы, изготовленной из плоских деталей. Физические модели направлены на использование в процессе развертывания свойств текстильных материалов подвергаться растяжению, сдвигу и изгибу. В работах [6, 7] используется пространственная сеть, представляющая собой пружинно-массовую модель, длины сторон ячеек которой могут изменяться в процессе развертывания, но при этом стремятся сохранить исходную длину. При развертывании решается задача поиска замещающей плоской детали с минимальной внутренней энергией сети. Методы [8, 9] основаны на минимизации энергии растяжимых деформаций триан- гуляционной сети. Достоинством методов физи- ческого моделирования является возможность получать развертки деталей любой формы и размера, не ограничивая конструктора в модельном решении. Авторами исследована возможность сочетания геометрических и физически ориентированных методов для получения развертки трехмерной детали одежды, наиболее соответствующей реальным условиям формообразования. Теоретические исследования Получение плоских шаблонов предложено осуществлять путем поэтапного преобразования триангуляционной сети деталей трехмерной конструкции изделия. Поверхность исходной трехмерной конструкции изделия (3DК) представляет собой жесткую оболочку, объемная форма которой в той или иной степени повторяет поверхность манекена. Трехмерная конструкция имеет структуру нерегулярной триангуляционной сети, в которой количество и размер ячеек зависят от формы и размера аппроксимируемого участка поверхности [10]. Количество ячеек сети 3DК определяет качество восприятия модели, точность и длительность процедуры развертывания. При создании модели изделия пользователь наносит на поверхности 3DК конструктивные линии и формирует детали. Исходная деталь представляет собой триангуляционную сеть, расположенную в трехмерном пространстве и ограниченную конструктивными линиями. Положение линий не всегда совпадает с вершинами ячеек, поэтому в их окрестностях происходит переразбиение изначальной сети (увеличение количества элементов). Геометрическими характеристиками трехмерной детали изделия являются количество ячеек N, их трехмерные параметры (длина и угол наклона ребер ячейки к каждой оси М= Задачей первого этапа является приведение объемной оболочки к плоскому виду. Для этого используется геометрическое моделирование (3DК→2DК1), включающее проецирование каждого элемента структуры (ребра ячейки)
Деталь 2DК1, полученная в результате геометрического преобразования (рис. 3), характеризуется неравномерно распределенной деформацией сжатия. Практически для каждой элементарной ячейки характерно соотношение На втором этапе с целью обеспечения соответствия площадей деталей 2DК и 3DК и перераспределения деформации по поверхности 2DК при- меняется физическое моделирование. Суть его заключается в придании каждому узлу триангуляционной сети свойств материальной точки с массой, равной 1, а каждому ребру – упругой связи, стремящейся привести его длину Рывок приводит в движение систему материальных точек в плоскости развертывания, увеличивая расстояние между ними в k р раз:
При таком преобразовании площадь и периметр детали принимают значения, большие, чем у ис- ходной трехмерной детали. Для каждой материальной точки можно вычислить равнодействующую силу по положению соседних материальных точек:
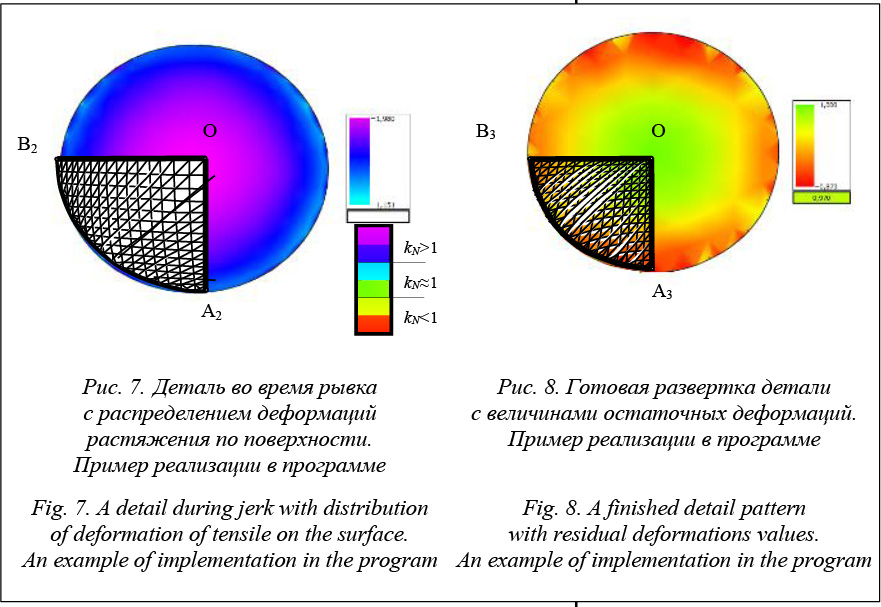
