Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Генетический алгоритм проектирования основных переходов в САПР технологических процессов ковки валов
Аннотация:Применение основных положений теории разработки генетических алгоритмов для решения задачи автоматизированного проектирования подготовительных переходов ковки показало целесообразность такого подхода к решению трудно формализуемых задач в САПР технологических процессов ковки валов на прессах. В статье описан разработанный генетический алгоритм автоматизированного проектирования основных переходов ковки валов на прессах. Рассмотрена типовая схема основных переходов ковки на примере ковки валов типа «ротор». Приведено описание алгоритма формоизменения геометрии ступеней заготовок по переходам, введено понятие относительного смещенного объема как величины, корреляционно связанной с временем ковки. На основании этого понятия формализовано условие прекращения процесса ковки в каждом переходе. Разработан генетический алгоритм автоматизированного проектирования основных переходов ковки валов на прессах с использованием базовых понятий теории вероятностей и математической статистики. Разработанный алгоритм обладает свойствами самоусовершенствования и автоподстройки к реальным условиям производства, что не только существенно облегчает работу пользователей с системой, но и создает предпосылки для успешного тиражирования САПР технологических процессов ковки валов на прессах на различных предприятиях.
Abstract:The application of the statements from the theory of developing genetic algorithms to solve the problems of computer-aided design of forging preparatory transitions demonstrates that the suggested approach seems reasonable for solving problems in CAPP of shaft press-forging, which are difficult to formalize. The paper describes developed genetic algorithm for computer-aided design of shaft press-forging main transitions. The standard procedure of the main forging transitions is exemplified by rotor-type shaft forging. The authors discuss the algorithm of forming the geometry of the steps on blanks in each transition; introduce a concept of relatively displaced volume as a value that correlates with the duration of forging. On the basis of this concept, the condition for the forging process termination in each transition is formalized. The genetic algorithm for computer-aided design of main transitions of shaft press-forging is developed on the principles of the theory of probability and mathematical statistics. The algorithm has the properties of self-improvement and auto-adjustment to manufacturing conditions. Thus, it simplifyes CAPP system user work and creates preconditions for a successful replication of the shaft press-forging system at various enterprises.
| Авторы: Канюков С.И. (avk@imach.uran.ru) - Институт машиноведения Уральского отделения РАН (доцент, старший научный сотрудник), Екатеринбург, Россия, кандидат технических наук, Коновалов А.В. (avk@imach.uran.ru) - Институт машиноведения УрО РАН, г. Екатеринбург (профессор, зав. лабораторией), г. Екатеринбург, Россия, доктор технических наук | |
| Ключевые слова: генетический алгоритм, переходы ковки, ковка на прессах, сапр |
|
| Keywords: generic algorithm, forging transitions, press-forging, CAD system |
|
| Количество просмотров: 10404 |
Версия для печати Выпуск в формате PDF (8.21Мб) Скачать обложку в формате PDF (1.09Мб) |
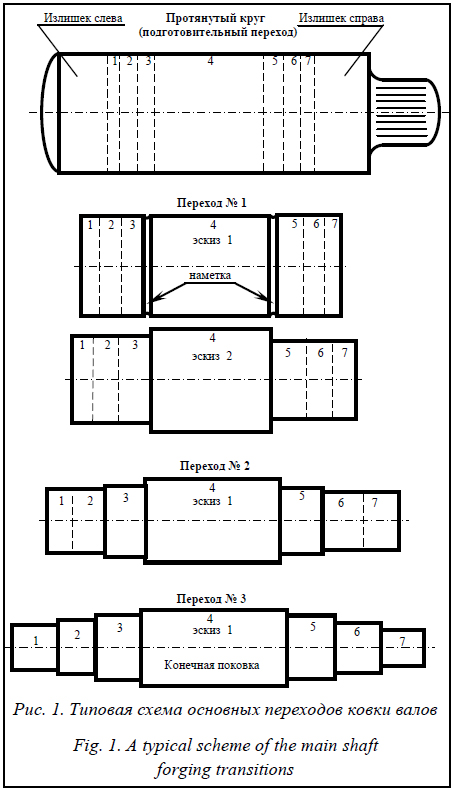
