Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Система непрерывного мониторинга и управления качеством производства стеклодротов
Аннотация:В работе описаны архитектура, методы и средства, используемые при создании системы непрерывного мониторинга и управления качеством производства стеклодротов на основе оптических технологий и методов технического зрения. Методы технического зрения и оптические технологии часто применяются для проверки качества стеклянных изделий, однако процесс производства стеклодротов имеет свои особенности, которые исключают использование стандартных решений. Проведенный анализ технологического процесса позволил выявить специфические особенности производства, которые необходимо учитывать при использовании оптических технологий и методов технического зрения в системе непрерывного мониторинга и управления качеством производства стеклодротов. К специфике технологического процесса относятся сильная вибрация оборудования и заготовки в процессе ее движения, высокая температура заготовки, не позволяющая располагать оптические средства регистрации вблизи от наблюдаемого объекта, необходимость выявлять очень мелкие дефекты, размер которых колеблется от десятых долей до нескольких миллиметров, с большого расстояния, высокая скорость движения заготовки и необходимость осматривать заготовку, имеющую круглую форму, со всех сторон в процессе движения. Это далеко не полный перечень проблем, которые были решены в процессе разработки системы непрерывного мониторинга и управления качеством производства стеклодротов на основе оптических технологий и методов технического зрения. В статье рассмотрены методы и процедуры поиска дефектов и определения их локализации. Описан процесс автоматического определения зоны контроля, который позволяет удерживать объект в поле зрения камеры, несмотря на его вибрацию. Для решения задачи кругового осмотра движущейся горячей заготовки была разработана многокамерная система, позволяющая рассматривать ее со всех сторон без вращения. Описаны компоненты автоматизированной системы мониторинга и контроля качества стеклодротов, включающие подсистемы сбора и регистрации видео-данных, предварительной обработки видеоданных, глубокой обработки видеоданных, управляющую подсистему, графический интерфейс пользователя, а также их взаимосвязи. Приведены результаты предварительных испытаний системы.
Abstract:The paper describes the architecture, methods, and tools used to create a system for continuous moni-toring and quality control of glassworms production based on optical technologies and methods of technical vision. Technical vision techniques and optical technologies are often used to check the glass product quality. However, the glassworms production process has its own characteristics that do not al-low the use of standard solutions. The analysis of the technological process made it possible to identify those specific features of production that must be taken into account when using optical technologies and methods of technical vision in the system of continuous monitoring and quality control of glassworms production. The spe-cifics of the technological process include: strong vibration of equipment and glass tube in the process of its movement; the high temperature of the glass tube, which does not allow the optical registration means to be located near the observed object; the need to identify tiny defects, the size of which ranges from tenths to several millimeters, from a long distance; high speed of movement of the glass tube and the need to inspect the glass tube having a round shape from all sides during movement. This is far from the complete list of problems that have been solved in the process of developing a system for con-tinuous monitoring and quality control of glassworms production based on optical technologies and technical vision methods. The paper describes methods and procedures for finding defects and determining their localiza-tion. A procedure for automatic determination of the control area is described, which allows you to keep an object in the camera’s view, despite its vibration. To solve the problem of circular inspection of a moving hot glass tube, a multi-movie camera system was developed that allows it to be inspected from all sides, without its rotation. There are descriptions of the components of an automated monitor-ing system and the glassworms quality control, including a subsystem for collecting and recording vid-eo data, a subsystem for video data preprocessing, a subsystem for deep processing of video data, a control subsystem, and a graphical user interface, as well as their interconnections. There result from preliminary tests of the system in the paper.