где n – количество соседних точек. После окончания рывка большинство сил взаимодействия направлены к центру детали (Fij>0). Силовое поле по детали распределяется неравномерно, деталь находится в максимально деформированном и неустойчивом состоянии. В ней преобладают деформации растяжения, а на участках, исходная деформация сжатия которых не компенсируется в результате рывка (kд∙kр< Переход к устойчивому равновесному состоянию (итерация) с физической точки зрения состоит в стремлении системы принять состояние с минимальным силовым полем по детали, уменьшив воздействие рывка. Процесс получения 2DК осуществляется в динамике, силовое поле по детали изменяется с течением времени:
где kж – коэффициент жесткости связи между точками i и j; В общем случае kж распределен по триангуляционной сети равномерно. Для большего приближения к свойствам текстильных материалов коэффициент жесткости упругой связи в ребрах, направленных по разным осям, может быть различным и соответствовать жесткости материала по основе (петельным столбикам) kжо и утку (петельным рядам) kжу, то есть kж (kжо, kжу). Значение kж определяется из требуемого соотношения площадей и длин (ширин) деталей 2DК и 3DК. Для ткани стремятся выполнить условие S2D≈S3D, для трикотажных полотен при выборе kжо и kжу учитывают растяжимость в разных направлениях и планируемую величину сокращения (увеличения) размеров вдоль петельных рядов (столбиков). Сила взаимодействия материальных точек в момент окончания рывка (t=0) может быть определена следующим образом:
а в момент перехода к равновесному состоянию (t=Т, ∑Fij→0) –
Согласно формуле (5), конечное положение точки не зависит от значения рывка. Положение материальных точек на каждом временном слое определяем с использованием метода численного интегрирования Верле [11]. Процесс продолжается до достижения минимальной суммарной силы по детали. Псевдокод алгоритма: пока (суммарная_деформация>порога_деформации) или изменение_деформации<порога изменения деформации) для каждого ребра ri найти разницу delta текущей длины ребра и начальной(3D) найти направление изменения rinorm=normalize(v2-v1) для каждой вершины ri (v1, v2) v1t+1=v1t+0.5*delta*kж(rinorm) v2t+1=v2t –0.5*delta*kж(rinorm) Процесс окончания развертывания характеризуется выражением ∑Fijt=T=min, что означает максимально возможное приближение геометрических характеристик 3DК и 2DК. Для развертывающихся участков ∑Fijt=T=0, что означает l2D=l3D, S2D=S3D. Для неразвертываемых поверхностей ∑Fijt=T≠0, то есть процесс остается до конца неуравновешенным. Состояние ∑Fijt=T=min для таких деталей возможно при наличии компенсирующих друг друга деформаций сжатия и растя- жения, что приводит к соответствию площадей исходной и полученной деталей (S2D – S3D ≈ 0), то есть kS≈1. Ошибки интегрирования могут приводить к движению и повороту всей сети в плоскости развертки. Поэтому вводится шаг компенсации положения детали как целого объекта. Для этого на каждой итерации вычисляются средний поворот (Rср) и смещение (Tср) всех узлов сети относительно начального момента времени t0, затем каждая вершина поворачивается на величину Rср и смещается на Tср. Для развертывания деталей с участками различной кривизны необходимо многократное повторение рывка и итерации до достижения желаемого результата. Для предотвращения складывания участков сети для каждого треугольника сети вводится шаг зеркального отражения вершин относительно противолежащих ребер. Для этого для каждой пары треугольников, смежных с ребром ri, определяется, лежат ли они по разные стороны от данного ребра; если это условие не выполняется, то одна из вершин симметрично отражается относительно оси, задаваемой ребром ri.
