Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Компьютерное моделирование химического состава стали для оптимизации ее производства за счет комбинирования плавок
Аннотация:Целью работы является программная реализация поиска оптимального химического состава стали на основе объединения нескольких плавок в рамках оперативного производственного плана. В настоящее время в распоряжении предприятий черной металлургии применяется ряд программных инструментов для составления производственного расписания, в том числе позволяющих произвести расчет объема ферросплавов, необходимых для реализации заданного химического состава стали, а также выборочной проверки химических составов на комбинируемость между собой. Недостаток указанных решений заключается в отсутствии возможности подбора для выполнения конкретной производственной задачи в рамках оперативного планирования химического состава, удовлетворяющего критериям минимального расхода ферросплавов и обеспечивающего минимальный объем перепроизводства полупродукта при фиксированном объеме плавки. В работе описываются программное обеспечение модели увеличения комбинируемости химических составов стали при корректировке содержания химических элементов «Калькулятор комбинируемости химических составов стали» и лежащие в его основе алгоритмы. Разработка основана на свойстве унификации (комбинирования) нескольких химических составов стали для различных заказов таким образом, чтобы сформированный на их основе химический состав удовлетворял требованиям стандартов на производство соответствующих заказам марок стали и имел возможность реализации в производстве. Внедрение в производство описанного решения позволит оптимизировать производственный план в части излишков, обеспечить снижение количества отказных заказов, одиночных плавок, объемов нереализованной продукции, а также повысить серийность разливаемой стали за счет внедрения новых химических составов.
Abstract:The purpose of the work is software implementation of the algorithm for searching an optimal steel chemical composition based on combining several melts within the framework of an operational production plan. Nowadays, ferrous metallurgy enterprises use a number of software tools for drawing up a production schedule, including those for calculating the volume of ferroalloys required to implement a given steel chemical composition, as well as selective testing of chemical compositions for compatibility with each other. The disadvantage of these solutions is the lack of a possibility of selecting a chemical composition for solving a specific production problem in terms of operational planning that satisfies the criteria of ferroalloy minimum consumption and ensures a minimum volume of semi-product overproduction at a fixed volume of melting. The paper describes a software model for increasing the combinability of steel chemical compositions when adjusting the content of chemical elements “Calculator of combinability of steel chemical compositions” and the underlying algorithms. The development is based on the property of unifying (combining) several chemical compositions of steel for various orders in such a way that the chemical composition formed on their basis meets the requirements of standards for the production of steel grades corresponding to orders and can be implemented in production. The implementation of the described solution into production will allow optimizing a production plan in terms of surplus, ensuring a reduction in the number of rejected orders, single melts, unsold product volumes, and also increasing the serial production of cast steel due to introducing new chemical compositions.
| Авторы: Карачунов А.Г. (pmkarachunov@mail.ru) - Череповецкий государственный университет, Череповец, Россия, Аспирант , Ершов Е.В. (eve@chsu.ru) - Череповецкий государственный университет (профессор), Череповец, Россия, доктор технических наук | |
| Ключевые слова: химический состав стали, программное обеспечение, алгоритмы, модель, оптимизация, комбинирование |
|
| Keywords: steel chemical composition, the software, algorithms, mathematical model, optimisation, combination |
|
| Количество просмотров: 2905 |
Статья в формате PDF |
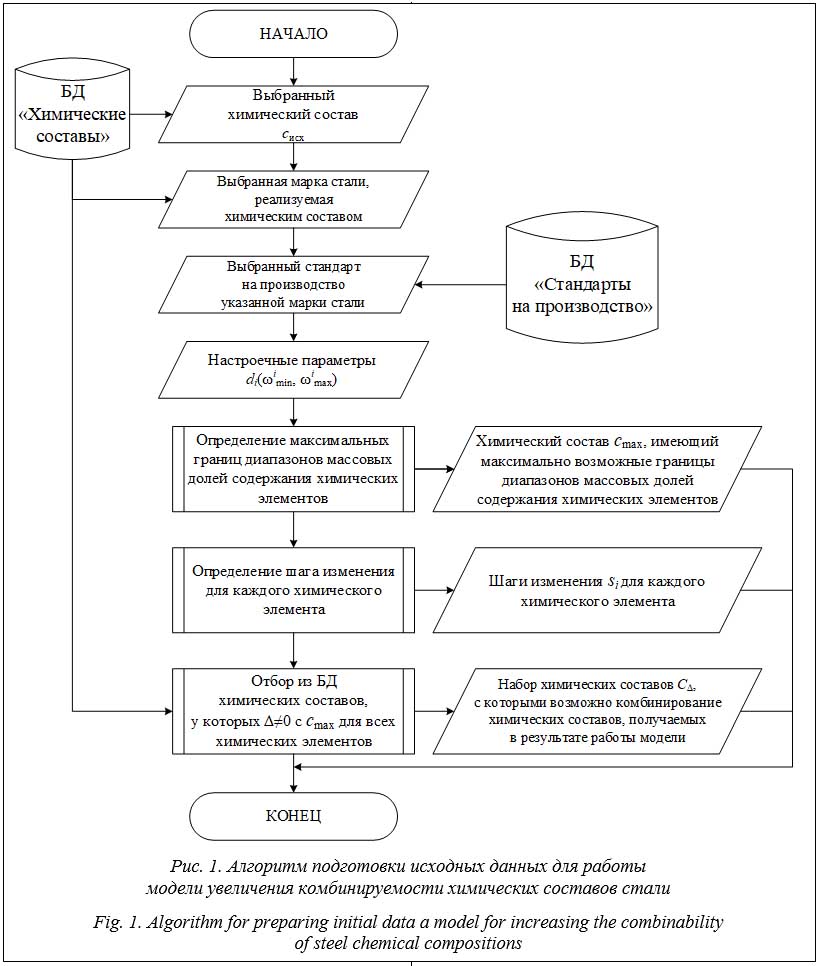