| Авторы: Матвеев Ю.Н. (matveev4700@mail.ru) - Тверской государственный технический университет (профессор), Тверь, Россия, доктор технических наук, Аль-окаби М.М. (malaqab40@mail.ru) - Тверской государственный технический университет, кафедра электронно-вычислительных машин (аспирант), Тверь, Россия, Стукалова Н.А. (nast77@mail.ru) - Тверской государственный технический университет (доцент), Тверь, Россия | |
| Ключевые слова: автоматизированные системы управления, цифровые изображения, контроль качества, техническое зрение, система графического программирования labview |
|
| Keywords: automated control systems, digital images, quality control, technical vision, labview graphic programming system |
|
| Количество просмотров: 4407 |
Статья в формате PDF Выпуск в формате PDF (7.81Мб) |
Основным способом производства стекло-дротов является горизонтальное вытягивание (способ Даннера). На основе метода горизонтального вытягивания трубок созданы поточные линии типа АТГ. Производительность одной такой линии составляет 5–10 тонн в сутки. При производстве стеклянных трубок (дротов) расплавленное стекло поступает на наклонно поставленный вращающийся керамический мундштук, в который подается воздух. Скорость вращения мундштука и давление подаваемого воздуха – параметры, определяемые технологией производства. Температура стекломассы, поступающей на сопло, обычно составляет 1 060–1 250 °С. Благодаря вращению мундштука и подаче воздуха в его внутренний канал под давлением 580–1 000 Па стекающая с конца мундштука стекломасса образует луковицу. Она переходит в бесконечную стеклянную трубу, которая оттягивается в горизонтальном положении тянульной машиной, расположенной на расстоянии 20–30 метров от рабочей камеры при выработке тонкостенных трубок и 12–20 метров при выработке толстостенных труб, по каткам роликового конвейера. От рабочей камеры до резательной машины труба транспортируется по роликовому конвейеру. Ее температура в этот момент составляет порядка 300 °С. Здесь труба разрезается на отдельные дроты, которые направляются на экстрактор. С помощью экстрактора дроты удаляются с конвейера и складируются для дальнейшей обработки. Основными требованиями, предъявляемыми к стеклодротам [1], являются отсутствие различных включений (пороков), одинаковая толщина стенок, чистота наружной и внутренней поверхностей, стандартность по размеру, цилиндрическая прямолинейная форма. Пороки стеклянных трубок в основном определяются качеством стекломассы. Стекло, получаемое в промышленных печах, всегда имеет те или иные включения, которые можно разделить на три вида: газовые, стекловидные и кристаллические. Газовые включения говорят о наличии в стекле различных газов, которые могут быть в виде пузырьков (видимые включения) и растворенными в стекломассе (невидимые включения). Размер видимых невооруженным глазом пузырьков колеблется от десятых долей до нескольких миллиметров. Мельчайшие пузырьки называются мошкой. В стекле иногда образуются сильно вытянутые пузырьки, которые называются полыми капиллярами. Допустимый размер капилляров и пузырей – не более 0,25 миллиметра. Главный порок стекломассы – кристаллические включения (камни). Они понижают механическую прочность и термическую устойчивость изделия из стекла, ухудшают его внешний вид. Размер камней колеблется в пределах нескольких миллиметров. Под действием высокой температуры они могут расплавляться, образуя стекловидные капли. Контроль качества стеклодротов в настоящий момент осуществляется визуально, что имеет ряд существенных недостатков. Из-за инерции человеческого зрения абсолютно невозможно выполнять контроль в процессе движения. Поэтому контролер должен осматривать каждый дрот, чтобы выявить дефект. Эта процедура трудоемкая и занимает довольно много времени, что снижает производительность труда. При визуальном контроле высока вероятность ошибки, поскольку довольно низкое оптическое разрешение глаза не позволяет различать мелкие детали. Кроме того, на способность различать и выделять дефекты влияют их яркость и контрастность. Малая яркость и высокая контрастность затрудняют этот процесс и приводят к ошибкам распознавания. Аналогично влияют и небольшие угловые размеры дефектов. Эти два фактора – снижение производительности труда и повышенная вероятность допущения ошибки в процессе визуального кон-троля качества показывают, что традиционный режим обнаружения дефектов отрицательно влияет на производство, где используются современные высокоскоростные производственные линии с очень ограниченными допусками. Решить проблемы можно путем внедрения системы контроля на основе машинного зрения и методов искусственного интеллекта. Эти системы нашли широкое применение во многих отраслях промышленности [2–6], в том числе и в