Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Разработка программного обеспечения технологического процесса электронно-лучевой сварки тонкостенных изделий
Аннотация:Целью данного исследования является повышение эффективности электронно-лучевой сварки (ЭЛС) тонкостенных конструкций. Для этого предлагается разработать и реализовать программные методы автоматизированного планирования и контроля процесса ЭЛС, включая статистическую и интеллектуальную обработку данных и математическую модель для расчета распределения температуры. На данный момент существует несколько решений для моделирования и управления процессом ЭЛС, но они имеют недостатки, такие как длительность моделирования в MATLAB при оптимизации параметров и коммерческое программное обеспечение, ориентированное на конкретное оборудование заказчика. Авторы предлагают автоматизированную систему управления ЭЛС (АСУ ЭЛС) тонкостенных деталей, разработанную на основе математической модели для расчета температурного распределения на поверхности свариваемых деталей. Эта система позволит моделировать процесс для разных сплавов с учетом геометрии и теплофизических параметров, планировать и прогнозировать, а также управлять им. Данные функции представлены в виде модулей, которые предоставляют настройку управляемых и регистрируемых параметров, целевых значений и допустимых диапазонов, что позволяет отслеживать и контролировать процесс и его отклонения. Система также может интегрироваться с различным электронно-лучевым оборудованием. Применение разработанной АСУ ЭЛС позволяет оптимизировать параметры, минимизировать дефекты сварных соединений и получать соединения требуемых размеров. Предметом исследования являются данные измерений параметров процесса ЭЛС, которые используются для контроля, оценки устойчивости и прогнозирования. АСУ ЭЛС может найти применение на предприятиях, занимающихся ЭЛС.
Abstract:The purpose of the study is to increase the efficiency of electron-beam welding (EBW) of thin-walled structures. To this end, the authors of the paper propose developing and implementing software methods for EBW process automated planning and control, including statistical and data processing and a mathematical model for calculating temperature distribution. At the moment, there are several solutions for modeling and management of the EBW process, but they have drawbacks, such as the modeling time in MATLAB in parameter optimization and commercial software focused on specific customer hardware. The authors propose to develop an automated control system for EBW thin-walled parts (ACS EBW) based on a mathematical model for calculating the temperature distribution on the surface of welded parts. This system will allow to simulate the EBW process for different alloys taking into account their geometry and thermophysical parameters, as well as to control, plan and predict the EBW process. These functions are presented in the form of modules that provide the setting of managed and recorded parameters, target values and acceptable ranges, which allows you to monitor and control the process and its deviations. The system can also be integrated with various electron beam equipment. The application of the EBW developed by the ACS makes it possible to optimize parameters, minimize defects in welded joints and obtain joints of the required dimensions. The subject of the study is data of measurements of parameters of the EBW process, which are used for monitoring, evaluation of stability and forecasting. ACS EBW can be used at enterprises engaged in electron-beam welding.