Введение. При оценке эффективности работы предприятия сталеплавильного производства одним из важнейших параметров является объем произведенных излишков. Непосредственное влияние на этот экономический показатель оказывает оптимальность распределения загрузки агрегатов. Например, на этапе внепечной обработки стали, где осуществляется добавление в плавку легирующих присадок, как правило, только установка типа печь-ковш принимает полупродукт в объеме более 300 тонн. Требования к химическому составу стали описываются в стандартах на ее производство, причем одна марка стали может производиться по нескольким стандартам, а один стандарт может содержать требования к нескольким маркам стали (в соответствии с ГОСТ Р 54384-2011). При грамотном подборе химического состава, который будет соответствовать требованиям стандартов для изготовления нескольких марок стали, можно обеспечить их выплавку за один производственный цикл, тем самым обеспечив выполнение нескольких заказов. На современных металлургических и других типах предприятий широко применяются АСУ производством, позволяющие использовать различные модели управления производственным процессом [1–3]. При использовании подобных систем наи- большую сложность представляет процесс моделирования, в рамках которого предполагается построение производственно-логистической цепи. Блок моделирования представляет собой несколько оптимизационных моделей, в составе которых должны быть модели управления производственными мощностями предприятий черной металлургии и модели оптимизации перечня заказов по различным критериям, одним из основных при этом является максимум маржинального дохода. Яркий пример таких задач – распределение работы агрегатов в рамках оперативного планирования с учетом технологических особенностей, что, в свою оче- редь, отражает потребность предприятия в разработке и применении дополнительных цифровых моделей и методов оптимизации технологических процессов [4–6]. В работах отечественных [7–9] и иностранных [10–12] авторов приведены примеры использования различных цифровых инструментов для повышения эффективности планирования сталеплавильного производства. Их применение обеспечивает снижение себестоимости продукции, однако не учитывается подход к оптимизации химического состава стали за счет его унификации для решения нескольких производственных задач. В работе [13] для подготовки производственного плана предложена модель увеличения комбинируемости химических составов стали при корректировке содержания химических элементов, используемая на этапе выбора химического состава для выполнения плавки, включающей в себя один или несколько заказов. Данная модель отвечает требованиям концепции бережливого производства. В ее основе лежит поэтапное формирование в рамках требований стандарта на производство заданной марки стали множества диапазонов массовых долей содержания химических элементов, а основным исходным параметром для модели является один из уже используемых на предприятии химических составов. В результате такого поиска подбирается химический состав стали, имеющий наименьшие изменения относитель- но исходного и обеспечивающий наибольшую унификацию (выполнение правил комбинируемости) с другими химическими составами, используемыми в производстве. Нахождение химического состава, требуемого для выполнения стандарта на производство стали с учетом наложенных ограничений, является классической задачей для применения математических методов оптимизации, обеспечивающих решение многофакторных задач [14]. В рассматриваемом случае по причине независимости параметров массовых долей содержания для разных химических элементов необходимо применение поиска (перебора) по множеству вариантов их диапазонов с ограничениями. Использование данной модели при составлении производственных планов позволяет добиться сокращения излишков при каждой плавке и в то же время предотвратить чрезмерный расход легирующих добавок (ферросплавов). Таким образом, в данной статье предлагается рассмотреть алгоритмическое обеспече- ние указанной модели и ее программную реализацию. Алгоритмы моделирования поиска оптимального химического состава Для работы модели используются БД «Химические составы», содержащая сведения об используемых на предприятии химических составах с указанием соответствующих им марок стали и стандартов на их производство, и «Стандарты на производство» с описанием требований стандартов на производство марок стали.