Результаты
В качестве критериев оценки соответствия размеров элементарных ячеек и деталей в исходной трехмерной конструкции (3DК) и в развертке (2DК) использовали относительные характеристики типа
где kд – коэффициент деформации структуры; N – оцениваемый параметр (длина l, периметр Р, площадь S); N3D и N2D – величина параметра, измеренного в исходной трехмерной конструкции (3DК) и в ее развертке (2DК) соответственно. При kд≈1 имеет место соответствие геометрических параметров трехмерной конструкции и полученной двумерной детали ((l3D – l2D)≈0, (Р2D-Р3D)≈0, (S2D-S3D)≈0). При kд<1 наблюдается деформация сжатия развертки, а при kд>1 – растяжение. Результаты измерения параметров исходных сегментов полусферы, расположенных на высоте от 10 до 60 мм относительно экватора (большого диаметра), и их разверток представлены в таблице. Обсуждение результатов На первом этапе в результате геометрического преобразования периметр исходной детали изменяется незначительно: kдР≈1, (Р2D-Р3D)≈0, а площадь сокращается: kдS<1, (S2D-S3D)<0. Величина деформации увеличивается с увеличением размера детали. То есть развертка, получаемая в результате первого этапа преобразования, практически непригодна для раскроя детали из ткани, так как имеет недостаточную площадь. В результате рывка площадь и периметр увеличиваются в 1,5–2 раза.
Для оценки возможности деформирования используемых материалов в процессе одевания изделия либо в процессе принудительного формования рекомендуется использовать следующие характеристики: относительное удлинение материала по нити основы и утка, способность к сутюживанию и оттягиванию по разным направлениям. Корректность выбора способа формообразования может быть оценена при сравнении коэффициентов деформации деталей развертки с предельно допустимыми значениями следующих показателей для выбранных материалов: растяжимость, способность к формованию, одевающая способность [12]. Для приближения условий деформирования плоских образцов к реальному процессу образования объемной детали данные показатели должны быть измерены с учетом предполагаемых формообразующих деформаций, например аналогично [13]. На основании изложенного сделаем следующие выводы. Предложенный авторами метод получения развертки позволяет учитывать форму объемной поверхности и свойства материалов на участках повторения изделием формы фигуры. При этом конечное положение и геометрические параметры детали развертки в большей степени зависят от кривизны оболочки и положения плоскости развертывания. Метод реализован в САПР плотнооблегающих изделий BustCAD (г. Иваново, Россия) и на практике показал хорошие результаты. Исследования выполнены при финансовой поддержке Минобрнауки России: задание № 11.1898.2014/K на выполнение научно-исследовательской работы в рамках проектной части государственного задания в сфере научной деятельности. Литература 1. Фроловский В.Д. Математические модели и оптимизационные методы автоматизированного проектирования и подготовки производства корпусных изделий // Сб. науч. тр. НГТУ. 1997. Вып. 1 (6). С. 71–78. 2. Yuwei Meng, Charlie C.L. Wang, Xiaogang Jin. Flexible shape control for automatic resizing of apparel products. Computer-Aided Design, 2012, vol. 44, no. 1, pp. 68–76. 