Построение архитектуры САПР одношнековых экструдеров с применением элементов искусственного интеллекта
| Зубкова Т.М. (bars87@mail.ru) - Оренбургский государственный университет (профессор), Оренбург, Россия, доктор технических наук, Мустюков Н.А. (256nail@ mail.ru) - Оренбургский государственный университет (аспирант), Оренбург, Россия, Токарева М.А. (tokareva@mail.osu.ru) - Оренбургский государственный университет (доцент), Оренбург, Россия, кандидат технических наук | |
| Ключевые слова: вычислительный эксперимент, программная система, векторная оптимизация, матрица, шнек, cad/cae-системы, интегрированная среда сапр, математическое моделирование, экструзионнный процесс |
|
| Keywords: computing experiment, software system, vector optimization, matrix, screw, cad/cae-systems, integrated environment sapr, mathematical and computer modeling, extrusion process |
|
|
|
|
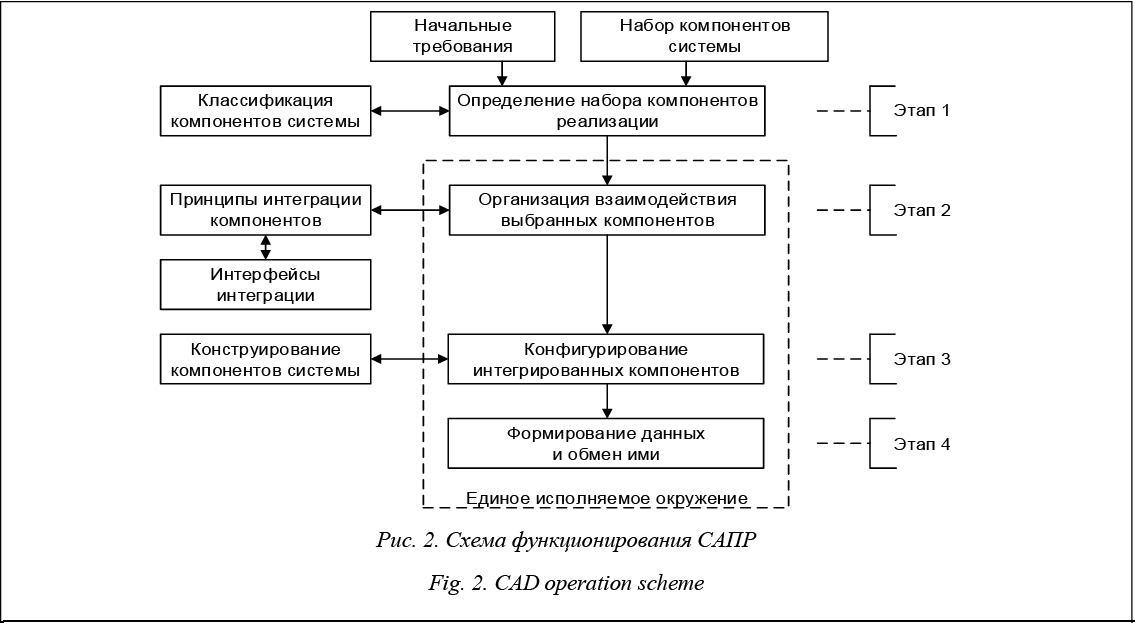
Широкое использование экструдеров в различных областях производства объясняется стабильностью их работы, обеспечением высокого качества продукции, совмещением нескольких технологических операций, возможностью компоновки в поточные линии с высокой степенью автоматизации. Сложность процессов, которыми характеризуется экструзия, не позволяет рассчитать их обычными методами без использования САПР, поэтому задача разработки алгоритмов построения и реконфигурирования архитектуры комплексной САПР шнековых экструдеров является актуальной. Необходимость формирования перестраиваемых архитектур САПР объясняется ростом элементной базы, специализацией программных средств проектирования экструдеров, быстрой сменой технологических и конструктивных требований к проектируемым объектам, внедрением CALS-технологий и сложностью создания прикладного ПО.