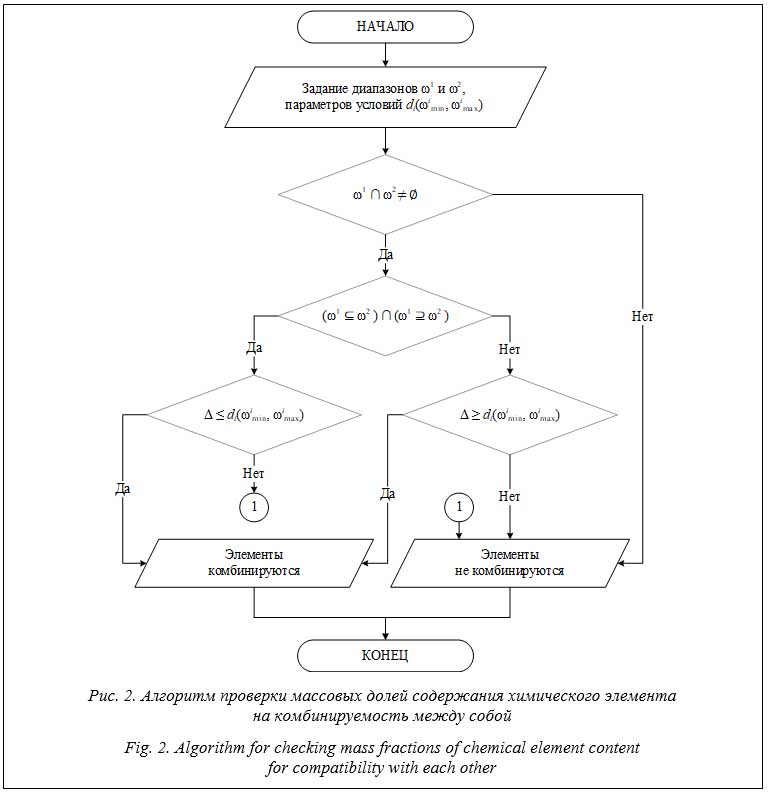
Входные данные представляют собой набор следующих параметров: – химический состав; это набор записей о – марка стали; выбирается из перечня реализуемых выбранным химическим составом; – стандарт на производство выбранной марки стали; выбирается из перечня стандартов на производство, структура данных аналогична химическому составу. Представим этапы алгоритма обработки исходных данных об используемых в производстве химических составах стали и стандартах на их производство. Этап 1. Выбор химического состава cисх из БД «Химические составы». Этап 2. Выбор из БД «Химические составы» марки стали по ключу идентификатора химического состава. Этап 3. Выбор из БД «Стандарты на производство» стандарта на производство указанной на втором этапе марки стали. Этап 4. Задание настроечных параметров Значения данных параметров определяются технологией производства, для каждого химического элемента может быть установлено несколько значений в зависимости от того, в каких пределах находятся установленные описанием химического состава границы массовых долей содержания элемента. Этап 5. Определение максимально широких границ диапазонов массовых долей содержания для измененного химического состава. С учетом требований выбранного стандарта на производство указанной марки стали, а также производственной задачи определяется химический состав Cmax, имеющий максимальные границы диапазонов массовых долей содержания химических элементов. Этап 6. Определение шага изменения Si для каждого химического элемента, содержащегося в выбранном химическом составе. Размерность шагов зависит от производственных требований и возможностей по реализации отдачи материала в плавку с заданной точностью. Этап 7. Выборка CD из БД «Химические составы» тех химических составов, которые имеют ненулевые пересечения диапазонов мас- совых долей содержания для каждого химического элемента, что означает их потенциальную возможность для комбинирования. Этап 8. Передача сформированных данных. Сформированные в результате работы описанного алгоритма структуры данных передаются для применения модели увеличения комбинируемости химических составов стали. Алгоритм проверки химических составов на комбинируемость между собой лежит в основе модели увеличения комбинируемости химических составов стали и заключается в последовательном проведении соответствующих проверок диапазонов массовых долей содержания каждого химического элемента. Входными данными для алгоритма являются пара выбранных для проверки на комби- нируемость химических составов c1 и c2, а также параметры Алгоритм предусматривает выполнение следующих шагов. Шаг 1. Выбор для проверки пары химических составов. Шаг 2. Выполнение для i от 1 до n, где n – количество химических элементов, содержащихся в описании химических составов пред- приятия, цикла проверок массовых долей содержания i-го химического элемента на комбинируемость между собой.
