Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Согласованное принятие решений в производственных системах изготовления наукоемких изделий
Аннотация:Особенности многономенклатурного производства наукоемких изделий обусловлены тем, что одновременно выполняется большое число заказов и при этом решаются задачи развития (эволюции) производства. Выполнение заказов должно осуществляться в русле некоторой концептуальной схемы, определяющей перспективные и тактические цели производства. Функционирование многономенклатурного производства происходит в условиях неопределенности, когда руководитель не может точно определить состояние внешней среды и, как следствие, испытывает трудности при выборе способа действия. Для снятия неопределенности при принятии решений используются субъективные оценки как ситуации, так и варианта решения, полученные на основе согласования мнений всех заинтересованных в выполнении заказа сторон. Такая проблема связана прежде всего с различием в восприятии ситуации выбора при выполнении заказов производственным персоналом структурных единиц производства. Для решения этой проблемы в качестве теоретической основы предложены информационная теория иерархических систем и теория активных систем. Однако разработка практически пригодных моделей принятия решения в иерархических системах, где в силу общности целей и интересов нет антагонистических противоречий, далека от завершения. По убеждению авторов, решение этой проблемы лежит в специфике современного наукоемкого производства, функционирующего в условиях риска, неопределенности и динамики как внешней, так и внутренней среды. В работе даны математическая постановка и описание задачи принятия согласованных решений, предполагающие, что агенты, управляющие своими подсистемами, на уровне своих представлений хорошо знают и чувствуют свои объекты управления, что позволяет им «проигрывать» производственные ситуации и оценивать полезность вариантов способов действия. Показаны модель и алгоритм принятия согласованных решений, и на основе их реализации представлен пример использования методики на базовом предприятии.
Abstract:The features of multiproduct production (MP) of high-tech products are determined by simultaneous performing a large number of orders while solving its development (evolution) problems. Filling of orders shall be performed within a conc eptual scheme that defines the long-range and tactical MP goals. MP functions under uncertainty when the manager is unable to accurately determine the external environment state. As a consequence, he has a hard time choosing a course of action. To remove uncertainty in decision making it is appropriate to use subjective assessment of the situation and a solution vari ant obtained on the basis of agreement of all concerned parties. This problem is primarily related to the difference in the perception of choice when fill ing the orders by production staff. To solve this problem the authors suggest an information theory of hierarchical systems and the theory of active systems as a theoretical basis. However, the development of practically useful decision-making models in hierarchical sys-tems, where there are no antagonistic contradictions due to common goals and interests, is far from practical completion. According to the authors, the solution of this problem is in the specificity of modern high -tech production that operates under risk, uncertainty and dynamics of both external and internal environment. The paper presents the mathematical statement and description of the agreed decision-making problem. They suppose that the agents which control their subsystems know and “feel” their controlled objects as they see them. They allow “playing” different pro-duction situations. The paper shows a model and an algorithm for making coordinated decisions which become the basis for an ex-ample of using the method in the typical company.
| Авторы: Бурдо Г.Б. (gbtms@yandex.ru) - Тверской государственный технический университет (профессор, зав. кафедрой «Технология и автоматизация машиностроения»), г. Тверь, Россия, доктор технических наук, Виноградов Г.П. (wgp272ng@mail.ru) - Тверской государственный технический университет (профессор), Тверь, Россия, доктор технических наук, Исаев А.А. (gbtms@yandex.ru) - Тверской государственный технический университет, Тверь, Россия, Аспирант | |
| Ключевые слова: искусственный интеллект, автоматизированное проектирование технологических процессов, наукоемкая продукция, восприятие ситуации выбора, согласованное решение, управление эволюцией интеллектуального производства |
|
| Keywords: artificial intelligence, automated design of technological processes, high-tech products, perceptions of choice, agreed decision, managing the evolution of intellectual production |
|
| Количество просмотров: 8888 |
Версия для печати Выпуск в формате PDF (4.84Мб) Скачать обложку в формате PDF (0.35Мб) |
Особенности многономенклатурного производства (МП) наукоемких изделий определяются выполнением большого числа заказов в производственной системе (ПС) на основе качественно выполненной подготовки производства (ПП) при одновременном решении задач его развития (эволюции). При этом заказы должны выполняться соответственно некоторой концептуальной схеме, определяющей перспективные и тактические цели МП. Функционирование МП происходит в условиях неопределенности, когда руководитель не всегда точно может определить состояние внешней и внутренней среды и, как следствие, испытывает трудности в выборе способа действия. (Под способом действия будем понимать способы выполнения мероприятий в рамках ПП (проектирование технологических процессов (ТП), решение организационных вопросов, планирование и управление производством и т.д.).) Примеры неопределенностей при выборе целевых функций при проектировании технологических процессов рассмотрены в [1, 2]. Снять неопределенность при принятии решений помогут субъективные оценки как самой ситуации, так и варианта решения, полученные на основе согласования мнений всех заинтересованных сторон при определении способа действия при выполнении заказа.