Согласно данной концепции, адаптация заключается в использовании наиболее подходящего программного компонента САПР, при котором обеспечивается оптимальное проектирование объекта с учетом изначально неизвестных и меняющихся условий работы. Комбинирование и отбор проектирующих модулей осуществляются с помо- щью выявления общих свойств объекта проектиро- вания, разделения компонентов на отдельные классы, варьирования критериев оценки качества проекта. Указанные действия реализуются отдельным программным модулем – модулем управления (принятия решения). Математическое описание построения САПР Задача построения архитектуры САПР на основе теории искусственного интеллекта заключается в выборе набора компонентов R для решения проектных задач Z таким образом, чтобы обеспечить необходимые свойства F в системе S при минимизации времени проектирования t. Целевая функция конфигурирования системы [10] в случае применения аддитивного критерия примет вид: При этом управляемыми параметрами являются свойства системы (F) и совокупность компонентов (R), обеспечивающих данные свойства:
В качестве ограничений выступают следующие: - проектная задача: синтез (ZS), анализ (ZA), оценка (ZE), конвертирование (ZC), визуализация (ZV), принятие проектных решений (ZD); - конструктивные особенности изделия: количество секций (KI), наличие компрессионных затворов (KZ), количество шнеков (KS), форма фильер матрицы (KF), количество фильер (KFI), наличие оттока жидкой фазы (KO), наличие пристенного слоя (KP), форма канала шнека (KFS); - технологические требования производства: свойства обрабатываемого материала (коэффициент консистенции в винтовом канале шнека (Tµ), индекс течения прессуемого материала (Tn)), напряженное состояние в различных участках экс- трудера (Tσ), температура обработки (Tt); - набор начальных данных (возможность при- менения компонента): конструктивные (UK), геометрические (UG), кинематические (UP) и реологические (UR) параметры. Система ограничений примет вид:
Решить представленную оптимизационную задачу с помощью теории графов невозможно, поскольку нет полной информации о связях между компонентами по воздействию, по управлению, по информации, по размещению. Принятие решения в большинстве случаев заключается в генерации возможных альтернативных решений, их оценке и выборе лучшего варианта. При выборе варианта приходится учитывать большое число неопределенных и противоречивых факторов. Неопределенность – неотъемлемая часть процессов принятия решений. Выходом являются системы, основанные на мягких вычислениях, которые используют вероятностные вычисления, нечеткую логику, обучение и адаптацию, оптимизацию на основе случайного поиска и эволюции (генетические вычисления). Выделяют