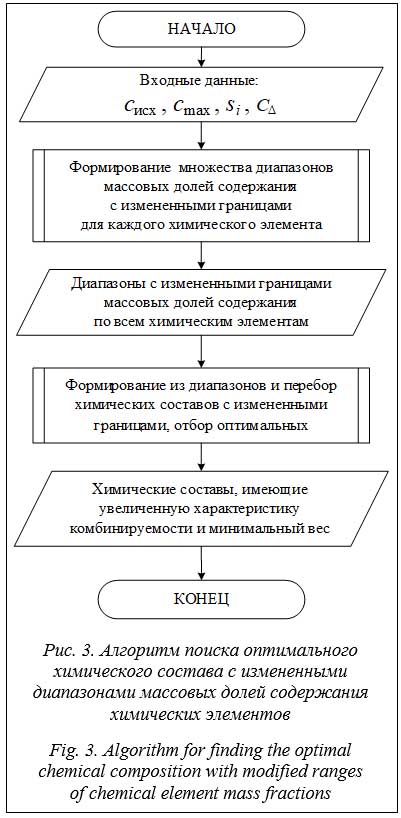
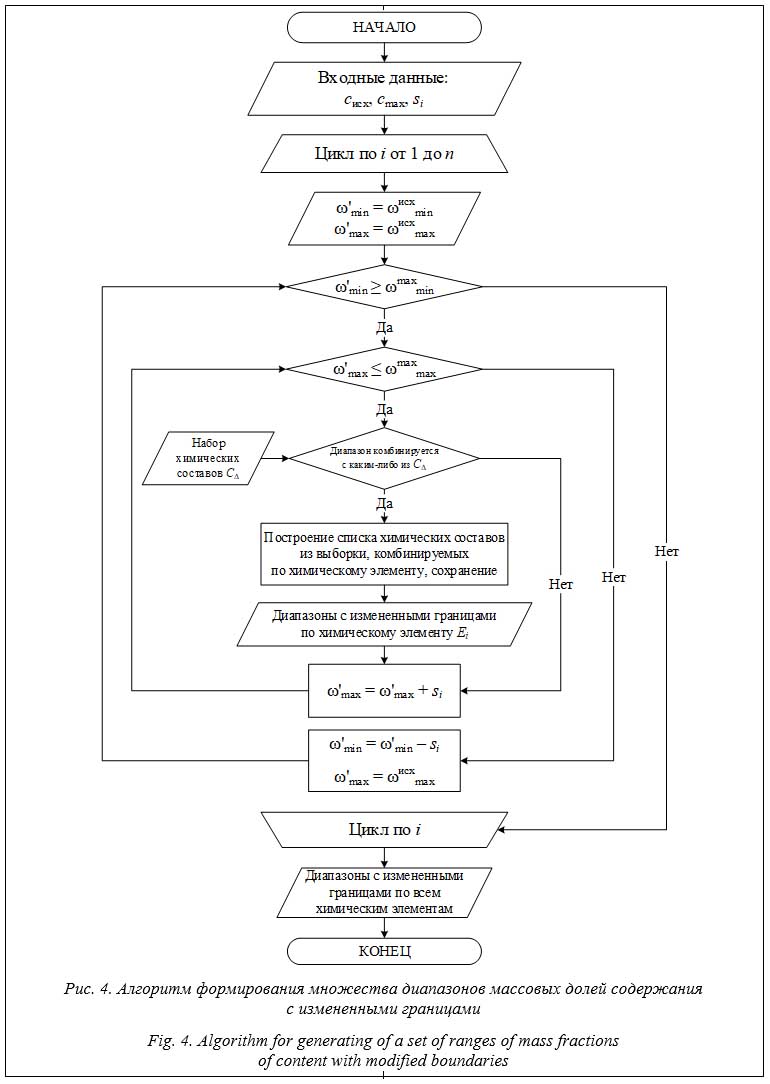
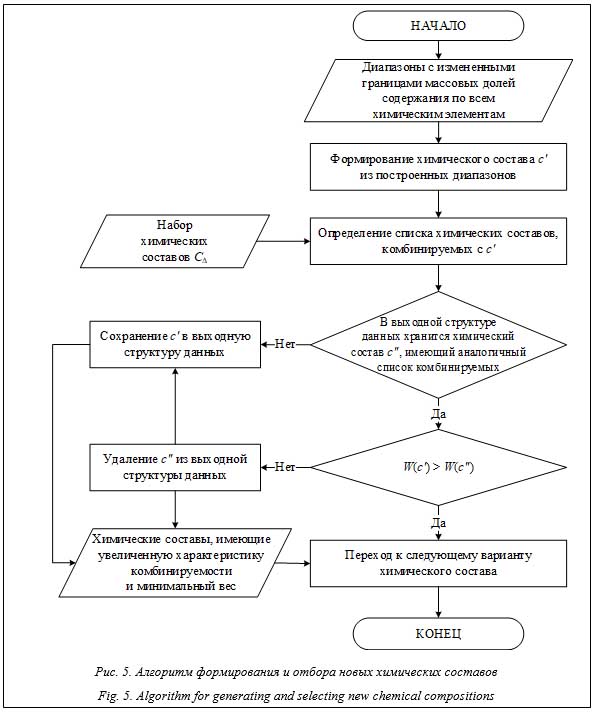
- в качестве входных данных берутся значения минимальных и максимальных границ - вычисляется ширина пересечения заданных диапазонов; если она равна нулю, то делается вывод о том, что по данному химическому элементу комбинирование невозможно; - в противном случае производится проверка на вхождение одного диапазона в другой; - для случая вхождения одного диапазона в другой выполняется проверка удовлетворения условия: разница - для случая только пересечения диапазонов без полного вхождения одного в другой выполняется проверка удовлетворения следующего условия: разница - если условие, описанное в предыдущих двух шагах, выполняется, то комбинирование по химическому элементу возможно, в противном случае – нет. Если по какому-либо химическому элементу комбинирование невозможно, производится выход из цикла с передачей вывода о невозможности комбинирования проверяемых химических составов. Шаг 3. Передача вывода о возможности комбинирования пары химических составов. Алгоритм поиска оптимальных химических составов стали, имеющих улучшенные характеристики комбинируемости (рис. 3), применяется для формирования множества возможных химических составов с измененными относительно химического состава cисх границами массовых долей содержания химических элементов и последующего выбора из него имеющих оптимальные характеристики (минимальный вес W(c)). В качестве входных данных алгоритма используются полученные на этапе предварительной обработки данных исходный химический состав cисх, химический состав, имеющий максимальные границы диапазонов массовых долей содержания химических элементов cmax, рассчитанные для каждого химического элемента шаги изменения Si, набор химических составов CD. Алгоритм представляет собой выполнение следующих этапов. Этап 1. Получение входных данных.
- задание начальных значений границ массовых долей содержания - последовательное выполнение для всех химических элементов двух вложенных циклов изменения переменных - на каждой итерации циклов, описанных на предыдущем шаге, перед изменением переменных формирование диапазона массовойдоли содержания химического элемента с границами - если для какого-либо химического соста- ва из выборки CD комбинирование возможно, то для построенного диапазона Выходными данными этапа является множество диапазонов массовых долей содержа- ния химических элементов с измененными границами относительно cисх. Этап 3. Формирование химических составов из построенных диапазонов массовых долей содержания с измененными границами и перебор всех возможных вариаций химических составов с измененными границами. Порядок формирования, отбора и сохранения полученных химических составов в выходную структуру данных описан на блок-схеме, представленной на рисунке 5. Этап 4. Передача сформированных химических составов, имеющих улучшенную характеристику комбинируемости и минимальные изменения относительно cисх. На завершающем этапе в выходной структуре данных для каждого химического состава производится расчет оценки стоимости реализации (на основе вводимых параметров стоимости химических элементов). Описание разработанного ПО