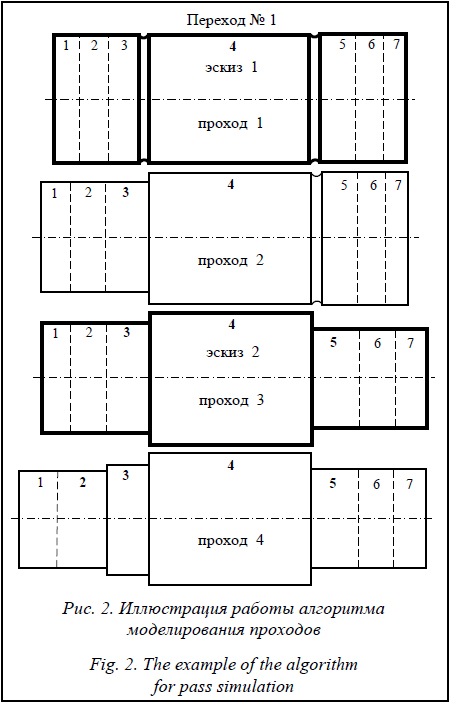
Применение основных положений теории разработки генетических алгоритмов [1–8] для решения задачи автоматизированного проектирования подготовительных переходов ковки [9] показало целесообразность такого подхода к решению трудно формализуемых задач в САПР технологических процессов (ТП) ковки валов на прессах. Эффективность разработки генетических алгоритмов состоит в том, что они допускают на начальной стадии использование приближенных соотношений, которые затем, по мере эксплуатации системы, постепенно уточняются на основе анализа и обработки предыдущих решений. Поскольку сформированная база данных спроектированных технологических процессов с участием или без участия человека в неявном виде отражает производственный опыт технологов и специфику кузнечного производства конкретного предприятия, задача состоит в том, чтобы извлечь и использовать эту информацию в новых проектах. В данной статье рассматривается построение генетического алгоритма автоматизированного проектирования основных переходов ковки валов на прессах, то есть алгоритма, способного к самоусовершенствованию в процессе эксплуатации системы. Следуя положениям работы [9], к основным переходам ковки валов отнесены переходы, во время которых из полученной цилиндрической заготовки (протянутого круга) последовательно формируются ступени конечной поковки. На рисунке 1 представлена типовая схема основных переходов ковки валов типа «ротор». Как видим, ковка осуществляется за три основных перехода. Пунктирными линиями на эскизах промежуточных заготовок отмечены ступени конечной поковки, получаемой по завершении перехода № 3, цифрами обозначены номера ступеней конечной поковки. Рассмотрим работу алгоритма автоматизированного проектирования основных переходов ковки на примере перехода № 1 (рис. 1). Графическая иллюстрация работы алгоритма в первом переходе приведена на рисунке 2. Процесс ковки в каждом переходе начинается с базовой ступени исходной заготовки. Исходной заготовкой для j-го перехода (j =1, 2, …, K, где K – количество основных переходов) является заготовка, откованная в предыдущем (j–1)-м переходе. Например, для перехода № 1 (рис. 2) исходной заготовкой служит последняя заготовка в подготовительном переходе (рис. 1, протянутый круг), а за базовую ступень принимается ступень исходной заготовки, соответствующая ступени конечной поковки с максимальным диаметром (в нашем примере это ступень 4 на рисунке 1). После выбора базовой ступени все ступени отковывают с обжатием, гарантирующим заданную степень деформации базовой ступени в этом переходе. Для характеристики степени деформации в технологии обработки металлов давлением широко используется понятие «уков», который при ковке валов определяется как отношение квадрата исходного диаметра ступени к квадрату ее диаметра после обжатия [10]. Данный этап ковки является первым проходом в рассматриваемом переходе (рис. 2). Затем берется следующая в порядке уменьшения диаметра конечной поковки базовая ступень исходной заготовки и процесс повторяется, при этом уже откованные базовые ступени предыдущих проходов остаются без изменений и т.д. В соответствии с рисунком 1 последовательность ковки ступеней исходной заготовки по проходам выглядит следующим образом:
Очевидно, что максимальное количество проходов в каждом переходе равно количеству ступеней в конечной поковке. В рассматриваемом примере оно равно семи.