несколько моделей нечеткого вывода (модель Мамдани, Ларсена, Сугено и др.), которые различаются видом логических операций и используемых правил. Метод Мамдани, использующий минимаксную композицию нечетких множеств, является наиболее распространенным способом логического вывода. Применительно к задаче реконфигурирования математической модели одношнековых экструдеров данный метод включает следующие действия. 1. Формирование базы правил следующего вида: если <условие 1> и <условие 2> … и <условие n>, то <вывод>. В качестве условий указывается соответствие входных параметров Xi (i Î [1, ..., n]) предъявляемым требованиям (например, количество секций больше 2). На основе входных параметров, а также по оценочному мнению <условие k> принимает значение в интервале [0, ..., 1]. «Вывод» соответствует выбору использования того компонента, для которого составлено правило (например, использовать математическую модель экструдера для биополимера). 2. Фаззификация входных переменных. Этот этап часто называют приведением к нечеткости. На вход поступают сформированная база правил и массив входных данных A={a1, …, am}, где m – количество входных переменных. В этом мас- сиве содержится информация о конструктивных особенностях экструдера и технологических требованиях производства. Целью этапа является получение значений истинности для всех подусловий из базы правил. Это происходит следующим образом: для каждого из подусловий находится значение bi = li (aj), где l – функция принадлежности, которая всем значениям входных переменных ставит в соответствие конкретные значения степени истинности; j = 1, ..., m; i=1, ..., k, где k – общее число подусловий в базе правил. Таким образом, получается множество значений bi. 3. Агрегирование подусловий – определение степени истинности условий в каждом правиле: ci=min{bi}. 4. Активизация подзаключений – переход от условий к подзаключениям. Для каждого подзаключения находится степень истинности di = ci Fi, где i = 1, ..., q, q – общее число подзаключений в базе правил; F – весовые коэффициенты, означающие степень уверенности в истинности получаемого подзаключения. Затем каждому i-му подзаключению сопоставляется множество Di с новой функцией принадлежности. Ее значение определяется как минимум из di и значения функции принадлежности компонента из подзаключения. Этот метод называется min-активизацией и формально записывается так: l¢i(x) = min{di, li(x)}. 5. Аккумуляция заключений – получение нечеткого множества (или их объединения) для каждой из выходных переменных. Выполняется сле- дующим образом: i-й выходной переменной сопоставляется объединение множеств Ei = ÈDj, где j – номера подзаключений, в которых участвует i-я выходная переменная (i = 1, ..., s). Объединением двух нечетких множеств является третье нечеткое множество со следующей функцией принадлежности: l¢i(x) = max{l1(x), l2(x)}, где l1(x), l2(x) – функции принадлежности объединяемых множеств. 