стекольной. Учет спецификитехнологического процесса Системы машинного зрения все чаще применяются в обрабатывающих отраслях, особенно для контроля качества внешних поверхностей. Автоматизированная система непрерывного контроля качества стеклодротов должна обеспечивать периодическое получение кадров изображения, анализ и распознавание дефектов, определение их локализации и формирование команды для резательной машины на резку полноценных качественных дротов и отбраковку дефектных участков в процессе движения конвейера. В силу специфики технологического процесса при производстве стеклодротов возникает ряд проблем, которые не позволяют в полной мере применять стандартные методики. Одной из проблем является сильная вибрация оборудования и заготовки в процессе ее движения. Поскольку стеклянную трубу протягивают с помощью тянульной машины более чем на 50 метров, она значительно вибрирует. Зона контроля на цифровом изображении постоянно смещается, и возникают вопросы ее автоматического определения при получении кадра. Высокая скорость движения заготовки предъявляет повышенные требования к выбору оптических средств регистрации и разработки способов их синхронизации. Высокая температура заготовки не позволяет располагать оптические средства регистрации вблизи от наблюдаемого объекта. Необходимость выявлять очень мелкие дефекты с большого расстояния требует использования оптики с сильным увеличением. Поскольку объект имеет выпуклую форму и должен быть в фокусе в поле зрения, необходимо контролировать глубины резкости объектива. Сплошная стеклянная заготовка должна быть осмотрена со всех сторон в процессе дви-жения, без ее вращения, так как она является непрерывной. Для определения места расположения дефектов и формирования управляющего сигнала на отбраковку поступающие от отдельных камер изображения должны быть синхронизированы. Блики на стеклянной поверхности заготовки воспринимаются как шум. Устранение бликов с помощью алгоритмов, используемых для устранения шумов в цифровых изображениях, неэффективны, потому что могут оценить как шум крошечные дефекты на поверхности стекла и пропустить их. Непостоянство скорости движения объекта контроля критично для выбора момента резки трубы в процессе отбраковки дефектных участков. Перечисленные технологические особенности определяют круг задач, которые необходимо решить в процессе создания автоматизированной системы непрерывного контроля качества стеклодротов с использованием методов машинного зрения на первом этапе контроля качества. Решение этих задач с помощью технических и программных средств позволяет перейти ко второму этапу, связанному с обнаружением и классификацией дефектов стеклодротов в процессе их производства. Методы поиска дефектов и их локализации Процедура поиска дефектов и их локализации в автоматизированной системе непрерывного контроля качества стеклодротов представлена на рисунке 1.
Затем определяются шумы на этой поверхности. Пока среда измерения не изменяется, шумы считаются одинаковыми на всей поверхности стекла. Таким образом, вычитание фона из изображения позволяет проводить дальнейший анализ поверхности трубы, очищенной от шумов. После удаления шумов анализируются характеристики изображения. Следующая операция – идентификация зоны контроля изображения, то есть части изображения, подлежащей анализу. Она используется для учета вибрации объекта контроля (трубы) в процессе движения по каткам волочильной машины. Поскольку конвейер и движущаяся по нему труба вибрируют, ее границы на полученном изображении будут постоянно перемещаться вправо или влево от направления движения, и это влияет на опреде-ление зоны, в которой должен происходить поиск дефектов. На рисунке 2 она выделена прямоугольником. Для идентификации зоны контроля объекта на изображении необходимо непрерывно автоматически определять положение внутренних границ трубы на снимке. С этой целью разработан алгоритм поиска внутренних границ трубы на изображении в процессе ее движения [1]. В основе алгоритма лежит анализ изменения градации яркости изображения по строкам матрицы яркостей до тех пор, пока не будут найдены правая внешняя граница трубы на изображении Rext и правая внутренняя граница трубы на изображении Rint. Разница между внешними границами Dext = = Rext – Lext позволяет контролировать отклонение толщины трубы от нормативного значения, а разница между внешними и внутренними границами DRh = Rext – Rint и DLh = Lext – Lint позволяет контролировать отклонение толщины стенок трубы от нормативного значения. Величина Dint = Rint – Lint определяет ширину зоны контроля в ортогональном направлении. Значения параметров Dext, DRh, DLh и Dint используются при формировании управляющих воздействий в процессе контроля качества стеклодротов.
