Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программа идентификации условий теплообмена для изделий плоской формы
Аннотация:Рассмотрена постановка задачи идентификации условий теплообмена для изделия плоской формы при несим-метричном конвективно-радиационном теплообмене поверхностей изделия с окружающей средой и ограждающими поверхностями (нагревательными элементами) технологического оборудования. Сформулирована возможность решения поставленной задачи в среде программирования Matlab. На основе стандартной функции fmincon в среде Matlab разработана программа, позволяющая по заданным теплофизическим характеристикам материала (коэффициентам теплопроводности, температуропроводности), параметрам конвективно-радиационного теплообмена (коэффициентам конвективной теплоотдачи и приведенным степеням черноты) и параметрам температурно-временного режима в печи отжига идентифицировать часть энергии радиационного теплообмена, попадающей с поверхности печи на изделие в каждой из зон. Приведен пример идентификации параметров радиационного теплообмена в печи отжига листового прокатного стекла на основе программы моделирования температурного поля в среде Matlab. Рассмотрены особенности разработки программы, связанные с необходимостью учета изменяющихся начальных и граничных условий на каждом из этапов температурно-временного режима отжига изделия с помощью функций pdebeg и pdebound стандартной функции pdepe Matlab. Приведены программные коды функций, основной программы и результаты расчета температур поверхности ленты и степеней черноты поверхности печи. Произведен анализ результатов работы программы, и продемонстрировано хорошее совпадение полученных степеней черноты с их физически обоснованными значениями при радиационном теплообмене в печах отжига стеклоизделий. Показана перспективность использования стандартных функций Matlab для решения задач оптимизации режимов термообработки изделий в различных технологических процессах.
Abstract:The article considers the problem statement on identification of heat transfer conditions for flat products with asymmetrical shapes convective-radiative heat transfer surfaces to the environment and enclosing surfaces (heating elements) of the process equipment. The paper formulates a possible solution of the problem in Matlab. The program, which has been developed based on the standard fmincon function in MatLab, allows identifying the part of radiation heat transfer energy, which gets from a furnace surface to the product in each zone. For this purpose it uses predetermined thermo-physical characteristics of the material (thermal conductivity, thermal diffusivity), the parameters of convective-radiative heat transfer (coefficients of convective heat transfer and an emissivity factor) and the temperature and time parameters on an annealing furnace. The paper presents an example of radiative heat transfer parameter identification in an annealing furnace for rolled glass sheet on the basis of the temperature field simulation program in Matlab. The authors consider the features of program development related to the need to take into account changing initial and boundary conditions at each stage of the temperature-time mode of an annealing product using pdebeg and pdebound of the standard functions pdepe in MatLab. There are software codes of functions and main program, as well as the results of calculating band surface temperatures and emissivity factors of a furnace surface. There is the analysis of the results of the program. The paper demonstrates good agreement between the obtained emissivity factors and their physically reasonable values for radiative heat transfer in glass annealing furnaces. The paper shows the prospects of using standard Matlab functions to solve product heat treatment mode optimization problems in various technological processes.