| Авторы: Курашкин С.О. (scorpion_ser@mail.ru) - Сибирский государственный университет науки и технологий им. академика М.Ф. Решетнева, кафедра информационно-управляющих систем (аспирант), Красноярск, Россия, Бухтояров В.В. (vladber@list.ru) - Сибирский государственный аэрокосмический университет им. академика М.Ф. Решетнева, г. Красноярск, Красноярск, Россия, кандидат технических наук, Тынченко В.С. (vadimond@mail.ru) - Сибирский государственный аэрокосмический университет им. академика М.Ф. Решетнёва (доцент), Красноярск, Россия, кандидат технических наук, Шуткина Е.В. (elizaveta-shutkina@mail.ru) - Сибирский государственный университет науки и технологий им. академика М.Ф. Решетнева, кафедра информационно-управляющих систем (студент), Красноярск, Россия | |
| Ключевые слова: аэрокосмические конструкции, технологический процесс, электронно-лучевая сварка, моделирование, автоматизированное управление |
|
| Keywords: aerospace structures, technological process, electron beam welding, modeling, automated management |
|
| Количество просмотров: 3717 |
Статья в формате PDF |
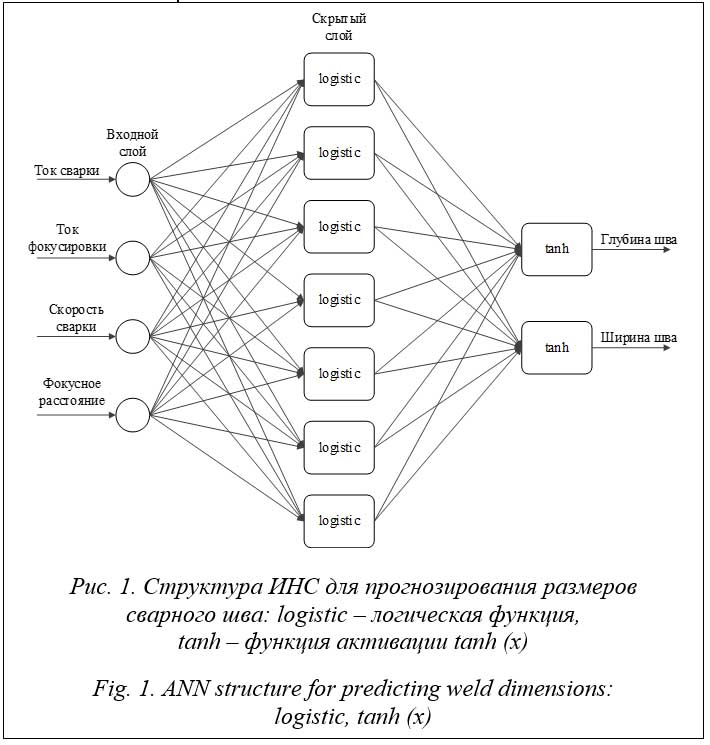
Введение. Одним из наиболее высокотехнологичных и высокопроизводительных способов сварки является электронно-лучевая сварка (ЭЛС). Моделирование, сходное с электронно-лучевыми процессами сварки, показало, что динамическое позиционирование электронного пучка при создании нескольких источников обеспечивает возможность ввода тепла в несколько участков сварного соединения, что, в свою очередь, позволяет получить высококачественные соединения сплавов разных металлов [1–3]. Изучая процессы при ЭЛС, исследуют и импульсную модуляцию [4], которая приводит к изменению тепловложения. Технологические требования к качеству ЭЛС [5] напрямую влияют на результативность и правильность выполнения АСУ ЭЛС. Например, автор работы [6] представляет свою систему управления установкой ЭЛС, где как наиболее важную выделяет задачу позиционирования свариваемых деталей, однако технологические характеристики не позволяют заранее знать время, необходимое для достижения скорости сварки. Система, представляющая собой программу для управления именно вакуумным оборудованием, представлена в работе [7]. Результаты практического применения моделей управления ЭЛС, а также основные принципы построения и моделирования систем ЭЛС приведены в статьях [8–10]. Обсудим различные методы ЭЛС. Автор работы [11] рассматривает манипуляторы электронно-лучевой пушки и стола с серводвигателем для повышения эффективности работы. При исследовании влияния ЭЛС на металлы и их сплавы очень важным является исследование формирования сварных соединений, выполненных электронным лучом, с использованием промежуточных вставок [12]. Определяются режимы сварки (ток луча, скорость сварки, параметры развертки), а также размеры вставки и зазоров между самой вставкой и основным материалом. Для определения основных преимуществ и недостатков других систем ЭЛС рассмотрим существующие аналоги. Так, авторы работы [13] представляют электронно-лучевую установку для обработки и сварки малогабаритных изделий. Данная установка не является полностью автоматизированной, однако позволяет выполнять сварочные действия по принципу лазерного пучка электронов. В [14] представлен автоматизированный комплекс электронно-лучевой аппаратуры и технологий для сварки тонкостенных узлов и деталей. Для создания комплексной автоматизированной системы ЭЛС в работе [15] рассмотрена зависимость температуры от времени на поверхности валика, которая позволяет более точно регулировать задающие воздействия движения вала. В ходе работы были исследованы и реализованы в программной