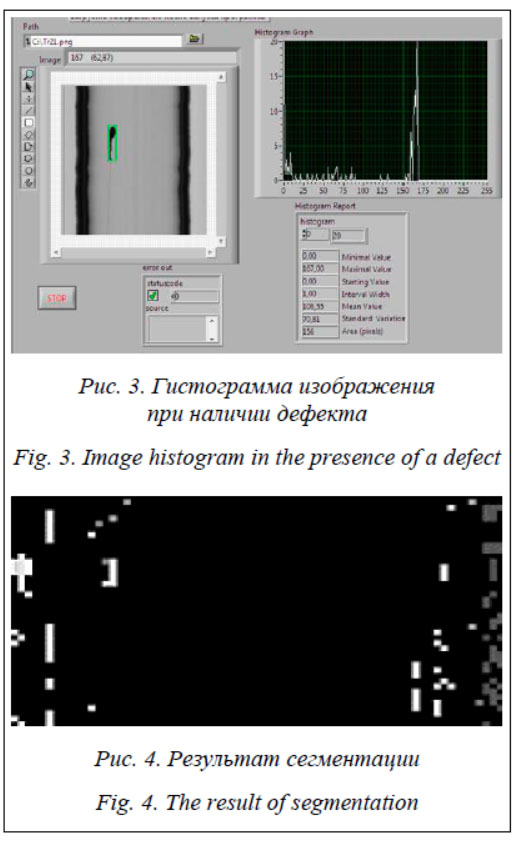
Сегментация изображений применялась для того, чтобы сделать изображение более четким. Для этого строилась гистограмма изображения (рис. 3) серого уровня, и состояние каждого пикселя учитывалось при вычислении вероятности. Оптимальная сегментация изображения проводилась с помощью адаптивного порогового значения. Это значение определялось вероятностью яркости соответствующего пикселя в изображении.
Для определения размеров дефекта использовался детектор границ [7]. К результатам обработки детектором границ изображения применялась двукратная дилатация [8], чтобы заполнить пробелы в контурах. После применения детектора границ наружные края контура на изображениях идентифицируются и сохраняются в связанном списке, где хранятся только конечные точки сегмента. В результате формируется прямо-угольник, который сохраняется в виде четырех точек его вершин. В дальнейшем эта информация используется для локализации дефектов на трубе. Осложнения при выявлении дефектов возникают также оттого, что части одного и того же дефекта могут быть на разных изобра-жениях, генерируемых одной или разными камерами. Были разработаны конкретные алгоритмы для выявления дефектов, которые охватывают несколько изображений, производимых различными камерами. Схема непрерывного кругового осмотра объекта контроля Сплошная стеклянная труба должна быть осмотрена со всех сторон без возможности ее вращения. Для решения задачи кругового осмотра горячей трубы была разработана многокамерная система. Она состоит из шести камер, расположенных вокруг трубы в плоскости, перпендикулярной к направлению ее движения так, что их оптические оси пересекаются друг с другом под углом 60°, как это показано на рисунке 5.
