Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Алгоритм оптимального размещения технологических процессов получения многономенклатурной химической продукции
Аннотация:
Abstract:
| Авторы: Макаров В.В. (l.s.gordeev@yandex.ru) - Российский химико-технологический университет им. Д.И. Менделеева, Москва, Россия, доктор технических наук, Гордеев Л.С. (l.s.gordeev@yandex.ru) - Российский химико-технологический университет им. Д.И. Менделеева, Москва, Россия, доктор технических наук, Козлова М.А. () - , Сбоева Ю.В. () - | |
| Ключевое слово: |
|
| Ключевое слово: |
|
| Количество просмотров: 13095 |
Версия для печати Выпуск в формате PDF (1.60Мб) |
В многономенклатурных химических производствах из-за структурных модификаций ассортимента выпускаемой продукции часто возникает так называемая задача размещения технологических процессов ее получения на действующих установках, функционирующих в дискретном режиме. Содержательно задача состоит в установлении наличия необходимого технологического оборудования, материалопроводов, резервов мощности и в оптимальном распределении технологических процессов по аппаратурным схемам. Пусть требуется разместить множество технологических процессов получения продуктов модифицированного ассортимента на аппаратурных схемах действующего производства. Аппаратурная схема Gi(Ai,Ui);
Многостадийный технологический процесс Sj(Oj, Rj); Для определения реальной возможности размещения новых технологических процессов на аппаратурных схемах действующего производства необходимо наличие свободных мощностей. В общем случае возможны множества допустимых вариантов размещения; для нахождения оптимального варианта необходимо решить модифицированную задачу о назначениях, которая имеет следующий вид:
при
Ограничения (2-5) имеют следующий смысл: (2) – количество технологических схем, на которых может быть размещен каждый продукт, не должно превышать их наличного количества в группе; (3) – количество продуктов, размещаемых на каждой схеме, не должно превышать общего числа продуктов в группе; (4) – объем выпуска каждого продукта не должен превышать заданного значения; (5) – все продукты ассортимента должны быть произведены в течение фонда времени T0. Для трубопроводных систем, в которых технологические аппараты взаимодействуют непосредственно:
Рис. 2. Графы аппаратурной (G¢) и технологических (S¢1,S¢2,S¢3) схем Для размещения технологических процессов в беструбопроводных аппаратурных схемах выполнение условий (6)-(7) означает наличие и адекватность только аппаратурного состава схемы. Для трубопроводных систем, в которых технологические аппараты взаимодействуют через вспомогательные емкости-накопители, справедливы следующие дополнительные условия:
где Вид функций
Правило изменения n, n¢ в формулах (14-15) изложено ниже. В общем случае
дискретна по j. демпфирующей емкости от интервала времени между моментами первых загрузки и разгрузки Описание алгоритма Задача размещения технологических процессов на действующем оборудовании решается в два этапа. Первый этап образует модифицированный алгоритм покрытия графа, обеспечивающий допустимое распределение продуктов по технологическому оборудованию [3]. Второй этап заключается в поиске оптимального варианта их распределения, и представляет собой модифицированный алгоритм задачи о назначениях. Модификация алгоритма покрытия графа заключается в оценке соответствия значений параметров аппаратов значениям параметров технологического процесса, осуществляемого по его соответствующим моделям. Для каждого графа Gi¢ определим, является ли граф Sj¢ его подграфом. Содержательно это эквивалентно группировке продуктов модифицированного ассортимента, при которой определены группы, отнесенные к каждой из аппаратурных схем. Таким образом, ассортимент P оказывается декомпозирован на пересекающиеся классы Pi, где Pi – группа продуктов, которая принципиально может быть произведена в аппаратурной схеме i. Тогда:
Зная объем выпуска каждого продукта, оставшегося в ассортименте, рассчитаем интервал времени Ti, в течение которого аппаратурная схема i свободна; если продукты выпускаются последовательно, то
Тогда Ti представляет интервал времени, в течение которого на схеме i могут производиться продукты, вновь включенные в ассортимент. Алгоритм второго этапа зависит от типа аппаратурной структуры химико-технологической системы, на которой размещаются технологические процессы: при непосредственной связи аппаратов он представляет собой одноуровневый алгоритм, а при наличии емкостей двухуровневый. Задача оптимального размещения (1)-(10) в системах с непосредственной связью аппаратов является дискретной задачей, содержащей дискретные переменные b и целочисленные a, а аналогичная задача (1)-(20) для систем, содержащих демпфирующие емкости – частично-дискретной задачей, содержащей, кроме переменных b и a, непрерывные переменные Dt. Произведем замену дискретных переменных b [4]:
С учетом замены переменных (23) критерий оптимальности (1) примет вид:
при ограничениях (2)-(10) и условии
являющемся аналогом ограничения (4) для систем с непосредственным взаимодействием аппаратов и ограничениях (2,3,5-7,11-20) – при наличии в системе емкостей. Замена дискретных переменных целочисленными позволяет применить для решения задачи размещения в системах с непосредственной связью аппаратов алгоритм квадратичного целочисленного программирования [5], а при наличии в системе демпфирующих емкостей – двухуровневый алгоритм, верхний уровень которого является алгоритмом квадратичного целочисленного программирования, а нижний – алгоритмом оптимизации по непрерывным переменным Dt. Нижний уровень алгоритма заключается в определении экстремальных значений объема реакционной массы, содержащейся в демпфирующей емкости в течение ее технологического цикла и такого значения Dt, при котором максимум был бы минимальным, а минимум равным нулю. Экстремальные значения функции u(t, Dt) ищутся в пределах ее периода Q, который равен аликвотной части продолжительности технологических циклов группы взаимодействующих аппаратов. Для обеспечения конечности алгоритма расчета Q масштабированием по времени заменим действительные числа
где Значения функции
то
Очевидно, что при этом n¢=1. Далее значения функции n=n+1, если n¢=n+1, если Так как
В целях унификации алгоритма оптимизации вместо
Затем найдем
Оба эти условия достигаются при
Описанная выше процедура повторяется для всех продуктов системы с целью поиска
для оптимизации объема демпфирующих емкостей. Разработанный комплекс алгоритмов гарантирует оптимальное размещение технологических процессов при структурных модификациях ассортимента продукции и изменениях конъюнктуры потребительского рынка, что во многих случаях позволяет избежать разработки и проектирования новых производств или реконструкции действующих. Развиваемый подход ориентирован на детерминированные технологические системы и не учитывает характерную для некоторых производств неопределенность исходной информации и параметров моделей. Однако при наличии необходимого статистического материала и при незначительной модификации разработанный комплекс алгоритмов может быть применен при решении задачи размещения в условиях неопределенности. Обозначения в формулах а – количество значений дискретной переменной; c – стоимость получения продукта; g – массовый размер порции продукта; I – количество аппаратурных схем; IGi – количество стадий в аппаратурной схеме; i – текущий номер аппаратурной схемы; Ij – количество схем, на которых может быть размещен продукт j; Ji – количество продуктов, которые могут быть размещены на схеме i; Jp – количество размещаемых технологических процессов; j – текущий номер технологического процесса; k – текущий номер стадии технологического процесса; m – размерность пространства конструкционных параметров технологических трубопроводов и материальных потоков; N – количество параллельных аппаратов; n – размерность пространства конструкционных параметров аппаратов и режимных параметров технологических процессов; Q – объем выпуска продукта; s – материальный индекс; t0 – момент начала первой загрузки емкости-накопителя; t – время; U – объем емкости-накопителя; u – объем реакционной массы в емкости-накопителе; u* – максимальный объем реакционной массы в емкости-накопителе;
V – объем технологического аппарата; a – бинарные переменные; b – количество порций продукта; Q – период функции t – продолжительность цикла аппарата;
Список литературы 1. Лескин А.А. Алгебраические основы задачи выбора оборудования гибких производственных систем. - В кн.: Проблемы автоматизации и производственных процессов. - М.: Наука, 1985.- 262 с. 2. Макаров В.В. // Теоретич.осн.хим.технол. - 1994. - Т. 28. - №5. - С.453-464. 3. Гэри М., Джонсон Д. Вычислительные машины и труднорешаемые задачи. - М.: Мир, 1982.- 416 с. 4. Хохлюк В.И. Параллельные алгоритмы целочисленной оптимизации. - М.: Радио и связь, 1987.- 224 с. 5. Pierce J.F., Crowston W.B. // Nav.Res.Log.Quart.-1971,V.18, №1, p.1-36. 6. Батухтин В.Д., Майборода Л.А. Оптимизация разрывных функций.- М.: Наука, 1984. -208 с. |
 , где Ai – аппаратурный состав, характеризующийся векторами значений параметров Xi = (xi1, xi2, ..., xin), а Ui – материалопроводы, характиризующиеся векторами значений параметров Zi = (zi1, zi2, ..., zim). Значения Xi и Zi выделяют некоторые замкнутые области Ei гиперпространства параметров. Структурная модель аппаратурной схемы Gi имеет вид графа Gi¢(Ai¢,Ui¢ ), в котором Ai¢ – множество вершин, а Ui¢ – множество дуг. Ориентация графа Gi¢ задается отображением Wi: Ui¢ ® Ai¢ ´ Ai¢, в результате которого получается ориентированный граф GiW= (Ai¢, Wi, Ui¢) [1] .