системе «СВАРКА, Регулирование, Коррекция, Анализ» (ПС СВАРКА) методы планирования, контроля и обработки результатов выполнения технологического процесса ЭЛС. Функциональное назначение ПС СВАРКА – управление технологическим процессом ЭЛС, получение и обработка информации о параметрах испытуемого оборудования для ее математической и алгоритмической обработки в целях исследования возможностей моделирования и прогнозирования параметров процес- са. Были сформированы и реализованы в программном коде модули получения и обработки информации о параметрах технологического процесса сварки для ее математической и алгоритмической обработки в целях исследования возможностей моделирования и прогнозирования развития ситуаций в процессе сваривания изделий. Методы и материалы Для статистического анализа данных применяются корреляционный и регрессионный анализ, а также искусственные нейронные сети (ИНС) и регрессионный анализ данных для моделирования процесса сварки.
Оценка корреляционной зависимости между входными варьируемыми параметрами технологического процесса и выходными величинами в ПС СВАРКА происходит с использованием коэффициентов парной корреляции, что является базовым статистическим подходом, используемым в пакетах статистической обработки данных. В качестве базовой оценки регрессии в ПС СВАРКА используется метод непараметрической оценки регрессии, а эффективности регрессионной модели – оценка ошибки регрессионной модели и коэффициент детерминации. В качестве альтернативного метода восстановления моделей регрессионного характера в ПС СВАРКА реализован метод ИНС. Функционирование программы В части сбора параметрической информации с установки ЭЛС ПС СВАРКА обеспечивает выполнение следующих функций: - предварительная обработка сигналов, включая их интерпретацию, преобразование напряжения в значения физических величин, фильтрацию; - обработка совокупности измерений параметров, полученных с испытательного стенда, статистическими методами для выявления вероятных некорректных значений и предварительной оценки трендов; - визуализация данных измерений параметров, полученных с установки ЭЛС; - сохранение значений параметров, полученных с установки ЭЛС, в БД для последующего использования. В части планирования и обработки параметрической информации ПС СВАРКА обеспечивает выполнение следующих функций: - создание и генерация плана реализации технологического процесса на установке ЭЛС с учетом интервалов варьирования определенных для него параметров; - сопоставление параметрической информации и выполняемого на установке ЭЛС технологического процесса, сигнализация при отклонении параметров от требуемых более чем на установленную величину; - статистическая обработка результатов выполнения технологического процесса на установке ЭЛС, включая оценку достоверности получаемых данных; - корреляционный и регрессионный анализ полученных параметрических данных, выполняемый в автоматизированном режиме. В части моделирования и прогнозирования развития технологического процесса ЭЛС ПС СВАРКА обеспечивает выполнение следующих функций: - моделирование различных реализаций процесса ЭЛС, в том числе следующих методов построения моделей: построение статистических моделей, моделей методами интеллектуального анализа данных, моделей непараметрическими методами; - оценка качества моделирования, основанная на вычислении статистических критериев оценки регрессионных моделей и воспроизводимости результатов; - прогнозирование параметров технологического процесса ЭЛС, включая штатные и нештатные ситуации, на основе построенных моделей; - визуализация результатов моделирования и моделей прогнозирования; - верификация моделей.