Разрешающая способность регистрирующего оборудования определялась из следующих соображений. Среди всех дефектов, которые могут присутствовать в стеклянной трубе для фармацевтических контейнеров, наиболее трудными и критичными для поиска являются воздушные пузыри – самые небольшие де-фекты. Воздушные пузыри могут формиро-ваться на стеклянных стенках. После того как труба протягивается с помощью тянульной машины, пузыри вытягивают и становятся длинными воздушными линиями. Считается допустимым, чтобы система машинного зрения выявляла дефекты с ортогональным сечением более 15 микрометров и с продольным разрешением 0,5 миллиметра. Следовательно, камера должна обладать соответствующей разрешающей способностью, поскольку должны быть идентифицированы очень малые дефекты. Расположение оборудования, камер и источников освещения определялось также с учетом теплового режима и вибрации объекта контроля. Оно было установлено между волочильной и резательной машинами, поскольку необходимо проверять непрерывно движущуюся стеклянную трубу до того, как ее разрезали на отдельные дроты. Высокая температура не позволяет расположить камеры близко к трубе, поэтому был использован объектив с большим фокусным расстоянием, позволяющий проводить съемку на большом расстоянии. При большом увеличении снижается глубина резкос-ти [9–11], которая определяется такими параметрами оптической системы, как главное фокусное расстояние, величина диафрагмы и дистанция фокусировки, и увеличивается аберрация объектива. Связь между главным фокусным расстоянием и диафрагмой при заданном расстоянии фокусировки определялась из соотношений
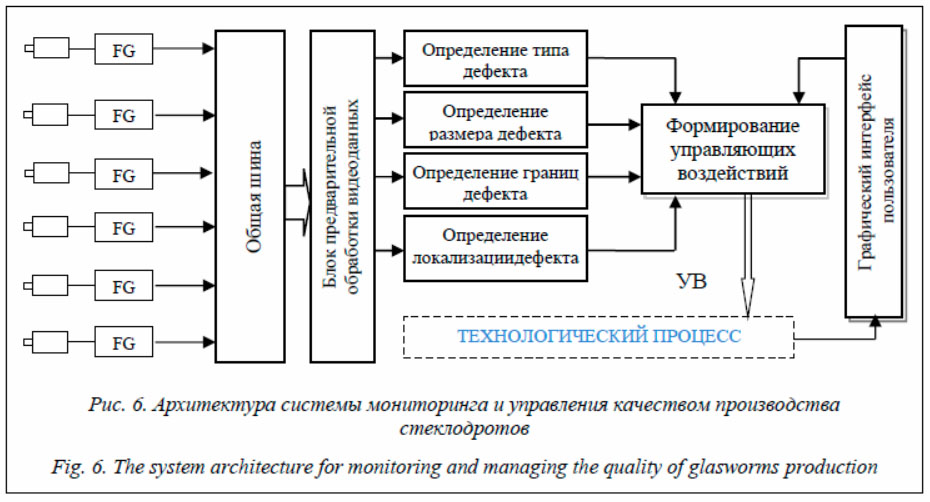
где r – расстояния фокусировки; r1, r2 – расстояния до передней и задней границ резкого изображения; f – главное фокусное расстояние; d – диафрагменное число; b – диаметр кружка нерезкости. Глубина резкости, представляющая собой разницу между расстояниями до передней и задней границ резкого изображения (r1 – r2), определялась экспериментально в зависимости от диаметра проверяемой трубы. Величина увеличения выбиралась из условия оптимального соотношения между глубиной резкости и предельным разрешением. Расстояние r определялось экспериментально в соответствии с технологическим регламентом. Исходя из этих соображений была выбрана линейная камера raL8192-80km серии Basler racer, позволяющая построчно, строка за строкой считывать данные изображения, обеспечивая проверку протяженных объектов. Камеру отличает высокая частота линейной развертки – 80 kHz. Это позволило, несмотря на высокую скорость движения трубы и ее вибрацию, получать изображения высокого качества. Камера имеет высокое разрешение – 8 k пикселей. Соотношение сигнал–шум находится на уровне 43,3. Поэтому получаемые изображения отличаются высоким качеством даже при низком уровне освещения, позволяя выявлять мельчайшие дефекты на стеклянной трубе. Хорошее качество изображения также определялось динамическим диапазоном камеры – соотношением между самым сильным и самым слабым сигналом изображения, который еще возможно отличить от шума. Высокая чувствительность и широкий динамический диапазон (69,3 dB) позволили выявлять дефекты даже при низком уровне их контрастности. Кроме того, динамический диапазон определил способность камеры одновременно воспроизводить на изображении участки с очень высоким и очень низким уровнем освещенности. Контроль дефектов получился эффективным на высокой скорости съемки и при малых значениях выдержки даже при использовании недостаточно мощного осветительного оборудо-вания. Это позволило получать четкие изображения с высоким уровнем детализации для эффективного выявления дефектов при низком уровне контрастности даже в условиях недо-статочного освещения. Архитектура автоматизированной системы мониторинга и контроля качества Автоматизированная система мониторинга и контроля качества стеклодротов включает подсистемы сбора и регистрации видеоданных, предварительной обработки видеоданных, глубокой обработки видеоданных, управляющую подсистему и графический интерфейс пользователя. Архитектура системы отображена на рисунке 6.