| Авторы: Марголис Б.И. (borismargolis@yandex.ru) - Тверской государственный технический университет (зав. кафедрой), г. Тверь, Россия, доктор технических наук | |
| Ключевые слова: идентификация условий теплообмена, изделие плоской формы, конвективно-радиационный теплообмен, степень черноты, начальные и граничные условия, моделирование, температурное поле, температурно-временной режим, оптимизация режимов термообработки |
|
| Keywords: identification of heat transfer conditions, flat shape product, convective-radiant heat transfer, degree of blackness, initial and boundary conditions, modeling, a tempering, temperature-time mode, heat treatment optimization |
|
| Количество просмотров: 12183 |
Статья в формате PDF Выпуск в формате PDF (16.33Мб) Скачать обложку в формате PDF (0.33Мб) |
Определение параметров конвективно-радиационного теплообмена играет важнейшую роль в большинстве технологических процессов, связанных с термообработкой изделий [1]. Например, при описании процесса отжига листового стекла после создания математической модели температурного поля [2–6] возникает необходимость проверки совпадения результатов расчетов с экспериментально измеренными температурами характерных точек изделия (для ленты это обычно температура верхней поверхности). Для решения этой задачи необходимо иден- тифицировать параметры конвективного (коэффициенты теплоотдачи для нижней и верхней поверхностей изделия a1, a2 (Вт/(м2град))) и (или) радиационного (степени черноты нижней и верхней ограждающих поверхностей технологического оборудования es1, es2) теплообмена. Выбор определяемых параметров зависит от типа оборудования в соответствии с преобладающими механизмами внешнего теплопереноса. Различают конвективные, радиационные и конвективно-радиационные печи [7]. В данной работе приведен пример идентификации параметров радиационного теплообмена в печи отжига листового прокатного стекла на стеклозаводе «Красный май» (Тверская обл.) на основе программы моделирования температурного поля в среде Matlab, описанной в [6]. Для моделирования температурного поля используется стандартная функция pdepe Matlab [8, 9]. Функция типа дифференциального уравнения pdedif в силу исследования той же геометрической формы останется неизменной [6], тогда как функции начальных pdebeg и граничных условий pdebound изменятся следующим образом: function [c,f,s]=pdedif(x,tau,t,dtdx) global a c = 1/a; f = dtdx; s = 0; function t0=pdebeg(xv) global tbeg x [xm,num]=min(abs(xv-x)); t0=tbeg(num);% tbeg; function [pl,ql,pr,qr]=pdebound(xl,tl,xr,tr,tau) global alfa1 alfa2 es1 es2 sig Kel lambd a1 a2 a3 a4 b1 b2 b3 b4 rs1 rs2 tc1=a1+b1*tau; tc2=a2+b2*tau; tn1=a3+b3*tau; tn2=a4+b4*tau; pl = alfa1/lambd*(tc1-tl)+es1*sig/lambd*(rs1*(tn1+ +Kel)^4-(tl+Kel)^4); ql = 1; pr = -alfa2/lambd*(tc2-tr)-es2*sig/lambd*(rs2*(tn2+ +Kel)^4-(tr+Kel)^4); qr = 1; Это связано с необходимостью учета изменяющихся начальных и граничных условий на каждом из этапов температурно-временного режима отжига изделия при его перемещении в следующую зону печи отжига. В приведенных выше функциях a1, a2, a3, a4 (°C) и b1, b2, b3, b4 (°C/мин.) – начальные температуры и скорости изменения температур среды и печи соответственно под и над лентой для каждой из зон отжига. Вспомогательной при идентификации условий теплообмена является