, где Ai – аппаратурный состав, характеризующийся векторами значений параметров Xi = (xi1, xi2, ..., xin), а Ui – материалопроводы, характиризующиеся векторами значений параметров Zi = (zi1, zi2, ..., zim). Значения Xi и Zi выделяют некоторые замкнутые области Ei гиперпространства параметров. Структурная модель аппаратурной схемы Gi имеет вид графа Gi¢(Ai¢,Ui¢ ), в котором Ai¢ – множество вершин, а Ui¢ – множество дуг. Ориентация графа Gi¢ задается отображением Wi: Ui¢ ® Ai¢ ´ Ai¢, в результате которого получается ориентированный граф GiW= (Ai¢, Wi, Ui¢) [1] .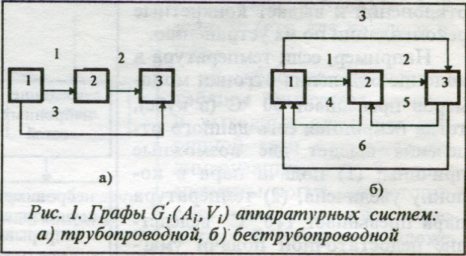
 , где Oj – технологические стадии, характеризующиеся значениями векторов параметров Yj=(yj1,yj2,...,yjn), а Rj – материальные потоки, характеризующиеся параметрами Wj = (wj1, wj2, ..., wjm). Множество значений Yj и Wj выделяют области Fj гиперпространства параметров. Структурной моделью технологического процесса Sj является граф Sj¢(Oj¢, Rj¢), где Oj¢ – множество вершин, Rj¢ – множество дуг. Ориентация графа Sj¢ задается отображением Yj : Rj¢ ® Oj¢ x Oj¢, в результате которого получается ориентированный граф SjY¢= (Oj¢, Y j, Rj¢) [1]. Принципиально разместить процесс Sj на аппаратурной схеме Gi возможно, если граф SjY¢(Oj¢, Y, Rj¢) является подграфом графа GjW¢(Ai¢, W, Ui¢), то есть SjW¢ Í GiW¢, а область гиперпространства Fj режимных параметров Yj является подмножеством области Ei гиперпространства конструкционных параметров, то есть Fj Í Ei. На рисунке 2 приведены графы G¢, S1¢, S2¢, S3¢. Графы S1¢, S2¢ являются подграфами графа G¢, а граф S3¢ не является таковым.
, где Oj – технологические стадии, характеризующиеся значениями векторов параметров Yj=(yj1,yj2,...,yjn), а Rj – материальные потоки, характеризующиеся параметрами Wj = (wj1, wj2, ..., wjm). Множество значений Yj и Wj выделяют области Fj гиперпространства параметров. Структурной моделью технологического процесса Sj является граф Sj¢(Oj¢, Rj¢), где Oj¢ – множество вершин, Rj¢ – множество дуг. Ориентация графа Sj¢ задается отображением Yj : Rj¢ ® Oj¢ x Oj¢, в результате которого получается ориентированный граф SjY¢= (Oj¢, Y j, Rj¢) [1]. Принципиально разместить процесс Sj на аппаратурной схеме Gi возможно, если граф SjY¢(Oj¢, Y, Rj¢) является подграфом графа GjW¢(Ai¢, W, Ui¢), то есть SjW¢ Í GiW¢, а область гиперпространства Fj режимных параметров Yj является подмножеством области Ei гиперпространства конструкционных параметров, то есть Fj Í Ei. На рисунке 2 приведены графы G¢, S1¢, S2¢, S3¢. Графы S1¢, S2¢ являются подграфами графа G¢, а граф S3¢ не является таковым. , (1)
, (1) , (2)
, (2) , (3)
, (3) , (4)
, (4) , (5)
, (5) , (6)
, (6) . (7)
. (7) , (8)
, (8) , (9)
, (9) . (10)
. (10)
 , (11)
, (11) ,(12)
,(12)
 . (13)
. (13) и, следовательно, функции
и, следовательно, функции  определяется режимом работы взаимодействующих технологических аппаратов, который может быть непрерывным или периодическим, а также способом разгрузки подающих аппаратов в емкость и загрузки принимающих аппаратов из емкости [2]. При периодическом режиме работы взаимодействующих аппаратов и осуществлении транспортных операций насосом эти функции имеют следующий вид (рис. 3).