Такая проблема обусловлена прежде всего различием в восприятии ситуации выбора при выполнении заказов персоналом структурных подразделений ПС. Актуальность решения проблемы учета несовпадающих интересов из-за различий в моделях восприятия ситуации целеустремленного состояния в условиях неопределенности и слабой структурированности и, как следствие, различий в представлениях, целевых установках при наличии определенной автономии при принятии решений отмечается как специалистами по теории управления, так и практиками. В качестве теоретической основы для решения проблемы предложены информационная теория иерархических систем и теория активных систем. Однако разработка пригодных моделей принятия решения в иерархических системах, где из-за общности глобальных целей и интересов нет антагонистических противоречий, далека от практического завершения. По мнению авторов, решить эту проблему можно, учитывая специфику ПС современного наукоемкого производства, функционирующего в условиях риска, неопределенности и динамичности как внешней, так и внутренней среды. Специфика ПС для формирования решения предполагает использование интеллекта группы лиц, так как из-за сложности задач проектирования и управления одному человеку сделать это не под силу. Необходима разработка средств ин- теграции естественных интеллектов на основе методологии, процедур, алгоритмов теории искусственного интеллекта, теории активных систем, информационной теории иерархических систем, теории многоагентных систем. Современные МП, интенсивно использующие ПО, относятся к классу сложных естественно-искусственных систем. Их сложность обусловлена недостаточно формализованными связями между подразделениями ПС, сжатыми сроками ПП, все более значительным влиянием на функционирование МП производственного и инженерного персонала, использующего сложные технологические комплексы, информационные технологии и компьютерные системы в рамках реальной работы организационно-технологической системы. Поэтому эволюция производства, направленная на выживание и доминирование, должна быть построена на такой деятельности корпоративного менеджмента, которая на основе взаимодействия работников обеспечит эффективное использование знаний и креативных способностей сотрудников для достижения целей организации. Эта деятельность должна быть направлена на трансформацию интеллектуальных активов организации в более высокую производительность и эффективность, в новые продукты, услуги и технологии, в повышение конкурентоспособности, в совокупность стратегических и оперативных усилий, направленных на повышение прибыльности организации за счет создания интегрированного подхода к сбору, доступу и использованию информационных, когнитивных и креативных ресурсов организации на основе как информационных технологий, так и технологий инновационного и коммуникативного менеджмента. Математическая постановка и описание задачи принятия согласованных решений Пусть задана иерархическая структура производства наукоемкой продукции: перечислены входящие в нее агенты, описаны их права и интересы, в соответствии с которыми они принимают решения. Кроме того, определена регламентация процедур доступа, обработки и передачи информации. Будем считать, что возможности и права агентов в системе неодинаковые (это позволяет говорить об их неоднородности [3]). Неоднородность проявляется в различной степени влияния агентов друг на друга. Для анализа будем рассматривать базовую модель иерархической системы, состоящей из агента верхнего уровня (центра) и агентов нижнего уровня. Согласно [4], условно разделим цели верхнего уровня на следующие группы: – определение и согласование целей выживания и развития системы в целом в условиях неопределенности и динамики рынка; – формирование согласованного восприятия внешней и внутренней среды системы; – формирование согласованного представления о ситуации целеустремленного состояния; – разработка согласованного плана действий, учитывающего интересы всех подсистем; – оптимизация по возможности обобщенных показателей эффективности функционирования системы, представляющих собой функции от параметров всех подсистем (агентов). Решение последних двух задач может быть записано следующим образом: (u, v)ÎW, (1) где u – управление центра; v=(v1, v2, …, vn) – вектор управлений подсистем; W – множество таких управлений, которые переводят систему в одно из состояний множества X (X – область желаемых состояний системы). Условие (1) может быть выполнено лишь на основе некоторой совокупности предположений о поведении и информированности всех агентов системы. Примем следующие предположения. 