где Допустим, что для прохода 4 на рисунке 2 условие (1) выполнилось. Тогда проходы 4–7 будут отброшены. Отброшенным будет и проход 2 на рисунке 2, так как по сложившейся практике проектирования технологии ковки в карте технологического процесса показывается минимум эскизов промежуточных заготовок, достаточный для успешного выполнения работы кузнечной бригадой. Как правило, это эскиз последнего прохода в переходе и эскиз прохода, на котором отображается операция «наметка» ступени (на рисунке 1 это эскиз 1 в переходе № 1). Для определения значений Исходный объем ступени v0 в любой момент ее деформации есть величина постоянная:
Приращение смещенного объема ступени при бесконечно малом обжатии d(dx) можно описать выражением
После подстановки в выражение (3) формулы (2) и несложных преобразований получим
Нетрудно убедиться, что в общем случае, когда коническая ступень с диаметрами
Смещенный объем
где vp – смещенный объем конечной поковки за все основные переходы. Очевидно,
Допустим, что приближенные начальные значения Однако при таком подходе каждый запуск САПР ТП ковки будет производиться с учетом результатов проектирования, полученных только в предыдущем запуске, в то время как необходимо учитывать историю всех предыдущих запусков. Пусть
Как уже отмечалось [9], при описании генетических алгоритмов принято пользоваться специальными терминами (см. табл.).
Шаг 1. Формирование хромосомы клона. Формирование хромосомы клона заключается в расчете приближенных начальных значений Например, для поковок типа «вал ротора» (рис. 1) рекомендуемые значения минимально допустимых уковов Начальные значения математических ожиданий совпадают с начальными значениями соответствующих генов Формирование хромосомы клона производится только при первом запуске системы. При повторном запуске алгоритм начинает работать сразу со второго шага (селекция). Шаг 2. Селекция. Первоначально при каждом запуске системы осуществляется расчет по формуле (5) значения Затем пользователю предоставляется возможность скорректировать размеры ступеней проходов в каждом j-м переходе (j =1, 2, …, K) и тем самым уточнить значения Шаг 3. Скрещивание. Оператор скрещивания родительских особей позволяет вычислить значения Полученное потомство при последующем запуске системы приведет к новой популяции, которая будет учитывать опыт предыдущих запусков. По аналогии с [10] статистическая обработка значений Действительно, из теории вероятностей известно, что, какому бы закону распределения ни подчинялась случайная величина
Тогда, если при корректировке пользователем размеров ступеней проходов в каждом j-м переходе, то есть при изменении значений Рассмотренный в данной статье, как и в работе [10], генетический алгоритм автоматизированного проектирования основных переходов ковки валов на прессах обладает свойствами самоусовершенствования и автоподстройки к реальным условиям производства, что не только существенно облегчает работу пользователей с системой, но и создает предпосылки для успешного тиражирования САПР ТП ковки валов на прессах на различных предприятиях. Литература 1. Люгер Д.Ф. Искусственный интеллект: стратегии и методы решения сложных проблем; [пер. с англ.]. 4-е изд. М.: Вильямс, 2003. 