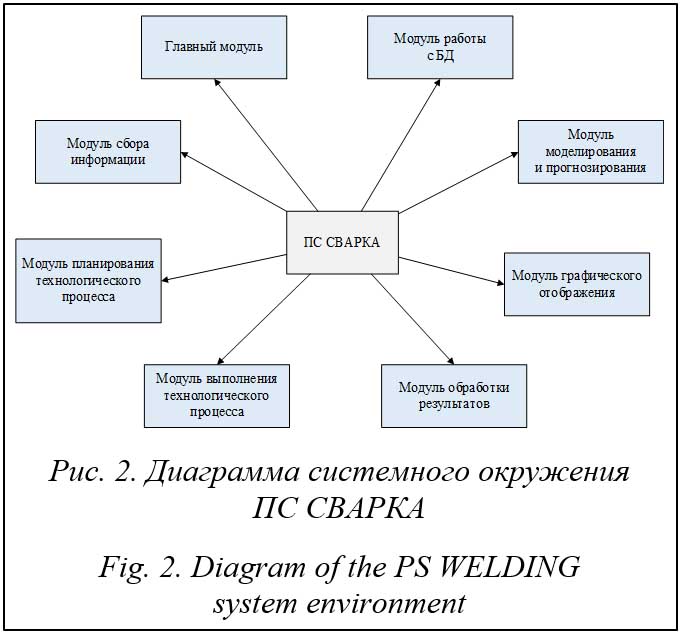
Программная система состоит из восьми взаимосвязанных логических модулей. 1. Главный модуль программы реализует связь между остальными семью модулями, а также функционал главной формы проекта. 2. Модуль сбора информации с установки предназначен для получения параметрической информации в процессе сварки на установке ЭЛС. Реализует взаимодействие с платами сбора данных и процесс мониторинга. 3. Модуль планирования технологического процесса предназначен для генерации планов технологических процессов на установке ЭЛС. Реализует функции по расчету значений варьируемых параметров в соответствии с заданными пользователем ограничениями и шагом дискретизации. 4. Модуль выполнения технологического процесса реализует четыре типа процесса, предоставляя информационное сопровождение технологического процесса и автоматизируя формирование протоколов. 5. Модуль обработки результатов автоматизирует расчет статистических критериев при обработке данных технологических процессов, в частности, реализует расчет критериев Кохрена и Фишера. 6. Модуль графического отображения информации структурирует предоставляемые пользователю данные в виде таблиц и графиков. 7. Модуль моделирования и прогнозирования реализует параметрические и непараметрические алгоритмы аппроксимации и позволяет провести моделирование согласно заданным настройкам выбранного алгоритма. 8. Модуль работы с БД является служеб- ным и предназначен для взаимодействия ПС СВАРКА с БД, хранящейся на сервере MS SQL Server 2008. Результаты Программа создавалась в среде разработки Embarcadero C ++ Builder для операционной си- стемы Windows и написана на языке программирования высокого уровня С++. Данные в ней хранятся в формате Microsoft SQL Server 2008.