3. Зверева С.А. Согласованные конструктивные аналитические и компьютерные модели: автореф. дисс. канд. техн. наук. Донецк, 2000. 20 с. 4. Курышева В.Н. Разработка эмпирического метода одевания трехмерной поверхности тканью: дис. канд. техн. наук. М., 2006. 214 с. 5. Frolovsky V.D. Development and research of algorithm of construction unfolding surfaces. 2006. URL: http://graphicon.ru/ html/2006/proceedings/papers/fr08_21_PavenkoFrolovsky.pdf (дата обращения: 28.09.2016). 6. Jituo L., Dongliang Z., Guondong L., Yanying P., Xing W., Yoshiyulci S. Flattening triangulated surface using a mass-spring model. Advance Manufacturing Теchnology, 2005, vol. 25, pp. 108–117. 7. Кирсанова Е.А. Методологические основы оценки и прогнозирования свойств текстильных материалов для создания одежды заданной формы: дис. докт. техн. наук. М., 2003. 380 с. 8. Charlie C.L. Wang, Shana S.-F. Smith, Matthew Ming-Fai Yuen. Surface flattening based on energy model. Computer-Aided Design, 2002, vol. 34, no. 11, pp. 823–833. 9. Charlie C.L. Wang, Kai Tang. Pattern computation for compression garment by a physical/geometric approach. Computer-Aided Design, 2010, vol. 42, no. 1, pp. 78–86. 10. Горелова А.Е., Корнилова Н.Л. Теоретическое обоснование математического описания опорной поверхности верхней плечевой одежды // Изв. вузов. Технология текстильной промышленности. 2006. Вып. 1 (288). С. 83–85. 11. Ландовский В.В. Методы интегрирования дифференциальных уравнений в задаче моделирования поведения ткани методом частиц. 2005. URL: http://graphicon.ru/html/2005/proce edings/papers/Landovskiy.pdf (дата обращения: 28.09.2016). 12. Корнилова Н.Л., Горелова А.Е. К вопросу учета формовочных свойств материалов при проектировании одежды // Изв. вузов. Технология текстильной промышленности. 2007. Вып. 6С. С. 85–88. 13. Rief S., Glatt E., Laourine E., Aibibu D., Cherif C., Wiegemann A. Modeling and CFD-simulation of woven textiles to determine permeability and retention properties. AUTEX Research Jour., 2011, vol. 11, no. 3, pp. 78–83. |
 ), периметр P3D и площадь S3D детали.
), периметр P3D и площадь S3D детали. на плоскость развертывания
на плоскость развертывания  . При ненулевой кривизне оболочки происходит изменение размеров каждого ребра ячейки (условная деформация, сопутствующая преобразованию, величина которой пропорциональна углу наклона к плоскости развертывания), то есть
. При ненулевой кривизне оболочки происходит изменение размеров каждого ребра ячейки (условная деформация, сопутствующая преобразованию, величина которой пропорциональна углу наклона к плоскости развертывания), то есть  . Для минимизации возникающей деформации, то есть обеспечения близости длин исходных
. Для минимизации возникающей деформации, то есть обеспечения близости длин исходных 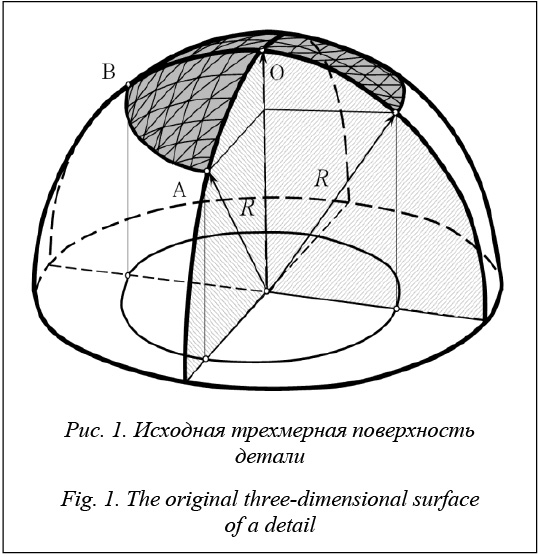
 к исходной длине
к исходной длине  . Процесс включает две временные стадии: рывок для выведения системы материальных точек из равновесия (результатом является деталь 2DКр) и переход детали к устойчивому равновесному состоянию (деталь 2DК).