6. Дефаззификация выходных переменных. На данном этапе определяется количественное значение (crisp value) для каждой из выходных лингвистических переменных. Рассматриваются i-я выходная переменная и относящееся к ней множество Ei (i=1, ..., s). Затем при помощи метода дефаззификации находится итоговое количественное значение выходной переменной. В данной реализации алгоритма используется метод центра тяжести, в котором значение i-й выходной переменной рассчитывается по формуле
где li(x) – функция принадлежности соответствующего нечеткого множества Ei; min и max – границы универсума нечетких переменных; yi – результат дефаззификации. Рассмотрим реализацию данного алгоритма на примере выбора математической модели процесса экструдирования согласно заданным начальным условиям. Для проведения эксперимента необходимо составить БЗ. В данном примере в качестве правил возьмем соответствие свойств обрабатываемого материала и используемых математических моделей. Пример заполнения БЗ приведен в таблице 1. Показателями, по которым будет производиться отбор, являются температура материала (t, °C), индекс течения прессуемого материала (n), коэффициент консистенции (m¢ ). Таблица 1 БЗ для выбора математической модели Table 1 Knowledge base to select a mathematical model
Начальными данными являются следующие свойства обрабатываемого материала: t = 40 °C, n = 0,21, m¢ = 0,049. Найдем степень истинности начальных данных каждому правилу из БЗ и реализуем метод Мамдани. Результаты приведены в таблице 2. Таблица 2 Результаты алгоритма Table 2 The algorithm results
На основании полученных результатов можно сделать вывод, что математическая модель для биополимеров предпочтительна при проведении эксперимента в соответствии с начальными условиями. Преимуществом метода является возможность учета безграничного числа условий и составления правил различных форм. Точность результатов зависит от объема БЗ. Таким образом, по результату этапа дефаззификации можно судить о необходимости использования определенного программного компонента из имеющихся альтернатив.
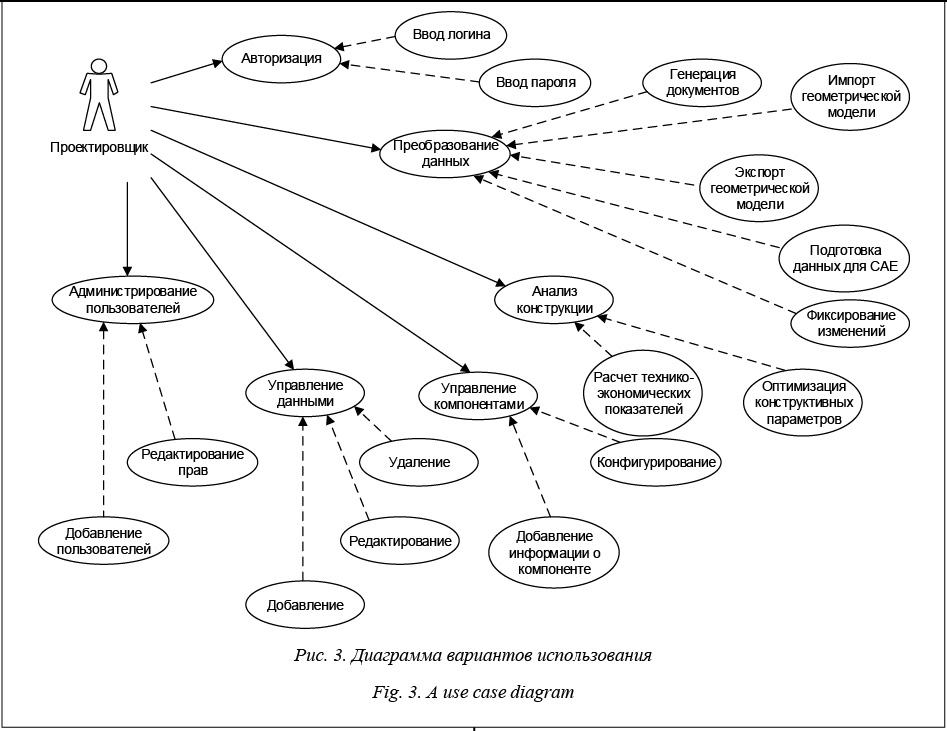
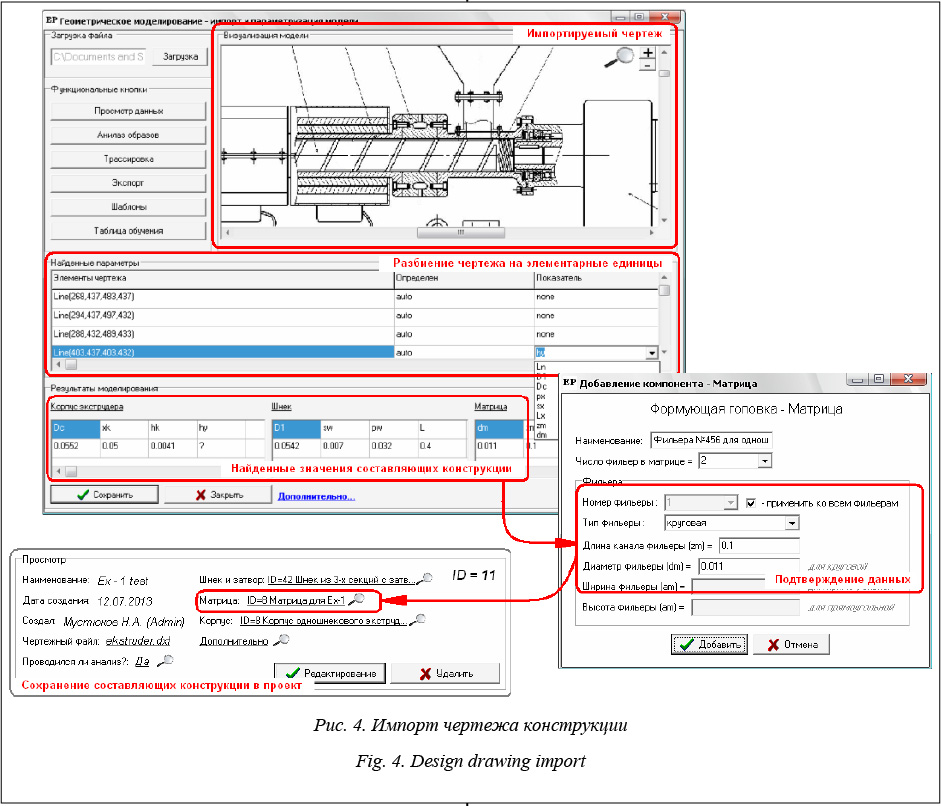
Реализация построения САПР Диаграмма вариантов использования САПР по- казана на рисунке 3. Работа с программной системой осуществляется следующим образом. При добавлении новой конструкции создается ее проект. Параметры конструкции вносятся через форму ввода либо определяются автоматически при загрузке чертежа конструкции (рис. 4).
