Система автоматизации индукционной пайки на основе двух контуров управления с позиционированием заготовки
| Тынченко В.С. (vadimond@mail.ru) - Сибирский государственный аэрокосмический университет им. академика М.Ф. Решетнёва (доцент), Красноярск, Россия, кандидат технических наук, Лаптёнок В.Д. (ius_laptenok@sibsau.ru) - Сибирский государственный аэрокосмический университет им. академика М.Ф. Решетнёва (профессор), Красноярск, Россия, доктор технических наук, Петренко В.Е. (dpblra@inbox.ru) - Сибирский государственный университет науки и технологий им. академика М.Ф. Решетнева, кафедра информационно-управляющих систем (аспирант), Красноярск, Россия, Мурыгин А.В. (avm54@mail.ru) - Сибирский государственный университет науки и технологий им. академика М.Ф. Решетнева, кафедра информационно-управляющих систем (профессор, зав. кафедрой), Красноярск, Россия, доктор технических наук, Милов А.В. (antnraven@ieee.org) - Сибирский государственный университет науки и технологий им. академика М.Ф. Решетнева, кафедра информационно-управляющих систем (аспирант), Красноярск, Россия | |
| Ключевые слова: автоматизированная система, автоматизированное управление, волноводный тракт, индукционная пайка, программный продукт |
|
| Keywords: an automated system issue, automated management, waveguide, induction soldering, software |
|
|
|
|
Технология индукционного нагрева широко применяется на предприятиях отечественной промышленности как для формирования неразъемных соединений элементов изделий, так и для поддержки технологических операций улучшения физических свойств материалов изделий. Метод индукционного нагрева для формирования паяных соединений хорошо зарекомендовал себя при производстве трактов антенно-фидерных устройств. Внедрение такого способа позволяет улучшить их радиотехнические характеристики, снизить массогабаритные показатели до 40 %, сократить затраты на изготовление в 2–2,5 раза по сравнению с аналогами, произведенными с использованием технологий сварки. Применение такого высокотехнологичного метода формирования неразъемных соединений усложняется наличием ряда внешних факторов, особенно следующими: - низкая степень повторяемости неавтоматизированного технологического процесса; - проблемы, связанные со зрительным контролем за степенью нагрева деталей изделия; - искажение электромагнитных полей оборудова- ния вследствие его взаимодействия с различными про- водящими телами, находящимися вблизи зоны нагрева; - наложение помех на средства измерения, использующиеся при автоматизации процессов пайки, за счет действия мощных источников излучения вблизи процесса; - большие экономические потери при досрочном прекращении технологического процесса вследствие сбоя программного или аппаратного обеспечения; - влияние человеческого фактора. В [1, 2] описана разработка автоматизированного оборудования и технологии индукционной пайки алюминиевых волноводных трактов космических аппаратов. Однако ПО, используемое для управления данным технологическим процессом, представляет собой реализацию ПИД-регулятора. Этод метод управления не обеспечивает достаточного контроля за параметрами быстро протекающего процесса [3, 4]. Данная автоматизированная система обладает рядом недостатков. Программа управления режимом нагрева позволяет воспроизводить временную характеристику температуры нагрева лишь для одного элемента соеди- нения – волноводной трубы. При этом температура второго элемента – фланца может существенно отличаться от температуры трубы. Выбором исходного расстояния от фланца до индуктора удается уменьшить разность температур в окрестности температуры плавления припоя. Однако полностью устранить разброс температур не удается из-за разброса толщин волноводных труб, которые могут составлять до 20 % от номинальных толщин. Проблема может быть решена с помощью автоматической корректировки расстояния от фланца до индуктора во время технологического процесса пайки. Структура системы управления при этом становится двухконтурной и взаимосвязанной. Структура и алгоритмы работы ПО Программное решение представляет собой приложение для операционной системы Windows, совместимое с версиями Windows XP/7/8/8.1/10. Приложение разработано с использованием C++ и объектно-ориентированного подхода [5–7]. Для работы с COM-портами использовались средства WinApi [8, 9], а с платой сбора данных PCI-1710 – сторонняя библиотека bdaqctrl.h [10].