Блок предварительной обработки изображения вставляет временные метки для синхронизации кадров, полученных от различных ка-мер, автоматически определяет зону контроля в кадре, реализует методы поиска дефектов и определения их локализации, описанные выше. При обнаружении дефектов производит их классификацию. Таким образом, на выходе блока предварительной обработки данных формируются информация о наличии дефекта в кадре, код временной метки этого кадра, код регистрирующего устройства. Эти данные хранятся в циклическом буфере каждой камеры, расположенном в оперативной памяти компьютера, и передаются в блоки дальнейшей обработки кадров – локализации, определения границ дефекта, определения размера дефекта, определения типа дефекта. Работа блока локализации связана с получением интегрального изображения дефекта, составленного из его различных частей, зафиксированных на смежных кадрах. Дело в том, что дефекты, в частности, воздушные линии, могут быть зафиксированы в нескольких кадрах. Возможны три варианта размещения дефектов: - фиксируются одной камерой, но размещаются в смежных кадрах по направлению движения трубы; - фиксируются несколькими камерами и располагаются в смежных кадрах в направлении, ортогональном движению трубы; - комбинация обоих случаев. Блок определения границ дефекта объединяет контуры дефектов на изображениях. Каждое интегральное изображение дефекта заключается в ограничивающий прямоугольник. Блок определения размера дефекта использует дополнительную информацию о технологическом процессе: расстояние от камеры до режущей машины, скорость движения трубы, частота резов, длина дротов. Она позволяет получить фактические размеры дефектов и связать их с текущими координатами движущейся трубы [12]. В соответствии с временными отметками каждый дефект относится к конкретным дротам, так как скорость трубы и расстоя-ние от камеры до режущей машины известно. Блок имеет доступ к оперативной памяти и циклическому буферу с дефектами и связанными с ними временными метками. Списки дефектов, поступающих от всех камер, объединяются в один список для каждого отдельного дрота. Полный набор дефектов для одного дрота используется для принятия решения о забраковке или принятии этого дрота. Управление технологическим процессом осуществляет блок формирования управляющих воздействий. Во время производства скорость трубы контролируется волочильной машиной. Частота резов определяется исходя из заданных скорости трубы и длины дротов. В соответствии с этой частотой посылается команда на режущую и сортировочную машины. Решение об отбраковке стеклодрота принимается на основе классификации дефектов, их размеров и требований к качеству стеклодротов. Требования к качеству стеклодротов могут изменяться в зависимости от их класса и конечного использования. Операторы производства могут динамически изменять эти показатели в системе управления с помощью графического интерфейса пользователя. Характеристики обнаруженных дефектов в каждом отдельном стеклодроте сравниваются с требованиями к качеству производства, и, если эти требования не выполняются, система контроля выдает соответствующую команду приводу сортировочной машины на отбраковку стеклодрота. С помощью графического интерфейса пользователя операторы могут задавать и контролировать параметры технологического процесса. Графический интерфейс также используется для визуализации и сбора текущей статистики обнаружения дефектов и принятия решений об отбраковке. Рассмотренная автоматизированная система мониторинга и контроля качества производства стеклодротов программно реализована с использованием системы графического программирования LabVIEW [13]. Для управления системой используется компьютер, выполняющий анализ изображений и управляющий режущей и сортировочной машинами по обнаруженным дефектам. По результатам испытаний разработанная система доказала свою эффективность при выявлении дефектов и примесей порядка десятков микрон. В частности, вероятность ошибки первого рода составила порядка 8–12 % в условиях работы с предельными