определяется режимом работы взаимодействующих технологических аппаратов, который может быть непрерывным или периодическим, а также способом разгрузки подающих аппаратов в емкость и загрузки принимающих аппаратов из емкости [2]. При периодическом режиме работы взаимодействующих аппаратов и осуществлении транспортных операций насосом эти функции имеют следующий вид (рис. 3). , (14)
, (14) ,(15)
,(15) , (16)
, (16) , (17)
, (17) ,(18)
,(18) , (19)
, (19) . (20)
. (20) является периодической разрывной мультимодальной функцией, удовлетворяющей условию Дирихле; функции uijkmax(
является периодической разрывной мультимодальной функцией, удовлетворяющей условию Дирихле; функции uijkmax( )=
)= , uijkmin(
, uijkmin( – монотонно
– монотонно возрастающие по
возрастающие по 
 . (21)
. (21) . (22)
. (22) . (23)
. (23) (24)
(24) , (25)
, (25) и
и  их натуральными эквивалентами
их натуральными эквивалентами  и
и  , что дает возможность рассчитывать период Q как наименьшее общее кратное
, что дает возможность рассчитывать период Q как наименьшее общее кратное  , (26)
, (26) – наибольший общий делитель
– наибольший общий делитель  рассчитываются по следующему алгоритму. Так как
рассчитываются по следующему алгоритму. Так как  и оптимальное значение
и оптимальное значение  должно удовлетворять условию
должно удовлетворять условию

 , (27)
, (27) находится методом деления интервала
находится методом деления интервала  в отношении золотого сечения; при этом число n загрузок демпфирующей емкости до момента ее первой разгрузки определяется условием:
в отношении золотого сечения; при этом число n загрузок демпфирующей емкости до момента ее первой разгрузки определяется условием: . (28)
. (28) , а содержащиеся в формулах (14),(15) величины n, n¢ изменяются в соответствии с алгоритмом:
, а содержащиеся в формулах (14),(15) величины n, n¢ изменяются в соответствии с алгоритмом: , (29)
, (29) . (30)
. (30) , (31)
, (31) . (32)
. (32) будем искать
будем искать . (33)
. (33)
 . (36)
. (36) (37)
(37) – функция загрузки емкости-накопителя;
– функция загрузки емкости-накопителя; – функция разгрузки емкости-накопителя;
– функция разгрузки емкости-накопителя; ;
; – продолжительность транспортной операции;
– продолжительность транспортной операции; – продолжительность технологической операции;
– продолжительность технологической операции; – продолжительность цикла установки;
– продолжительность цикла установки; – интервал времени между первыми загрузкой и разгрузкой емкости-накопителя;
– интервал времени между первыми загрузкой и разгрузкой емкости-накопителя; – продолжительность технологического цикла аппарата периодического действия;
– продолжительность технологического цикла аппарата периодического действия; – объем порции продукта, поступающего из подающего аппарата в емкость-накопитель;
– объем порции продукта, поступающего из подающего аппарата в емкость-накопитель; – объем порции реакционной массы, выгружаемой из емкости-накопителя в принимающий аппарат;
– объем порции реакционной массы, выгружаемой из емкости-накопителя в принимающий аппарат; – минимальное и максимальное значение коэффициента заполнения объема аппарата.
– минимальное и максимальное значение коэффициента заполнения объема аппарата.| Постоянный адрес статьи: http://swsys.ru/index.php?id=968&page=article |
Версия для печати Выпуск в формате PDF (1.60Мб) |
| Статья опубликована в выпуске журнала № 1 за 1998 год. |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Оптимизация структуры базы данных информационной системы ПАТЕНТ
- Формирование программ развития больших систем административно-организационного управления
- Формулировка задачи планирования линейных и циклических участков кода
- Электронный глоссарий
- Вычислительный интеллект: немонотонные логики и графическое представление знаний
Назад, к списку статей