1. Центр может сформулировать желаемое состояние системы в виде некоторого набора обобщенных показателей, которые являются функциями параметров агентов. В общем случае конкретные зависимости центру неизвестны, но для их определения он может использовать данные прошлых периодов функционирования системы и информацию о результатах, полученных конкурентами в данном сегменте рынка. Такое предположительное знание будем называть представлениями центра о возможностях агентов. 2. На основе представлений о возможностях агентов и желаемых состояниях центр определяет свое управление (план действий) uÎU и сообщает его агентам. 3. При известном управлении u i-й агент выбирает свое управление viÎVi(ui), которое переводит его в состояние yiÎYi, где Yi – множество возможных состояний. Будем считать, что в соответствии с организацией ТП агенты взаимозависимы в выборе своих состояний. При выборе это предполагает учет глобальных ограничений Yгл. Следовательно, при выполнении условия (1) система может находиться в одном из следующих состояний: 4. Пусть поведение агента соответствует гипотезе рационального поведения. Тогда выбор агента будет сделан так, чтобы максимизировать свой субъективно понимаемый критерий эффективности Gi(u, vi). 5. В общем случае центр приблизительно знает пространство управлений и критерии эффективности агентов, поэтому для создания представлений о возможностях агентов должен органи- зовать с ними обмен информацией. Для этого он запрашивает у агентов оценки проекта способа действий при выполнении заказа u и желаемые состояния 6. Получив новую информацию, центр пересчитывает решение и задает новые вопросы агентам до тех пор, пока не будет получено точное или близкое к нему решение. 7. При наличии неопределенности факторов центр стремится в соответствии с принципом детерминизма снизить ее уровень за счет применения процедур, повышающих степень полезности своих представлений [5]. Описанная модель формирования плана выполнения заказа предполагает, что агенты, управляющие своими подсистемами, на уровне своих представлений хорошо знают свои объекты управления и могут с достаточной степенью точности оценить полезность способа действия. Эти предположения позволяют определить множество допустимых управлений центра следующим образом:
где Если у центра имеется критерий эффективности F(u, v), оптимальным гарантирующим управлением является такое u0ÎU0, что
Общность интересов центра и агентов определяется условиями на суммарное вознаграждение:
где Таким образом, при согласовании модели выполнения заказа агентами с непротивоположными интересами необходимо рассматривать интеграционный тип возможного компромисса, поскольку, согласно (4), величина распределяемого ресурса переменная и зависит от их суммарных усилий. Поэтому цель согласования состоит в достижении суммарного выигрыша благодаря достоверной информации и совместныму решению проблем. Рассмотрим объект управления i-го агента (рис. 1).
Задача (1–5) является задачей поиска максимина со связанными ограничениями. Обозначим через
можно рассматривать как субъективные представления агента о множестве возможных состояний. Очевидно, оно определяется его знаниями и опытом. В свою очередь, центр может иметь собственное представление о возможностях агентов в виде
В случае эффективных производств можно с достаточной степенью точности предположить выполнение гипотезы о полной информированности центра о возможностях агентов и их продуктивности. Это означает, что центр располагает всей необходимой информацией о моделях Vi, В этом случае результат выбора всех агентов определяется как множество R(D) всех ситуаций, где Модель принятия согласованных решений В качестве примера рассмотрим согласование интересов агентов при проектировании ТП изготовления деталей заказа. В работах [6–9] были рассмотрены теоретико-множественная и временная модели принятия решения о виде целевой функции (ЦФ) при проектировании ТП, установлены информационные и временные связи между операторами (субъектами) моделей и выявлены правила выполнения информационных преобразований. Следует отметить, что ЦФ определяет технико-экономические показатели ТП и технологический цикл изготовления деталей заказа. Особая роль принадлежит оператору Модель строится и уточняется на основе информационного обмена между системой управления организацией (СУО), финансовыми подразделениями (ФП), САПР технологических процессов (САПР ТП) и системой управления технологическими подразделениями (УТхП), что можно увидеть на рисунке 3.