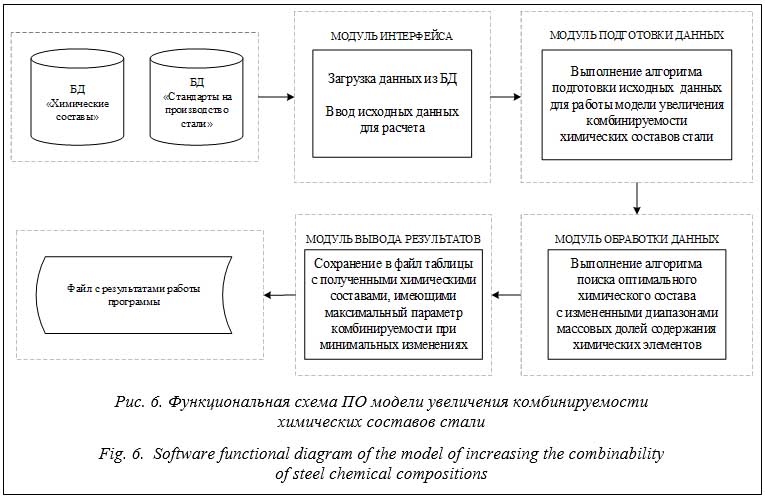
Программа выполнена в составе нескольких модулей (рис. 6): - модуль интерфейса реализует ввод исходных данных путем загрузки .xls таблиц с БД, отображение их на форму и взаимодействие с пользователем; - модуль подготовки данных производит извлечение параметров из файлов БД и формирование необходимых структур данных для дальнейшей обработки; - модуль обработки данных отвечает за одновременное выполнение для нескольких наборов входных данных («Химический состав», «Марка стали», «Стандарт на производство») алгоритмов формирования химических составов, имеющих улучшенную характеристику комбинируемости, и отбора оптимальных из них с последующим сохранением в выходную структуру данных; - модуль вывода данных осуществляет расчет оценочной стоимости производственной реализации сформированных химических составов и сохранение результатов работы программы в выходном файле типа .xls. Интерфейс программы «Калькулятор комбинируемости химических составов стали» представляет собой меню выбора пути к файлам с исходными и выходными данными, после загрузки которых происходит переход к основной форме работы с химическими составами (http://www.swsys.ru/uploaded/image/2024-2/7.jpg). Для удобства работы предусмотрен переход к темной версии оконного интерфейса. На форме находятся несколько выпадающих списков, имеющих функцию контекстного поиска по вводимым данным, в которых производится выбор модифицируемого химического состава, соответствующих ему марки стали и стандарта на ее производство. После выбора входных параметров на форме отображаются массовые доли содержа- ния химических элементов выбранного в качестве исходного химического состава стали, а также стандарта на производство выбранной марки стали (если стандартом не определены массовые доли содержания некоторых химических элементов, применяются табличные значения), количество химических составов, комбинируемых с выбранным, и примерное время получения результата для введенных данных. Далее на форму выводится химический состав, имеющий максимально допустимые в рамках модели границы массовых долей содержания химических элементов, а также шаги изменения исходного химического состава для каждого элемента. В целях задания точности расчетов, а также снижения количества итераций и времени работы программы для получения результатов пользователю дана возможность отредактировать исходный химический состав и шаги его изменения. После запуска исходных параметров для обработки в правой части формы отображается статус выполнения каждой расчетной задачи с указанием времени, прошедшего с начала расчета, и примерного времени, требуемого для его завершения. Для каждой задачи предусмотрено выполнение с использованием отдельного ядра (физического или виртуального) центрального процессора рабочей станции. Также реализована возможность отмены выполнения для каждой запущенной задачи. Результаты работы программы выгружаются в файлы электронных таблиц типа .xls в виде нескольких вкладок (http://www.swsys.ru/ uploaded/image/2024-2/8.jpg), на которых содержится описание исходного и полученных в результате расчетов химических составов, выбранного стандарта на производство стали, а также перечня комбинируемых химических составов для каждого из вновь полученных. Измененные относительно исходного химического состава параметры выделяются цветом.