Исходный код программного приложения разнесен по нескольким файлам: - основной файл программной системы включает в себя основную функцию системы, в рамках которой осуществляются запуск и функционирование; - главная форма реализует функционал главного окна системы; - форма настройки пирометров реализует алгоритмы работы с информацией о пирометрических датчиках измерения температуры; - интерфейс платы PCI1710 предназначен для обработки данных термопар и управления уставкой мощности; - в классе пирометров представлены описание класса пирометров, логика взаимодействия с пиромет- рами, а также функционал их настройки; - класс лазерного датчика перемещения включает в себя алгоритмы взаимодействия с датчиками, а также функционал его настройки; - форма взаимодействия с сервоприводом реализует логику работы с сервоприводом. В системе реализованы два пользовательских класса: класс пирометра Pyro и класс лазерного датчика перемещения Las. Класс пирометров включает в себя следующий функционал: работа с лазером пирометрического датчика, получение состояния лазера пирометрического датчика, серийного номера пирометрического датчика, нижней границы температур, регистрируемых пирометрическим датчиком, верхней границы температур, регистрируемых пирометрическим датчиком, текущего значения температуры, регистрируемой пирометрическим датчиком, коэффициента эмиссии, задание коэффициента эмиссии, автоматический расчет коэффициента эмиссии. Класс Las хранит всю информацию о подключении лазерного датчика перемещения и его параметры. Используя данный класс, можно производить получение последнего записанного в класс измерения, запросы состояния потока и идентификации, последнее измерение датчика, защелкивание результата, считывание с защелки, включение/выключение лазера, формирование/стирание границ измерения.
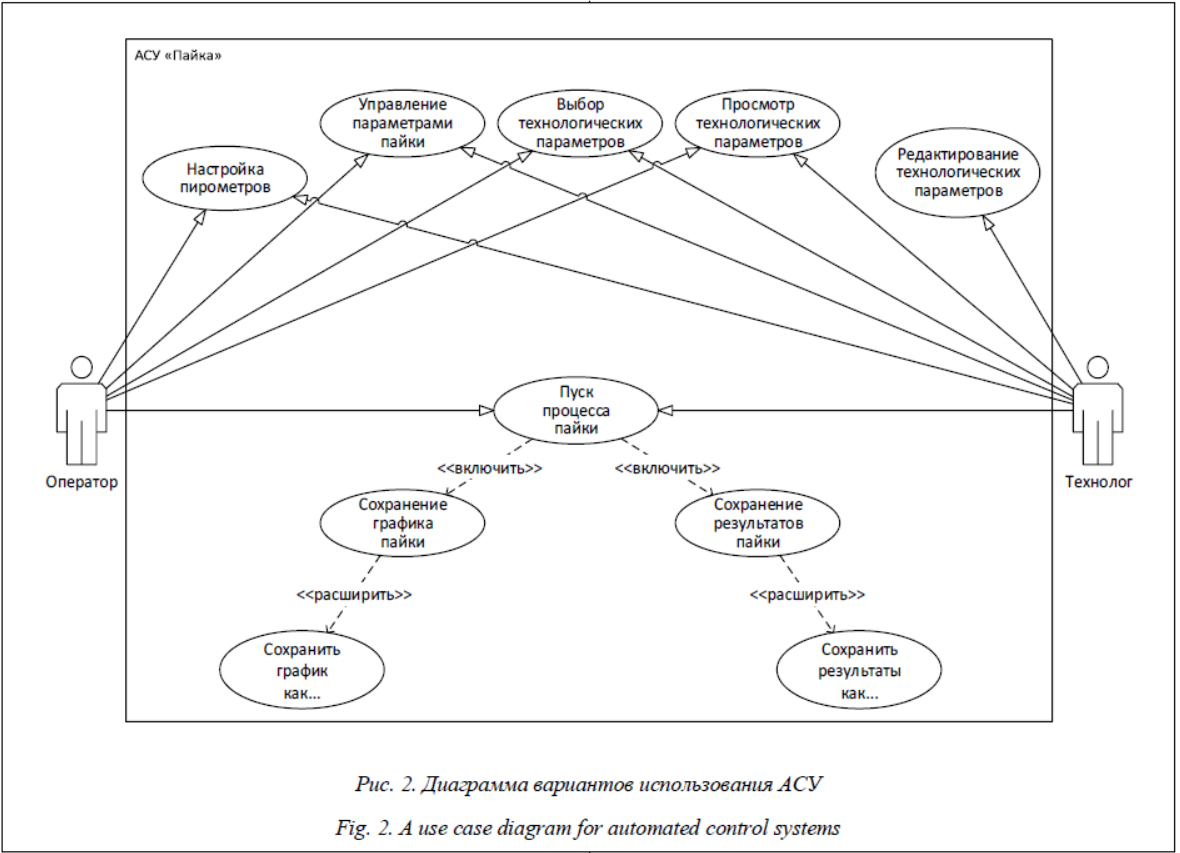
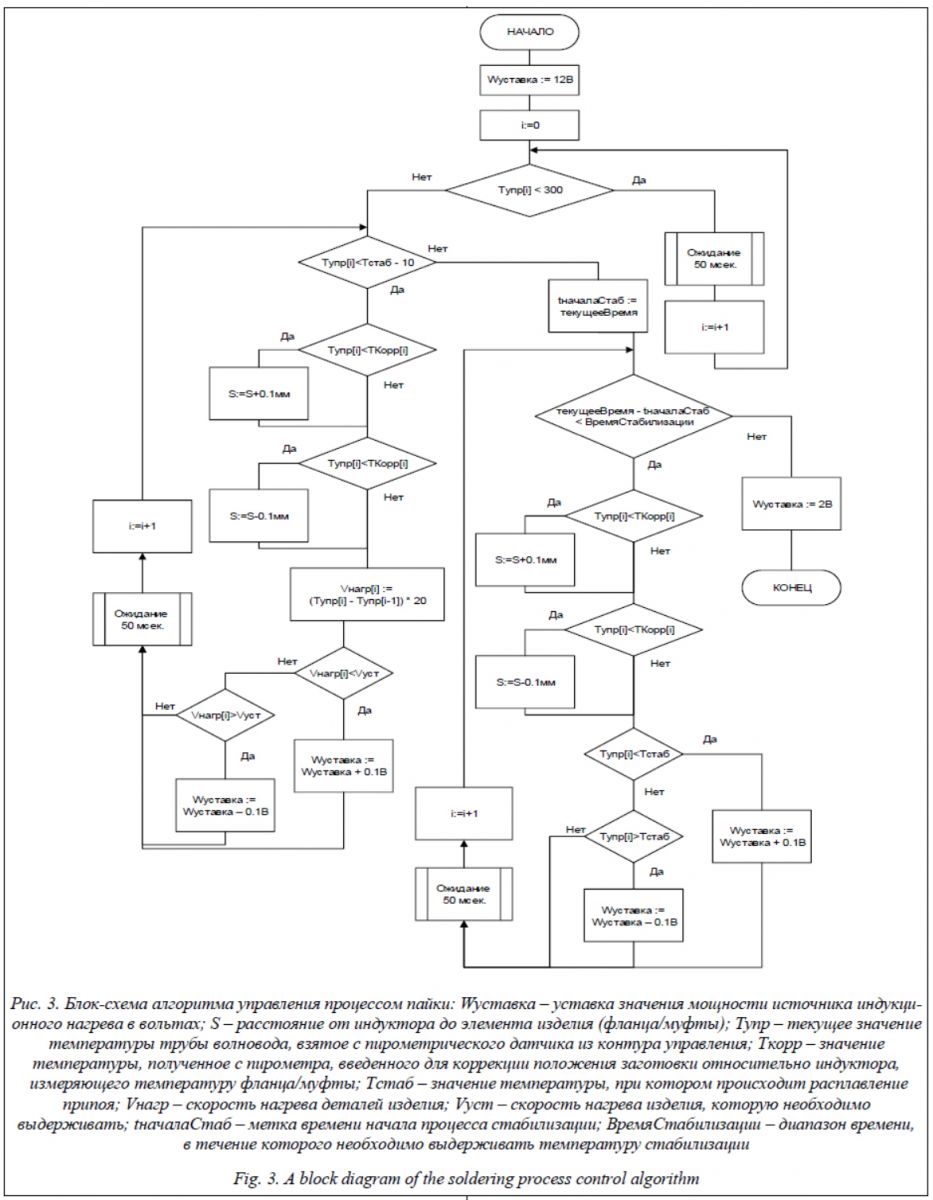
На диаграмме показаны основные варианты использования в рамках разрабатываемой системы управления индукционной пайкой на основе нечеткого регулятора. Выделены актеры: оператор и технолог. Функции, доступные оператору: настройка пирометрических датчиков, управление параметрами пайки, просмотр параметров технологического процесса пайки, выбор параметров технологического процесса пайки, пуск технологического процесса