864 с. 2. Стюарт Р., Норвиг П. Искусственный интеллект: современный подход. 2-е изд. М.: Вильямс, 2006. 1408 с. 3. Xu X., Wang L., Newman S.T. Computer-aided process planning – A critical review of recent developments and future trends. Intern. Journ. of Computer Integrated Manufacturing, vol. 24, iss. 1, Jan. 2011, pp. 1–31. 4. Yusof Y., Latif K. 5. Chaib-Draa B., Dignum F. Trends in agent communication language. Computational Intelligence, vol. 18, iss. 2, May 2002, pp. 89–101. 6. Язенин А.В., Панфилов С.А. Генетический алгоритм оптимизации структуры лингвистических переменных при построении баз знаний нечетких систем // Программные продукты и системы. 2004. № 1. С. 2–6. 7. Емельянов В.В., Курейчик В.В., Курейчик В.М. Теория и практика эволюционного моделирования. М.: Физматлит, 2003. 432 с. 8. Luque G., Alba E. Parallel Genetic Algorithms. Springer-Verlag Berlin Heidelberg. 2011. 367 p.; DOI 10.1007/978-3-642-22084-5. 9. Канюков С.И., Коновалов А.В. Генетический алгоритм автоматизированного проектирования подготовительных переходов ковки // Программные продукты и системы. 2015. № 2. С. 98–102. 10. Антрошенко А.П., Федоров В.И. Металлосберегающие технологии кузнечно-штамповочного производства. Л.: Машиностроение, 1990. 279 с. |
 для каждого i-го прохода в j-м переходе, значение которого
для каждого i-го прохода в j-м переходе, значение которого  корреляционно связано с временем ковки. Тогда условием прекращения процесса ковки в j-м переходе будет
корреляционно связано с временем ковки. Тогда условием прекращения процесса ковки в j-м переходе будет , (1)
, (1) – максимально допустимое значение
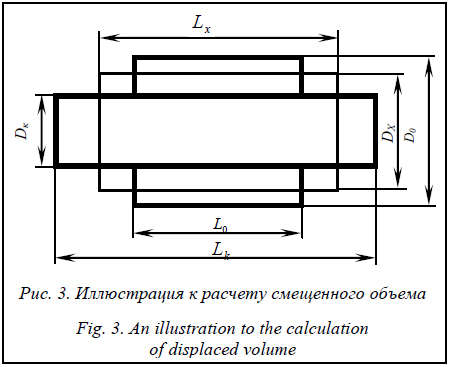
– максимально допустимое значение  в САПР ТП ковки валов на прессах введено понятие «смещенный объем» ступени, равный объему металла, который перемещается с диаметра на длину при ковке этой ступени. Для иллюстрации данного понятия рассмотрим случай, когда цилиндрическая ступень с начальными размерами d0, l0 преобразуется в цилиндрическую ступень с конечными размерами dk, lk (рис. 3).
в САПР ТП ковки валов на прессах введено понятие «смещенный объем» ступени, равный объему металла, который перемещается с диаметра на длину при ковке этой ступени. Для иллюстрации данного понятия рассмотрим случай, когда цилиндрическая ступень с начальными размерами d0, l0 преобразуется в цилиндрическую ступень с конечными размерами dk, lk (рис. 3). , где dx, lx – текущие диаметр и длина ступени в процессе ее перевода из начального состояния в конечное,
, где dx, lx – текущие диаметр и длина ступени в процессе ее перевода из начального состояния в конечное, . (2)
. (2) . (3)
. (3) ,
,  .
. преобразуется в коническую ступень с диаметрами
преобразуется в коническую ступень с диаметрами  , смещенный объем
, смещенный объем  вычисляется по формуле
вычисляется по формуле (4)
(4) i-го прохода в j-м переходе есть сумма смещенных объемов ступеней этого прохода. Переходя к относительным величинам, получим формулу для определения расчетного значения
i-го прохода в j-м переходе есть сумма смещенных объемов ступеней этого прохода. Переходя к относительным величинам, получим формулу для определения расчетного значения  , (5)
, (5) .
.