требованиями к качеству. Хотя предложенная система основана на общем подходе к системам машинного зрения, специфические проблемы, определяемые производственным процессом, были разрешены как на аппаратном, так и на программном уровне. Заключение Автоматизированная система мониторинга и контроля качества производства стеклодротов, архитектура которой описана в статье, позволяет существенно повысить эффективность труда контролеров отдела технического контроля, снизить потери от брака, увеличить скорость технологического процесса. Предложен-ная архитектура обусловлена необходимостью учета специфических проблем, определяемых производственным процессом, таких как сильная вибрация объекта контроля, необходимость его непрерывного кругового осмотра во время движения по конвейеру, температурный режим и требования к разрешающей способ-ности оптико-электронного оборудования, используемого для получения изображений высокого качества. Рассмотренные в статье методы и способы учета этих особенностей были опробованы экспериментально и подтвердили свою эффективность. Литература 1. Матвеев Ю.Н., Аль Окаби М.М. Автоматическое формирование зоны контроля при управлении качеством производства стеклодротов с использованием технического зрения // Вестн. Воронежского гос. технич. ун-та. 2020. Т. 16. № 4. С. 48–55. 2. Li D., Liang L.-Q., Zhang W.-J. Defect inspection and extraction of the mobile phone cover glass based on the principal components analysis. Int J Adv Manuf Technol, 2014, vol. 73, pp. 1605–1614. DOI: 10.1007/s00170-014-5871-y. 3. Peng X, Chen Y., Yu W., Zhou Z. An online defects inspection method for float glass fabrication based on machine vision. Int J Adv Manuf Technol, 2008, vol. 39, pp. 1180–1189. DOI: 10.1007/s00170-007-1302-7. 4. Рожков С.А., Бражник Д.А., Серов А.В. Проблемы автоматизированного контроля дефектов стеклоизделий // Проблемы региональной энергетики. 2006. № 1. С. 37–48. 5. Reynolds G., Paskiet D. Glass delamination and breakage. BioProcess International, 2011, vol. 9, no. 11, pp. 52–57. 6. Foglia P., Prete C., Zanda M. An inspection system for pharmaceutical glass tubes. WSEAS Trans. Syst., 2015, vol. 14, pp. 123–136. 7. Визильтер Ю.В., Выголов О.В., Желтов С.Ю., Князь В.В. Семантико-морфологическое описание и синтез изображений с использованием глубоких нейронных сетей // Вестн. компьютерных и информационных технологий. 2019. № 4. С. 13–24. DOI: 10.14489/vkit.2019.04.pp.013-024. 8. Гонсалес Р., Вудс Р. Цифровая обработка изображений. М.: Техносфера, 2005. 1072 с. 9. Келби С. Цифровая фотография; [пер. с англ.]. Киев: Диалектика, 2019. 288 с. 10. Рясов А.А. Криминалистическая фотография и видеозапись. 2013. 30 с. 11. ZENITcamera. Глубина резкости изображаемого пространства. URL: http://www.zenitcamera.com/qa/qa-dof.html (дата обращения: 7.07.2019). 12. Сарвин А.А., Кульчицкий А.А., Наумова А.К. Оптические методы бесконтактных измерений линейных перемещений. СПб: Изд-во СЗТУ, 2011. 195 с. 13. Визильтер Ю.В., Желтов С.Ю., Князь В.А., Ходарев А.Н., Моржин А.В. Обработка и анализ цифровых изображений с примерами на LabVIEW и IMAQ Vision. М.: ДМК Пресс, 2012. 464 с. References 1. Matveev Ju.N., Alaqabi M.M. Automatic formation of a control zone when controlling the quality of the production of glassworms with the use of technical vision. Bull. of Voronezh State Technical University, 2020, vol. 16, no. 4, pp. 48–55 (in Russ.). |



| Постоянный адрес статьи: http://swsys.ru/index.php?id=4795&page=article |
Версия для печати Выпуск в формате PDF (7.81Мб) |
| Статья опубликована в выпуске журнала № 1 за 2021 год. [ на стр. 180-188 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Помехоустойчивые двухэтапные алгоритмы нелинейной фильтрации цифровых изображений
- Построение системы технического зрения для выравнивания содержимого упаковок дельта-манипулятором на пищевом производстве
- Корпоративная мультисервисная сеть банка. Пример построения
- Разработка алгоритма построения системы контроля качества телерадиовещательных трактов
Назад, к списку статей