пайки. Технологу доступны все действия, которые может выполнить оператор, а также возможность редактировать таблицу технологических параметров пайки. Технолог и оператор также имеют возможность сохранять результаты пайки в виде графика или текстового файла после завершения процесса пайки. Блок-схема работы программной системы приведена на рисунке (см. http://www.swsys.ru/uploaded/image/2019-1/2019-1-dop/1.jpg). Вначале происходят инициализация всех структур данных, а также настройка портов и интерфейсов. Для наибольшей точности измерения перед открытием основного окна производится принудительное отключение лазеров пирометрических датчиков измерения температуры. При завершении работы с программным продуктом производятся закрытие всех портов, а также отключение платы сбора данных и индуктора. При первоначальной настройке с помощью опроса пирометрических датчиков получается следующая информация: серийный номер, минимальная измеряемая пирометром температура, максимальая измеряе- мая пирометром температура, коэффициент излучательной способности деталей изделия, настроенной на пирометрическом датчике. Запуск процесса автоматической индукционной пайки осуществляется кнопкой «Пуск». Управление процессом нагрева деталей изделия выполняется на основе пропорционального регулятора [15, 16]. Алгоритм, реализующий пропорциональный регулятор, используется для обеспечения необходимой скорости нагрева изделия [17]. Как только изделие нагревается до температуры стабилизации, алгоритм обеспечивает поддержание данной температуры в течение времени стабилизации.
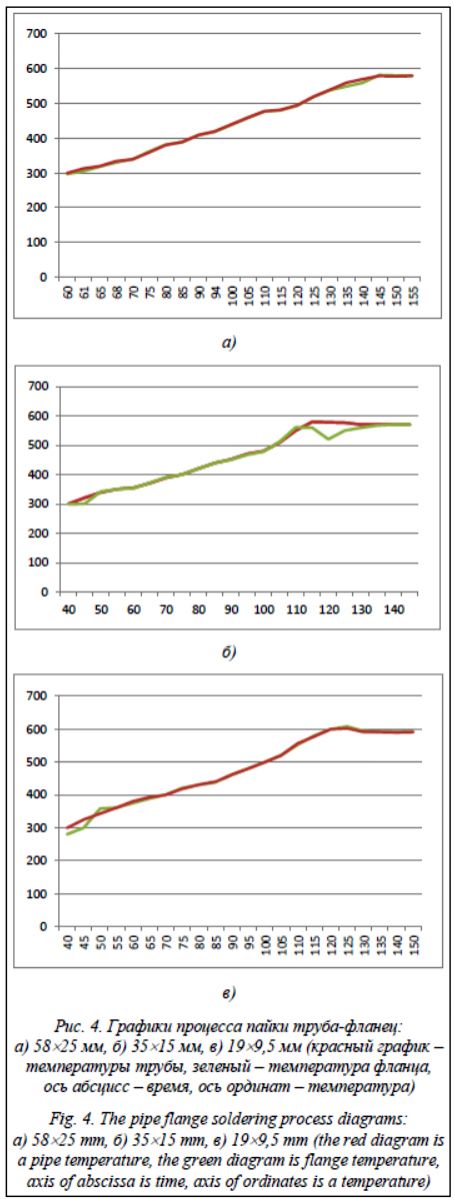
Схема управления технологическим процессом позволяет эффективно управлять индукционной пай- кой волноводных трактов с дискретностью 20 раз в секунду. Серия экспериментов показала, что такое значение дискретности обеспечивает достаточное каче- ство управления процессом индукционной пайки волноводных трактов космических аппаратов. Описание работы с автоматизированной системой В рамках обеспечения безопасности в системе предусмотрены следующие уровни разграничения доступа: - уровень доступа «оператор»; устанавливает разрешения на управление технологическим комплексом, а также на просмотр параметров технологического процесса индукционной пайки (см. http://www. swsys.ru/uploaded/image/2019-1/2019-1-dop/14.jpg); - уровень