приведенная далее функция Iden, определяющая отклонение рассчитанной по модели температуры верхней поверхности ленты от экспериментально полученной tl_iden: function y=Iden(par,m,tau) global l a1 b1 a2 b2 a es1 es2 sig Kel lambd alfa1 alfa2 a3 b3 a4 b4 tbeg x tl_iden t rs1 rs2 alfa1=par(1); alfa2=par(2); rs1=par(3); rs2=par(4); options=odeset('RelTol',1e-4); sol = pdepe(m,@pdedif,@pdebeg,@pdebound,x,tau, options); t = sol(:,:,1); tfin=t(end,:); y=abs(tfin(end)-tl_iden); Исходные данные для решения задачи идентификации, описывающие условия в цехе отжига листового прокатного стекла, приведены в таблице 1. Таблица 1 Исходные данные по зонам печи отжига Table 1 Initial data by annealing furnace zones
Скорость движения изделия в печи составляет V=1,2 (м/мин.), поэтому по данным таблицы можно рассчитать время нахождения в зоне отжига и скорости изменения температур среды и печи на каждом этапе температурно-временного режима. Для упрощения расчетов рассмотрена симметричная задача конвективно-радиационного теплообмена, то есть a1=a2 и es1=es2. Данные таблицы 1 в среде Matlab удобно читать из файла Excel. При расчете использованы cледующие значения параметров: a=0,25386 см2/мин.; l=0,008856 Вт/см×град.; N=6; ℓ=0,6 см; εs1=εs2=0,85; α1=α2=0,001506 Вт/см2×град.; t0(r)= 444,0; 457,7; 468,0; 474,0; 475,1; 471,1; 461,7 °C. Для идентификации параметров теплообмена в среде Matlab необходимо использовать функцию fmincon, позволяющую эффективно решать задачи нелинейной оптимизации функции нескольких переменных с ограничениями типа неравенств и равенств. Приведем текст основной программы с использованием функции fmincon: clear close all clc global l a1 b1 a2 b2 a es1 es2 sig Kel lambd alfa1 alfa2 a3 b3 a4 b4 tbeg x tl_iden t rs1 rs2 TTR = xlsread('ТВР период отжига'); Nzones=size(TTR,2) yst2=TTR(3,:); yst1=yst2; yst4=TTR(7,:); yst3=yst4;% среда и нагреватели слева, справа tl_exp=TTR(1,:); coord=TTR(9,:); L=coord(Nzones); % координаты и длина (м) tau_finish=TTR(10,Nzones); V=L/tau_finish % время (мин); скорость ленты (м/мин) tau_end=coord/V; % текущее время конца этапа ТВР (мин) tau_zone(1)=tau_end(1); Vyst1(1)=0; Vyst2(1)=0; Vyst3(1)=0; Vyst4(1)=0; for i=2:Nzones tau_zone(i)=tau_end(i)-tau_end(i-1); % длительности этапов ТВР (мин) Vyst1(i)=(yst1(i)-yst1(i-1))/tau_zone(i); Vyst2(i)=(yst2(i)-yst2(i-1))/tau_zone(i); Vyst3(i)=(yst3(i)-yst3(i-1))/tau_zone(i); Vyst4(i)=(yst4(i)-yst4(i-1))/tau_zone(i); % скорости изменения температур среды и нагревателей на этапах (град/мин) end; m = 0; sig=5.67e-12; Kel=273.15; es2=0.85; es1=es2; rs1=0.8; rs2=rs1; alfa2=0.001506; alfa1=alfa2; a=0.6*0.4231; lambd=0.008856; l=0.6; N=7; x = linspace(0,l,N); Ntau=20; N1=round(N/2); tbeg=TTR(14,1:N); par_prev=[alfa1; alfa2; rs1; rs2]; TolX=0.001; A=[]; b=[]; nonlcon=[]; optset=[]; lb=[0.0015; 0.0015; 0.05; 0.05]; ub=[0.001506; 0.001506; 0.95; 0.95]; Aeq=[0 0 1 -1]; beq=[0]; par_all=[]; for i=1:Nzones tau_fin=tau_zone(i); tau = linspace(0,tau_fin,Ntau); if i==1 a1=yst1(i); a2=yst2(i); a3=yst3(i); a4=yst4(i); else a1=yst1(i-1); a2=yst2(i-1); a3=yst3(i-1); a4=yst4(i-1); end; b1=Vyst1(i);b2=Vyst2(i); b3=Vyst3(i);b4=Vyst4(i);
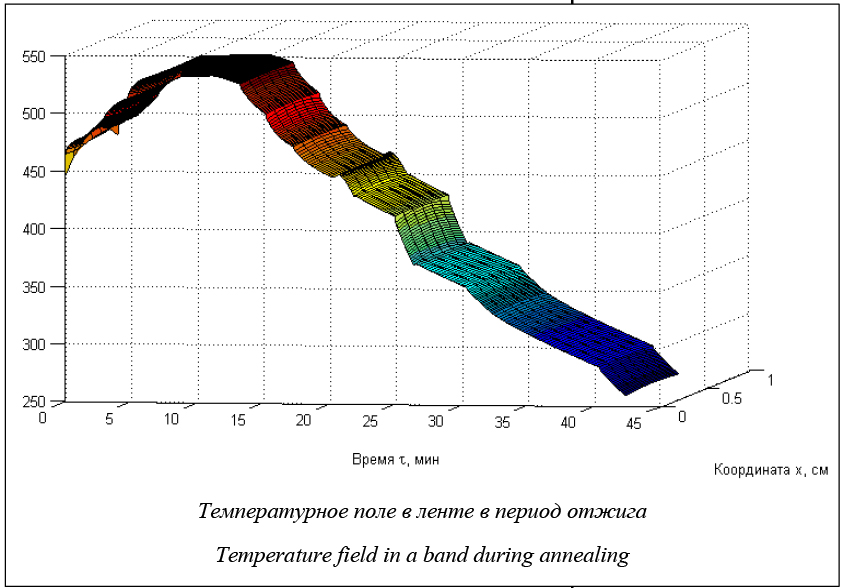