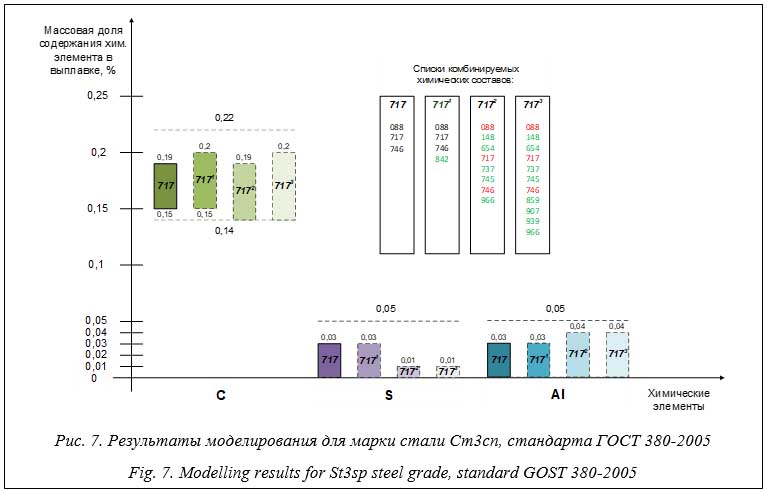
В данном примере продемонстрированы результаты поиска в пространстве химических составов: при изменении границ массовых долей содержания химических элементов C, S, Al химического состава номер 717 получены производные химические составы 7171, 7172 и 7173. Аналогичные изменения по остальным химическим элементам в данном случае влияния на комбинируемость химических составов не оказали. Шаг изменения массовой доли содержания указанных химических элементов, равный 0,01 %, обеспечивает технологическую возможность учета такого изменения при реальной отдаче материала. Черным цветом выделены номера химических составов, с кото- рыми комбинируется исходный, красным – те, для которых свойство комбинируемости по сравнению с исходным химическим составом утрачено, зеленым – свойство комбинируемости относительно исходного получено. Для исходного химического состава список комбинируемых химических составов, помимо его самого, содержит еще два, тогда как для вновь полученных химических составов их количество будет равно трем, пяти и восьми соответственно. В результате при минимальных изменениях исходного химического состава увеличено число возможных комбинаций выплавленных марок стали за один производственный цикл. Заключение В результате проведенного исследования авторами было разработано ПО для поиска оптимальных химических составов с точки зрения комбинирования плавок стали. Программа «Калькулятор комбинируемости химических составов стали» применяется в системе планирования сталеплавильного производства и обеспечивает возможность подбо- ра химических составов для построения оптимального производственного расписания плавок. Кроме того, разработанный программный продукт может быть использован для синтеза новых перспективных химических составов и оценки возможности их комбинирования с уже используемыми в производстве стали. Результаты планирования, которые получены с помощью описанного ПО, могут быть использованы в целях прогнозирования затрат на производство стали в ходе оперативного планирования, а также для поддержки принятия решения о включении заказов малой серии в производственный план. Применение программы на статистических данных сталеплавильного производства показало возможность снижения излишков выплавленного металла на 4,95 % в годовом выражении. Список литературы 1. Аристова Н.И. Эволюция промышленной автоматизации: 2003–2023 гг. // Автоматизация в промышленности. 2023. № 1. С. 3–10. 2. Фролов Е.Б., Нестеров П.А., Косьяненко А.В. Цифровое производство и системы производственного планирования // Автоматизация и IT в энергетике. 2020. № 9. С. 5–13. 3. Скорнякова Е.А., Сулаберидзе В.Ш. Проблемы автоматизации процесса производственного планирования // Наукоемкие технологии в космических исследованиях Земли. 2019. Т. 11. № 1. С. 78–85. 4. Боева Л.