После запуска программы есть возможность создать новый технологический процесс или запустить уже имеющийся в БД. Под тех- нологическим процессом понимаются набор параметров самого процесса сварки и параметры материала; если меняется хотя бы один из параметров, меняется сам техпроцесс. При разработке нового техпроцесса создается его план, сохраняющийся в БД, в котором инициализируют теплофизические, геометри- ческие и технологические параметры. Данный этап вы- полняется модулем планирования технологическо- го процесса. При создании плана можно выбрать варьируемые параметры из БД или ввести новые. На основе сгенерированного плана технологического процесса существует возможность моделирования процесса сварки или прогнозирования его параметров. При моделировании ЭЛС можно выбрать один из трех алгоритмов: ИНС, непараметрическая регрессия, восстановление символьной зависимости. В результате моделирования будет получена информация о количестве прогонов алгоритма и средней ошибке моделирования. В процессе моделирования программа позволяет провести прогноз на основе его результатов, кроме того, прогнозирование можно про- вести и без этапа модели- рования, запустив сгенерированный план прогноза. Данный план получает данные для моделирования, на основе которых с помощью регрессионной модели рассчитывает изменения технологических параметров в зависимости от времени. Если нет необходимости в этапах моделирования и прогнозирования, на основе плана технологического процесса просто проводится натурный эксперимент. Результаты проведенной работы сохраняются в БД программы, после чего отображаются на экране. Все операции с программой осуществляются через оконный интерфейс Windows-при- ложения (http://www.swsys.ru/uploaded/image/ 2024-2/14.jpg). План процесса включает в себя его описание, дату создания, тип проводимой серии, варьируемые параметры, хранящиеся в БД, и эта- пы проведения. Сам процесс представляет собой натурный эксперимент, в ходе которого можно реализовать четыре типа проводимых стендовых опытов, предоставляя информационное сопровождение и автоматизируя формирование протоколов. В результате с испытательного стенда получаем информацию о технологических параметрах, таких как ускоряющее напряжение, ток фокусировки, ток сварки и скорость сварки, зависящих от заданных технологом настроек технологического процесса. Кроме того, существует возможность с главного окна программы запустить модули обработки результатов, моделирования, прогнозирования и модуль доступа к БД. Обсуждение Для реализации прогнозирования и моделирования в разработанной программной системе используются общепринятые математические методы, которые хорошо зарекомендовали себя, а также дали приемлемый результат в ходе тестирования на реальных данных, полученных в результате сварки на реальном оборудовании. Проводимые эксперименты показали результаты прогнозирования технологического процесса, удовлетворяющие предъявленным требованиям. Однако существуют методы, демонстрирующие наилучшую степень предсказания построенной модели. Поэтому в дальнейшем планируется доработка представленной программы с использованием более современных методов машинного обучения. В данном исследовании было проведено тестирование разработанной программной системы, показавшее ее работоспособность. Система позволяет выполнять сварку тонкостенных деталей и обеспечивает повторяемость технологического процесса за счет мониторинга процесса сварки и выбора оптимальных параметров технологического процесса. Заключение В работе описано создание комплекса ориентированных на практику подходов к планированию, контролю и обработке результатов реализации технологического процесса ЭЛС. Полученные результаты реализованы в виде АСУ ЭЛС. В программе выполнены модули технологического процесса ЭЛС, моделирования и прогнозирования. Испытания АСУ ЭЛС проводились на электронно-лучевой установке А306.13. Замеры глубины и ширины сварного шва показали отклонение от требуемых значений в пределах 1 %. С применением разработанной АСУ абсолютное отклонение по глубине проплавления