par0=par_prev; tl_iden=tl_exp(i); optset=optimset('Display','iter','TolX',TolX) [par,fval]=fmincon(@Iden,par0,A,b,Aeq,beq,lb,ub,nonlcon,optset,m,tau); par_all=[par_all; par']; % options=odeset('RelTol',1e-4); % sol = pdepe(m,@pdedif,@pdebeg,@pdebound, x,tau,options); % t = sol(:,:,1) t1=[t(:,1) t(:,N1) t(:,N)] if i==1 surf(x,tau,t) title('Температурное поле в период отжига') xlabel('Координата x, см') ylabel('Время \tau, мин') grid on hold on else figure(1) surf(x,tau+tau_end(i-1),t) end; tbeg=t(end,:); par_prev=par; figure(2) plot(x,t(end,:),'r') title(strcat('Решение при \tau =', num2str(tau_end(i)),'(мин)')) xlabel('Координата x, см') ylabel('t(x,\tau)') grid on hold on end; Рассчитанное температурное распределение приведено на рисунке, а идентифицированные значения параметров теплообмена и температур поверхности пластины – в таблице 2.
Таблица 2 Результаты идентификации условий теплообмена Table 2 Heat-exchange condition identification results
Представленные результаты идентификации условий конвективно-радиационного теплообмена с окружающей средой и ограждающими поверхностями можно использовать для оптимизации режимов термообработки изделий плоской формы с целью сокращения длительности технологического процесса или энергетических затрат на него [10]. Наличие в Matlab наряду с pdepe функции fmincon, решающей задачи оптимизации функции нескольких переменных с ограничениями, позволяет эффективно использовать ее для оптимизации режима отжига стеклоизделий плоской формы. Литература 1. Рубанов В.Г. Автоматизация и управление объектами промышленности строительных материалов // Строительные материалы. 1996. № 2. С. 180–19. 2. Михеев М.А., Михеева М.И. Основы теплопередачи. М.: Энергия, 1977. 344 с. 3. Мазурин О.В., Лалыкин Н.В. Математическая модель процесса отжига листового стекла // Стекло и керамика. 1984. № 1. С. 13–15. 4. Лыков А.В. Теория теплопроводности: учеб. пособие. М.: Высш. школа, 1967. 599 с. 5. Gardon R. Calculation of temperature distributions in glass plates undergoing heat-treatment. J. Amer. Ceram. Soc., 1958, vol. 41, no. 6, pp. 200–209. 6. Марголис Б.И. Программы моделирования температурных полей в изделиях плоской формы // Программные продукты и системы. 2016. № 2. С. 124–127. 7. Мазурин О.В., Белоусов Ю.Л. Отжиг и закалка стекла: учеб. пособие. М.: Изд-во МИСИ и БТИСМ, 1984. 114 с. 8. Лазарев Ю. Моделирование процессов и систем в MATLAB: учеб. курс. СПб: Питер, 2005. 512 с. 9. Дьяконов В.П. MATLAB 7.*/ R2006/ R2007: самоучитель. М.: ДМК Пресс, 2008. 768 с. 10. Марголис Б.И. Нахождение оптимального режима отжига стеклоизделий, обеспечивающего минимальные энергозатраты // Стекло и керамика. 2003. № 5. С. 12–13. |
| Постоянный адрес статьи: http://swsys.ru/index.php?id=4261&like=1&page=article |
Статья в формате PDF Выпуск в формате PDF (16.33Мб) Скачать обложку в формате PDF (0.33Мб) |
| Статья опубликована в выпуске журнала № 1 за 2017 год. [ на стр. 148-151 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Программы моделирования температурных полей в изделиях плоской формы
- Программы моделирования и идентификации температурных полей в сортовых стеклоизделиях
- Программы моделирования температурных полей в изделиях цилиндрической формы
- Моделирование температурных полей в многослойных структурах
- Моделирование информационных процессов систем управления большими данными для решения задач кибербезопасности
Назад, к списку статей