М., Коврижных О.А. Оперативная корректировка производственных планов с использованием технологий и алгоритмов гибких производственных систем // Экономика. Информатика. 2021. Т 48. № 4. С. 802–809. doi: 10.52575/2687-0932-2021-48-4-802-809. 5. Чистякова Т.Б., Шашихина О.Е., Новожилова И.В. Интеллектуальная информационная система оптимизации процесса производственного планирования // Проектирование и обеспечение качества информационных процессов и систем: сб. докладов. 2022. С. 124–127. 6. Данилов А.Д., Ломакин В.А. Интеллектуальная система планирования гибкого автоматизированного производства // Вестн. ВГТУ. 2019. Т. 15. № 1. С. 7–11. 7. Цуканов М.А., Божкова О.А. Повышение эффективности процессов оперативного управления и технологической координации на основе оценки производственного расписания // Вестн. ВГТУ. 2018. Т. 14. № 5. С. 27–32. 8. Коврижных О.А., Боева Л.М. Оперативное планирование сталеплавильного производства на основе прецедентов // Современные проблемы горно-металлургического комплекса. Наука и производство: матер. научн.-практич. конф. 2023. С. 404–410. 9. Зайцев А.А., Мурашев П.А., Ласкин А.А., Коряковцев А.В., Цымай Д.В. Имитационное моделирование коксоаглодоменного и сталеплавильного производств ЧерМК ПАО «Северсталь» // Черная металлургия. Бюлл. науч.-технич. и экономич. информации. 2022. Т. 78. № 8. С. 657–661. doi: 10.32339/0135-5910-2022-8-657-661. 10. Sun L., Li S., Qi Y., Ma T. An improved heuristic algorithm for the order planning of steelmaking production. In: LNEE. Proc. CIAC, 2018, vol. 458, pp. 131–141. doi: 10.1007/978-981-10-6445-6_15. 11. Xu Zj., Zheng Z., Gao, Xq. Operation optimization of the steel manufacturing process: A brief review. Int. J. Miner. Metall. Mater., 2021, vol. 28, pp. 1274–1287. doi: 10.1007/s12613-021-2273-7. 12. Wang G., Wu J., Yang Y., Su L. Robust optimization for a steel production planning problem with uncertain demand and product substitution. Computers & Operations Research, 2024, vol. 165, art. 106569. doi: 10.1016/j.cor.2024. 106569. 13. Карачунов А.Г., Ершов Е.В., Виноградова П.А., Иванов А.А. Метод повышения эффективности планирования сталеплавильного производства на основе унификации химических составов стали // Вестн. ЧГУ. 2022. № 6. С. 42–52. doi: 10.23859/1994-0637-2022-6-111-3. 14. Колобов А.В., Варфоломеев И.А. Повышение эффективности бизнес-системы предприятия на основе применения цифровых инструментов в металлургии // Сталь. 2020. № 10. С. 69–73. 15. Карачунов А.Г., Ершов Е.В., Дмитриев М.В. Калькулятор комбинируемости химических составов стали: Свид. о регистр. ПрЭВМ № 2022613350. Рос. Федерация, 2022. References 1. Aristova, N.I. (2023) ‘Evolution of industrial automation in the recent 20 years’, Automation in Industry, (1), pp. 3–10 (in Russ.). 2. Frolov, E.B., Nesterov, P.A., Kasyanenko, A.V. (2020) ‘Digital production and systems production planning’, Automation and IT in the Energy Sector, (9), pp. 5–13 (in Russ.). 3. Skorniakova, E.A., Sulaberidze, V.Sh. (2019) ‘Problems of production planning process automation’, H&ES Research, 11(1), pp. 78–85 (in Russ.). 