составило 0,000086 мм, по ширине 0,00006 мм. Без оптимального управления абсолютное отклонение по глубине проплавления составило 0,06 мм, по ширине 0,017 мм. Таким образом, полученные результаты свидетельствуют о повышении эффективности управления процессом ЭЛС при использовании разработанной системы. Ее применение позволяет снизить количество дефектов в зоне сварного соединения и получить стыковые соединения заданных геометрических размеров. Дальнейшее исследование предполагает раз- работку и внедрение специального диагностического контроля сварных швов неразрушающими методами (например, на основе видеонаблюдения и методов компьютерного зрения) с целью обеспечения надежности сварных конструкций. Предлагается также провести анализ других методов, используемых для прогнозирования на малых объемах данных, с целью улучшения точности предсказания. Список литературы 1. Ефимова И.Н. Особенности моделирования динамических режимов электронно-лучевой сварки // Образовательный, научный и инновационный процессы в нанотехнологиях: сб. докл. 2017. № 1. С. 70–75. 2. Chowdhury S., Yadaiah N., Khan S.M., Ozah R., Das B., Muralidhar M. A perspective review on experimental investigation and numerical modeling of electron beam welding process. Materials Today: Proc., 2018, vol. 5, no. 2, pp. 4811–4817. doi: 10.1016/J.MATPR.2017.12.055. 3. Kaisheva D., Angelov V., Petrov P. Simulation of heat transfer at welding with oscillating electron beam. Canadian J. of Phys., 2019, vol. 97, no. 10, pp. 1140–1146. doi: 10.1139/cjp-2018-0495. 4. Ольшанская Т.В., Саломатова Е.С. Обзор современных способов управления электронным лучом при электронно-лучевой сварке // Вестн. ПНИПУ. Машиностроение, материаловедение. 2016. Т. 18. № 4. С. 169–187. 5. Драгунов В.К., Слива А.П., Жмурко И.Е. и др. Разработка технологии электронно-лучевой сварки сосудов высокого давления из стали 30ХГСА // Нефтяное хозяйство. 2016. № 12. С. 126–130. 6. Бурачевский Ю.А., Бакеев И.Ю., Миллер А.В., Новгородов Р.Г. Система управления и отображения информации электронно-лучевой установки // Докл. ТУСУР. 2017. Т. 20. № 2. С. 132–134. doi: 10.21293/1818-0442-2017-20-2-132-134. 7. Попенко Я.Н. Разработка программного обеспечения для управления вакуумным оборудованием установки электронно-лучевой сварки // Инструментальные методы и техника экспериментальной физики: матер. МНСК-2016. 2016. С. 35. 8. Симонов Д.К., Симонова М.Е. Автоматизация управления сварочным производством как фактор обеспечения надежности сварных соединений (на примере электронно-лучевой сварки) // Современные технологии в мировом научном пространстве: сб. ст. Межунар. науч. конф. 2019. № 1. С. 96–100. 9. Мадера А.Г., Кандалов П.И. Принципы построения программного комплекса для теплового проектирования электронных систем // Программные продукты и системы. 2018. Т. 31. № 3. С. 435–438. doi: 10.15827/0236-235X.123.435-438. 10. Паршуков Л.И., Ефремов Н.А. Исследование структуры и свойств сварного шва жаропрочного сплава ВЖ159-ИД // Тр. ВИАМ. 2019. № 3. С. 27–34. doi: 10.18577/2307-6046-2019-0-3-27-34. 11. Павлушин Н.В. Зонная электронно-лучевая сварка // Электронно-лучевая сварка и смежные технологии: матер. конф. 2020. С. 288–302. 12. Харитонов И.А., Драгунов В.К., Гончаров А.Л., Мартынов В.Н., Портнов М.А. Разработка способа электронно-лучевой сварки с использованием вставок // Сварка в России-2019: современное состояние и перспективы: матер. конф. 2019. С. 269. 13. Дармаев А.Н., Муравьев Э.К., Саблин В.М., Морев С.П. Особенности формирования электронного потока в электронно-оптических системах с автоэмиссионным катодом для установки электронно-лучевой сварки // Сварочное производство. 2021. № 6. С. 20–23. 14. Латышенко Г.И. Разработка автоматизированного комплекса электронно-лучевой аппаратуры и технологий для сварки тонкостенных узлов и деталей // Наука сегодня: проблемы и пути решения: матер. конф. 2018. С. 50–52. 15. Щербаков А.В., Гапонова Д.А., Родякина Р.В., Слива А.П. Электронно-лучевая технология аддитивного формообразования: вопросы управления и воспроизводимости технологических режимов // Технический оппонент. 