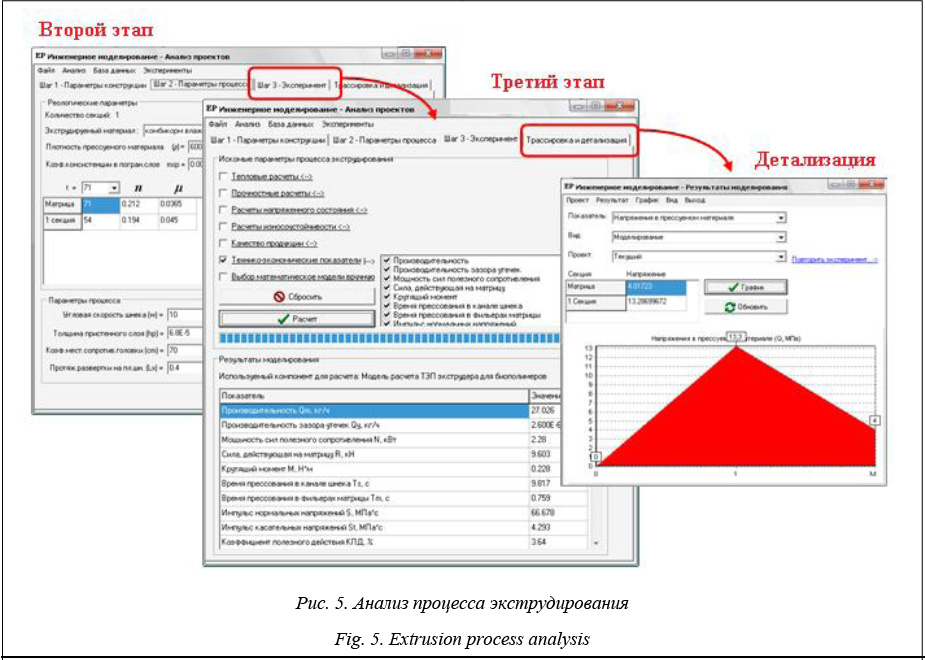
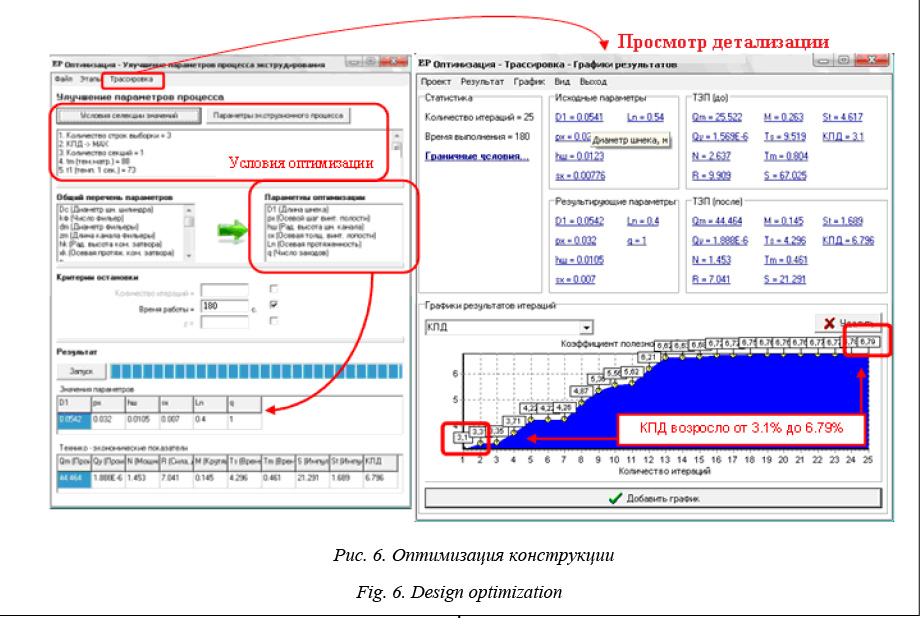
Анализ процесса экструдирования реализован в три этапа: выбор конструкции, задание параметров процесса экструдирования, моделирование (см. рис. 5). Пользователю предоставляется возможность выбора одного или нескольких вычисляемых параметров, при этом подключение и использование математических моделей осуществляются автоматически на основе БЗ и описанного алгоритма конфигурирования. В приведенном примере требуется определить ряд технико-экономических показателей. По результатам конфигурирования для расчетов был выбран модуль «Модель расчета технико-экономических показателей экструдера для биополимеров». Отследить этапы расчета возможно в блоке «Трассировка и детализация». Для оптимизации выбранной конструкции необходимо указать условия оптимизации (целевой параметр, ограничения), корректируемые характеристики и критерий остановки алгоритма. Результатом расчета являются значения параметров оптимизации и технико-экономические характеристики полученной конструкции. На рисунке 6 представлена оптимизация параметров шнека конструкции при условии максимизации коэффициента полезного действия.