. Процесс включает две временные стадии: рывок для выведения системы материальных точек из равновесия (результатом является деталь 2DКр) и переход детали к устойчивому равновесному состоянию (деталь 2DК). . (1)
. (1) , (2)
, (2) , (3)
, (3) – расстояние между точками i и j в момент времени t.
– расстояние между точками i и j в момент времени t. , (4)
, (4) . (5)
. (5)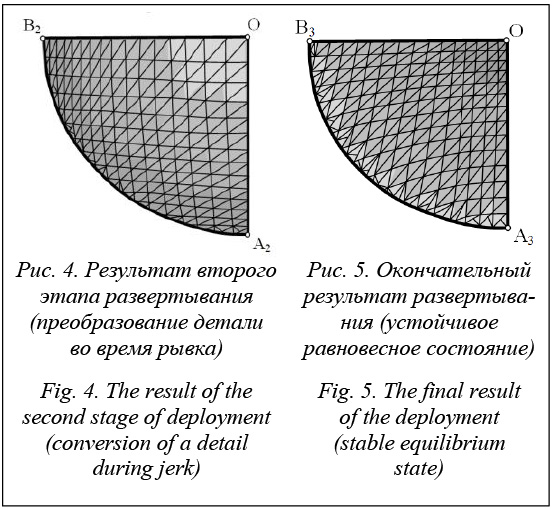
 , (6)
, (6)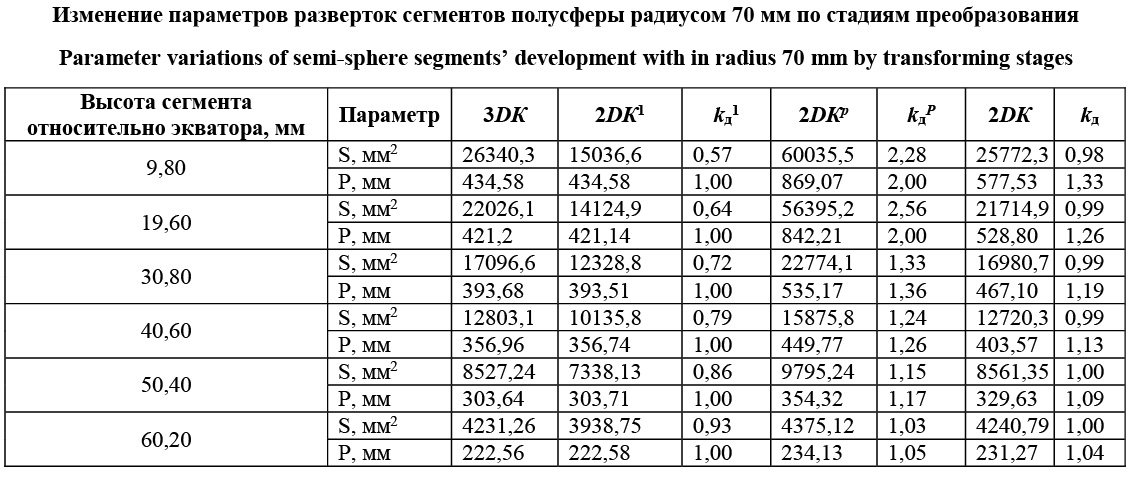
| Постоянный адрес статьи: http://swsys.ru/index.php?id=4223&page=article |
Статья в формате PDF Выпуск в формате PDF (16.17Мб) Скачать обложку в формате PDF (0.62Мб) |
| Статья опубликована в выпуске журнала № 4 за 2016 год. [ на стр. 94-100 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Структура данных для представления геометрической модели трехмерного объекта
- Применение информационных технологий при многоуровневой подготовке специалистов химико-технологического профиля
- Кривая скольжения на инструменте произвольной формы при многокоординатной обработке
- Построение кривой скольжения конического инструмента при многокоординатной обработке
- Построение траектории движения инструмента при многокоординатной обработке
Назад, к списку статей