доступа «технолог»; к уровню доступа «оператор» дает дополнительно возможности редактировать технологические параметры процесса индукционной пайки волноводных трактов. В главном окне системы «оператор» пользователю доступен функционал просмотра графика нагрева из- Кнопка «Стоп» предназначена для аварийной оста- новки технологического процесса при возникновении нештатных ситуаций. В отличие от рассмотренного вида главного окна программной системы для «оператора» для «техно- лога» предоставлены дополнительная панель управления в главном окне (см. http://www.swsys.ru/uploaded/image/2019-1/2019-1-dop/15.jpg), возможность настройки регуляторов процесса пайки (см. http:// www.swsys.ru/uploaded/image/2019-1/2019-1-dop/16. jpg), а также смена паролей доступа для оператора и технолога. Результаты управления технологическим процессом индукционной пайки могут быть сохранены как в графическом, так и в текстовом видах. Эти данные можно использовать для анализа качества управления процессом индукционной пайки. Корректировка значения излучательной способности материала возможна в ручном и автоматическом режимах. Экспериментальное исследование эффективности работы автоматизированной системы Для исследования эффективности работы системы по управлению процессом индукционной пайки волноводных трактов из алюминия был проведен ряд лабораторных экспериментов на опытном оборудовании с типоразмерами труб 58×25 мм, 35×15 мм, 19×9,5 мм.
На графике 4а) разница температуры элементов волноводного тракта минимальна, поэтому перед расплавлением припоя перерегулирования практически не наблюдается. Кроме того, при достижении температуры плавления происходит стабилизация температуры элементов волноводного тракта с формированием высококачественных паяных соединений. На графике 4б) виден начальный перегрев трубы волноводного тракта, при котором система достигает стационарного состояния до плавления припоя, после чего температурные графики снова сходятся и стабилизируются, формируя прочное неразъемное соединение. На графике 4в) показан быстро затухающий колебательный процесс, после чего система переходит в устойчивое состояние, доводя технологический процесс до плавления припоя и успешного завершения. Во всех трех случаях были получены высококачественные паяные соединения волноводных трактов. Заключение