 . Расчетные значения
. Расчетные значения  согласно неравенству (1), и, если для i-го прохода в j-м переходе условие (1) выполняется, данный проход в этом переходе считается последним и принимается
согласно неравенству (1), и, если для i-го прохода в j-м переходе условие (1) выполняется, данный проход в этом переходе считается последним и принимается  .
. – параметр, который принимает значения
– параметр, который принимает значения  Поскольку размеры поковки, для которой требуется спроектировать технологический процесс, а также корректировки, которые пользователь может внести в него, заранее предугадать невозможно, величину
Поскольку размеры поковки, для которой требуется спроектировать технологический процесс, а также корректировки, которые пользователь может внести в него, заранее предугадать невозможно, величину  и условие (1) преобразовать в условие
и условие (1) преобразовать в условие . (6)
. (6)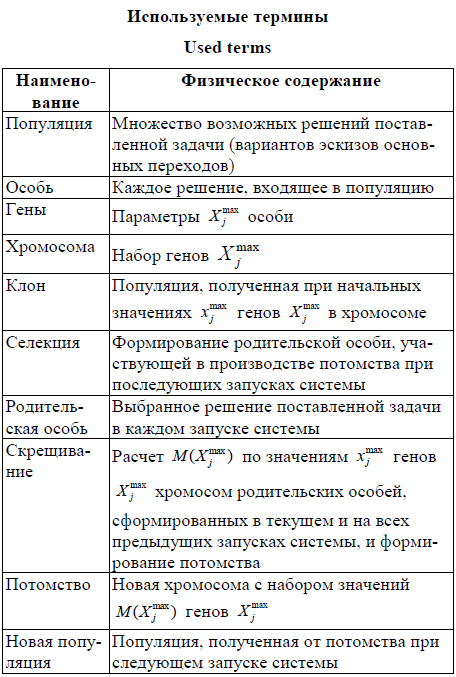
 алгоритм проектирования основных переходов ковки заключается в последовательном выполнении следующих шагов.
алгоритм проектирования основных переходов ковки заключается в последовательном выполнении следующих шагов. в хромосоме по формуле
в хромосоме по формуле  , где
, где  – минимально допустимые уковы по переходам, которые регламентируются как соответствующей литературой [10], так и технологическими инструкциями предприятий; K – количество основных переходов.
– минимально допустимые уковы по переходам, которые регламентируются как соответствующей литературой [10], так и технологическими инструкциями предприятий; K – количество основных переходов. 1,75,
1,75,  1,1. Тогда
1,1. Тогда  0,52,
0,52,  0,33.
0,33. .
. , которые можно использовать для оценки корректности корректировок, вносимых пользователем в рассматриваемом запуске.
, которые можно использовать для оценки корректности корректировок, вносимых пользователем в рассматриваемом запуске. с большой вероятностью можно утверждать, что
с большой вероятностью можно утверждать, что (7)
(7) Survey on computer-aided process planning. Intern. Journ. of Advanced Manufacturing Technology, vol. 75, iss. 1–4, Oct. 2014, pp. 77–89.
Survey on computer-aided process planning. Intern. Journ. of Advanced Manufacturing Technology, vol. 75, iss. 1–4, Oct. 2014, pp. 77–89.| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4050 |
Версия для печати Выпуск в формате PDF (8.21Мб) Скачать обложку в формате PDF (1.09Мб) |
| Статья опубликована в выпуске журнала № 3 за 2015 год. [ на стр. 187-191 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Генетический алгоритм автоматизированного проектирования подготовительных переходов ковки
- Алгоритмическая основа генерации тестов с учетом радиационного воздействия
- Архитектура инструментальной среды для обработки проектных процедур, представленных в функционально адаптируемой форме
- Реализация генетического алгоритма для эффективного документального тематического поиска
- Интеллектуальная система прогнозирования на основе методов искусственного интеллекта и статистики
Назад, к списку статей