2019. Т. 3. № 2. С. 30–37. References 1. Efimova, I.N. (2017) ‘Features of modeling dynamic modes of electron beam welding’, Proc. Educational, Sci. and Innovative Processes in Nanotechnology, (1), pp. 70–75 (in Russ.). 2. Chowdhury, S., Yadaiah, N., Khan, S.M., Ozah, R., Das, B., Muralidhar, M. (2018) ‘A perspective review on experimental investigation and numerical modeling of electron beam welding process’, Materials Today: Proc., 5(2), 3. Kaisheva, D., Angelov, V., Petrov, P. (2019) ‘Simulation of heat transfer at welding with oscillating electron beam’, Canadian J. of Phys., 97(10), pp. 1140–1146. doi: 10.1139/cjp-2018-0495. 4. Olshanskaya, T.V., Salomatova, E.S. (2016) ‘Review of modern methods of management of the electron beam when the electron-beam welding’, Bull. PNRPU. Mechanical Eng., Materials Sci., 18(4), pp. 169–187 (in Russ.). 5. Dragunov, V.K., Sliva, A.P., Zhmurko, I.E. et al. (2016) ‘30KhGSA steel high-pressure vessels electron-beam welding technology’, Oil Industry J., (12), pp. 126–130 (in Russ.). 6. Burachevskiy, Yu.A., Bakeev, I.Yu., Miller, A.V., Novgorodov, R.G. (2017) ‘System to control electron-beam setup and information display’, Proc. of TUSUR University, (2), pp. 132–134 (in Russ.). doi: 10.21293/1818-0442-2017-20-2-132-134. 7. Popenko, Ya.N. (2016) ‘Software development for vacuum equipment control of electron beam welding installation’, Proc. MNSC-2016 Instrumental Methods and Techniques of Experimental Phys., p. 35 (in Russ.). 8. Simonov, D.K., Simonova, M.E. (2019) ‘Automation of welding production management as a factor in ensuring the reliability of welded joints (on the example of electron-beam welding)’, Proc. Int. Sci. Conf. Modern Tech. in the World Scientific Space, (1), pp. 96–100 (in Russ.). 9. Madera, A.G., Kandalov, P.I. (2018) ‘Principles of software construction for electronic system thermal design’, Software & Systems, 31(3), pp. 435–438 (in Russ.). doi: 10.15827/0236-235X.123.435-438. 10. Parshukov, L.I., Efremov, N.A. (2019) ‘Investigation structure and properties of seam weld from heat-resisting steel VZh159-ID’, Proc. of VIAM, (3), pp. 27–34 (in Russ.). 11. Pavlushin, N.V. (2020) ‘Zone electron-beam welding’, Proc. Electron-Beam Welding and Related Tech., pp. 288–302 (in Russ.). 12. Kharitonov, I.A., Dragunov, V.K., Goncharov, A.L., Martynov, V.N., Portnov, M.A. (2019) ‘Development of a method of electron beam welding using inserts’, Proc. Welding in Russia-2019: Current State and Prospects, p. 269 (in Russ.). 13. Darmaev, A.N., Muravyev, E.K., Sablin, V.M., Morev, S.P. (2020) ‘Features of the formation of an electron flow in electron-optical systems with an auto-emission cathode for the installation of electron-beam welding’, Welding Production, (6), pp. 20–23 (in Russ.). 14. Latyshenko, G.I. (2018) ‘Development of an automated complex of electron beam equipment and technologies for welding thin-walled assemblies and parts’, Proc. Science Today: Problems and Solutions, pp. 50–52 (in Russ.). 15. Shcherbakov, A.V., Gaponova, D.A., Rodyakina, R.V., Sliva, A.P. (2019) ‘Electron-beam technology of additive shaping: Issues of control and reproducibility of technological modes’, Tech. Opponent, 3(2), pp. 30–37 (in Russ.). |

| Постоянный адрес статьи: http://swsys.ru/index.php?id=5083&page=article |
Версия для печати |
| Статья опубликована в выпуске журнала № 2 за 2024 год. [ на стр. 247-253 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Разработка программного обеспечения для математического моделирования распределения температуры в процессе электронно-лучевой сварки
- Модель анализа и прогнозирования технологических параметров для процесса электронно-лучевой сварки
- Программная система предпроектных исследований технологических процессов формования химических волокон
- Программное обеспечение автоматизированной системы управления электронно-лучевой сваркой тонкостенных конструкций
- Интеллектуальные средства проектирования технологических процессов
Назад, к списку статей