В статье представлена разработанная система автоматизации индукционной пайки на основе двух контуров управления с позиционированием заготовки. Ис- пользование данной программной системы позволяет контролировать процесс индукционной пайки волно- водных алюминиевых трактов без необходимости пе- реконфигурировать их положение, что указывает на универсальность использования системы для произ- водства волноводных трактов широкого диапазона размеров. Применение импульсного управления в системе дало возможность снизить перекрестное влияние в системе до незначительного уровня, тем самым обеспечив качество управления процессом. Использование разработанной системы управления позволяет получать высококачественное паяное соединение для волноводных трактов из алюминиевых сплавов. Таким образом, система дает возможность обеспечить высокое качество паяных соединений и снизить воздействие человеческого фактора на технологический процесс. Работа финансируется Советом по грантам Президента РФ для государственной поддержки молодых российских ученых в рамках проведения исследований по теме МК-6356.2018.8. Литература 1. Murygin A.V., Tynchenko V.S., Laptenok V.D., Emilova O.A., Bocharov AN. Complex of automated equipment and technologies for waveguides soldering using induction heating. IOP Conf. Series: Materials Science and Engineering, 2017, vol. 173, no. 1, art. 012023. DOI: 10.1088/1757-899X/173/1/012023. 2. Tynchenko V.S., Murygin A.V., Emilova O.A., Bocharov A.N., Laptenok V.D. The automated system for technological process of spacecraft's waveguide paths soldering. IOP Conf. Series: Materials Science and Engineering, 2016, vol. 155, no. 1, art. 012007. DOI: 10.1088/1757-899x/155/1/012007. 3. Тынченко В.С., Бочаров А.Н., Лаптенок В.Д., Серегин Ю.Н., Злобин С.К. Программное обеспечение технологического процесса пайки волноводных трактов космических аппаратов // Программные продукты и системы. 2016. № 2. С. 128–134. DOI: 10.15827/0236-235X.114.128-134. 4. Murygin A.V., Tynchenko V.S., Laptenok V.D., Emilova O.A., Seregin Y.N. Modeling of thermal processes in waveguide tracts induction soldering. IOP Conf. Series: Materials Science and Engineering, 2017, vol. 173, no. 1, art. 012026. 5. Лафоре Р. Объектно-ориентированное программирование в С++. СПб: Питер, 2011. 928 с. 6. Архангельский А.