4. Boeva, L.M., Kovrizhnykh, O.A. (2021) ‘Operational rescheduling of production plans using technologies and algorithms of flexible production systems’, Economics. Inform. Tech., 48(4), pp. 802–809 (in Russ.). doi: 10.52575/2687-0932-2021-48-4-802-809. 5. Chistyakova, T.B., Shashikhina, O.E., Novozhilova, I.V. (2022) ‘Intelligent information system for optimizing the production planning process’, Proc. IPSDQA, pp. 124–127 (in Russ.). 6. Danilov, A.D., Lomakin, V.A. (2019) ‘Intelligent system of flexible automated manufacturing scheduling’, Bull. of VSTU, 15(1), pp. 7–11 (in Russ.). 7. Tsukanov, M.A., Bozhkova, O.A. (2018) ‘Software implementation of pathfinding for multiple objects with areas of different permeability’, Bull. of VSTU, 14(5), pp. 27–32 (in Russ.). 8. Kovrizhnykh, O.A., Boeva, L.M. (2023) ‘Operational planning of steelmaking based on precedents’, Proc. Modern Problems of Mining and Metallurgical Complex. Science and Production, pp. 404–410 (in Russ.). 9. Zaitsev, A.A., Murashev, P.A., Laskin, A.A., Koryakovtsev, A.V., Tsymai, D.V. (2022) ‘Simulation modeling of ironmaking and steelmaking processes at Cherepovets steel mill of PAO Severstal’, Ferrous Metallurgy. Bull. of Sci., Tech. and Economic Information, 78(8), pp. 657–661 (in Russ.). doi: 10.32339/0135-5910-2022-8-657-661. 10. Sun, L., Li, S., Qi, Y., Ma, T. (2018) ‘An improved heuristic algorithm for the order planning of steelmaking production’, in LNEE. Proc. CIAC, 458, pp. 131–141. doi: 10.1007/978-981-10-6445-6_15. 11. Xu, Zj., Zheng, Z., Gao, Xq. (2021) ‘Operation optimization of the steel manufacturing process: A brief review’, J. Miner. Metall. Mater., 28, pp. 1274–1287. doi: 10.1007/s12613-021-2273-7. 12. Wang, G., Wu, J., Yang, Y., Su, L. (2024) ‘Robust optimization for a steel production planning problem with uncertain demand and product substitution’, Computers & Operations Research, 165, art. 106569. doi: 10.1007/978-981-10-6445-6_15. 13. Karachunov, A.G., Ershov, E.V., Vinogradova, P.A., Ivanov, A.A. (2022) ‘Method to increase the efficiency of steelmaking production planning based on the standardization of chemical compositions of steel’, ChSU Bull., (6), 14. Kolobov, A.V., Varfolomeev, I.A. (2020) ‘Increasing the business system efficiency of an enterprise based on the application of digital instruments in metallurgy’, Steel in Translation, 50(10), pp. 740–744 (in Russ.). 15. Karachunov, A.G., Ershov, E.V., Dmitriev, M.V. (2022) Calculator of Combinability of Chemical Compositions of Steel, Pat. RF, № 2022613350. |
| Постоянный адрес статьи: http://swsys.ru/index.php?id=5086&like=1&page=article |
Версия для печати |
| Статья опубликована в выпуске журнала № 2 за 2024 год. [ на стр. 270-281 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Комплекс программного обеспечения для оптимизации надежности однородных нейронных структур
- Пчелиный алгоритм оптимизации для решения задачи планирования беспроводной сети
- Об одном подходе к управлению многопродуктовыми запасами
- Web-ориентированная система формирования контента единого цифрового пространства научных знаний
- Метод планирования инновационной деятельности
Назад, к списку статей