В заключение отметим достоинства предлагаемой методики, основанной на конфигурировании интеллектуальной САПР шнековых экструдеров. Благодаря увеличению числа просматриваемых вариантов и детальности проработки каждого из них повышается качество проектируемых объектов. За счет более широкого использования средств имитационного моделирования и численных методов уменьшается время проектирования. Повышается эффективность инженерного анализа. Благодаря планированию вычислений и контролю результатов ускоряются проектные расчеты. Кроме того, снижается трудоемкость процесса проектирования шнековых экструдеров в среднем на 24 % и уменьшается срок внедрения САПР. Литература 1. Шевченко М.Н. Математическое обеспечение САПР шнековых экструдеров // Вестн. Оренбургского гос. ун-та. 2010. № 5 (111). С. 145–146. 2. Кузнецов С.А. Разработка специализированных САПР – главное направление при создании высокоэффективных про- граммных продуктов // Автоматизация. Современные технологии. 2011. № 10. С. 29–34. 3. Остpиков А.Н., Абpамов О.В. Разpаботка САПP шнековых рабочих оpганов экстpудеpов // Вестн. машиностроения. 2009. № 10. С. 27–30. 4. Пищухин А.М., Шевченко М.Н. Архитектура системы автоматизации проектирования шнековых экструдеров // Вестн. Самарского гос. технич. ун-та. Сер.: Технич. науки. 2010. № 2. С. 128–134. 5. Барабанов В.В. Роль интегрированных информационных систем управления производством в решении проблемы повышения качества и конкурентоспособности продукции промышленных предприятий // Информационные технологии в проектировании и производстве. 2000. № 4. С. 3–8. 6. Волкова Г.Д. Концептуальное моделирование при создании систем автоматизации проектирования // Техника машиностроения. 2000. № 2. С. 92–102. 7. Гаврилова Т.А., Хорошевский В.Ф. Базы знаний интеллектуальных систем. СПб: Питер, 2001. 384 с. 8. Кравченко Ю.А. Перспективы развития гибридных интеллектуальных систем // Перспективные информационные технологии и интеллектуальные системы. 2002. № 3. С. 34–38. 9. Курейчик В.В. Перспективные архитектуры генетического поиска // Перспективные информационные технологии и интеллектуальные системы. 2000. № 1. С. 58–60. 10. Зубкова Т.М., Мустюков Н.А., Колобов А.Н. Реконфигурирование САПР для проектирования одношнековых экструдеров на основе модели нечеткого вывода Мамдани // Вестн. ОГУ. 2013. № 1. С. 176–181. 11. Мустюков Н.А., Зубкова Т.М. Применение генетического алгоритма для проведения параметрического синтеза конструкции экструдера // Науч.-технич. вестн. ИТМО. 2013. № 4. С. 114–118. |

 где Fj – свойство альтернативной подсистемы для решения j-й задачи проектирования (управляемый параметр), при этом
где Fj – свойство альтернативной подсистемы для решения j-й задачи проектирования (управляемый параметр), при этом  ; Qj – функция оценки качества системных свойств для j-й задачи проектирования; tj – функция оценки времени выполнения проектной задачи; PA j – набор альтернативных компонентов для решения j-й задачи; Q0j, t0j – j-й нормирующий делитель для качественных и временных характеристик соответственно; J – количество проектных задач; cj, vj – весовые коэффициенты j-го частного критерия, причем
; Qj – функция оценки качества системных свойств для j-й задачи проектирования; tj – функция оценки времени выполнения проектной задачи; PA j – набор альтернативных компонентов для решения j-й задачи; Q0j, t0j – j-й нормирующий делитель для качественных и временных характеристик соответственно; J – количество проектных задач; cj, vj – весовые коэффициенты j-го частного критерия, причем 
 (1)
(1) (2)
(2) (3)
(3)
http://swsys.ru/index.php?id=4236&lang=%E2%8C%A9%3Den&like=1&page=article |
|
Perhaps, you might be interested in the following articles of similar topics:
- Программный комплекс моделирования стохастических температурных полей в технических системах STF-ElectronMod
- Программный комплекс для поддержки моделирования медико-эколого-экономических систем
- Методика оценки точности нейросетевых моделей
- Построение декарбонизирующей замкнутой системы управления «Природа–Техногеника»
- Метод поддержки принятия решений по управлению временными аспектами проектов на промышленных предприятиях