Я. Приемы программирования в C++ Builder 6 и 2006. Механизмы Windows, сети. М.: Бином-Пресс, 2010. 992 с. 7. Страуструп Б. Программирование. Принципы и практика с использованием C++. М.: Вильямс, 2015. 1328 с. 8. Работа с COM-портом с помощью потоков. URL: http:// piclist.ru/S-COM-THREAD-RUS/COM_port_potoki_TThread_WINAPI.pdf (дата обращения: 22.08.2018). 9. Титов О. Работа с коммуникационными портами (COM и LPT) в программах для Win32. URL: http://www.realcoding.net/ article/view/2416 (дата обращения: 12.08.2018). 10. Тынченко В.С., Бочаров А.Н., Серегин Ю.Н., Лаптенок В.Д. Модуль взаимодействия с аппаратным обеспечением АСУ «Пайка». Свид. о гос. регистр. прогр. для ЭВМ № 2015611846. 2015. 11. Нотация и семантика языка UML. URL: http://www.intuit. ru/studies/courses/32/32/info/ (дата обращения: 10.08.2018). 12. Bennett S., McRobb S., Farmer R. Object-oriented systems analysis and design using UML. NY, McGraw-Hill Publ., 1999, 516 p. 13. Fowler M. UML distilled: a brief guide to the standard object modeling language. Addison-Wesley Professional Publ., 2004, 179 p. 14. Mellor S.J., Balcer M. Executable UML: A foundation for model-driven architectures. Addison-Wesley Longman Publ., 2002, 416 p. 15. Типы регуляторов и законы регулирования. URL: http://automation-system.ru/main/15-regulyator/type-of-control.html (дата обращения: 22.08.2018). 16. Автоматические регуляторы и их типы. URL: http://mashmex.ru/metallurgi/104-osnovi-avtomatizacii.html?start=6 (дата обращения: 20.08.2018). 17. Пурро В. Автоматизация процессов. URL: http://opiobjektid. tptlive.ee/Automatiseerimine (дата обращения: 25.08.2018). References
|

http://swsys.ru/index.php?id=4573&lang=%E2%8C%A9%3Den&like=1&page=article |
|
Perhaps, you might be interested in the following articles of similar topics:
- Программное обеспечение технологического процесса пайки волноводных трактов космических аппаратов
- Программное обеспечение автоматизированной системы управления электронно-лучевой сваркой тонкостенных конструкций
- Метод формирования приоритетного перечня автоматизируемых органов управления в системах специального назначения и его программная реализация
- Автоматизированная система прогнозирования остаточного ресурса электроконтактных соединений
- Методика построения модели безопасности автоматизированных систем