Алгоритм принятия согласованных решений На основе математической формулировки задачи был построен алгоритм, обеспечивающий получение согласованного решения о виде целевой функции при проектировании ТП в организационно-технологической системе (ОТС). Введем следующие обозначения участников (субъектов) принятия решений: представитель СУО – A1, представитель ФП – A2, представитель УТхП – A3, представитель технологических служб (САПР ТП, АСТПП) – A4. При решении других задач в ОТС состав субъектов уточняется. Таким образом, A={Ai} – множество участвующих в принятии решения субъектов, где Алгоритм согласования следующий. Шаг 1. Описание понимания ситуации в первом приближении
Шаг 2. Формирование каждым субъектом Ak (из Ai) обобщенного понятия первого уровня Шаг 3. 3а. Предложение A1 (СУО) очередной (первой, второй и т.д.) альтернативы к обсуждению. 3б. Предложение A1 (СУО) очередной (второй и т.д.) альтернативы к обсуждению. Шаг 4. Определение оценки возможных результатов от реализации альтернативы, M={ml} (где Шаг 5. Описание каждым субъектом Ai достоинств (+) и недостатков (–) ( Шаг 6. Формирование общих достоинств и недостатков ( Шаг 7. Формирование каждым субъектом Ai обобщенного понятия следующего (в данном случае второго) уровня Шаг 8. 8а. Приведение достоинств и недостатков в каждой области компетенций к единому показателю. 8б. Приведение достоинств и недостатков в рамках всех субъектов Ai к единому показателю. 8в. Определение суммарного результата реализации альтернативы для ОТС. 8г. Определение возможности реализации альтернативы по срокам заказа. Шаг 9. Если результат альтернативы устраивает (с точки зрения меры и сроков заказа), необходимо запомнить его и перейти к шагу 10, иначе перейти к шагу 10 без запоминания результата. Шаг 10. Если все альтернативы рассмотрены, переход к шагу 11, иначе возврат на шаг 3б. Шаг 11. Если есть устраивающие альтернативы, переход к шагу 12, иначе возврат на шаг 3а. Шаг 12. Выбор наилучшей альтернативы. Алгоритм итерационный и позволяет участвующим субъектам постепенно формировать уточняющиеся представления о ситуации выбора в рамках всей ОТС. Методика реализации алгоритма Рассмотрим постановку задачи на примере базового предприятия. Пусть требуется принять решение о ЦФ при проектировании ТП для лимитирующих технологический цикл деталей. Возможными критериями центра могут быть следующие: − минимальная технологическая себестоимость, C®min; − максимальная технологическая производительность, Q®max (предполагает интенсификацию режимов обработки); − комплексная безразмерная ЦФ, производная из первых двух: − минимальная длительность технологического цикла, Tц®min (предполагает наличие для операций интенсификации режимов обработки и выравнивание их длительности с целью создания возможности организации потока). На первом этапе (под этапом понимается один или несколько шагов алгоритма) производится описание ситуации каждым субъектом в понятном всем виде на основе информации, передаваемой в модель (она же оператор 1. СУО (ответственный за решение). По обговариваемому заказу: уточнение объема заказа (в ст/часах); уточнение сроков готовности. По системе управления: − хорошее состояние – имеется возможность смещения сроков других заказов, объем которых превышает объем рассматриваемого заказа более чем в 2 раза, на срок до 3 недель; − удовлетворительное состояние – имеется возможность смещения сроков других заказов объемом, равным рассматриваемому заказу, на срок до 2 недель; − неудовлетворительное состояние – нет возможности смещения сроков заказов, объем которых не менее рассматриваемого. 2. ФП (ответственный за решение). Состояние финансов: − хорошее состояние – возможны значительные вложения (£1,5 млн руб.) или осуществление проектов со сроком окупаемости > 1 года; − удовлетворительное состояние – возможны средние вложения (£0,7 млн руб.) или осуществление проектов со сроком окупаемости £ 0,5 года; − неудовлетворительное состояние – вложения нежелательны либо допустимы £0,25 млн руб. или осуществление проектов со сроком окупаемости £ 0,25 года. 3. УТхП (ответственный за решение). Состояние в технологических подразделениях: − хорошее состояние – календарные планы выполняются либо идут с опережением; загрузка оборудования на ближайшие 2 месяца £ 0,75; − удовлетворительное состояние – календарные планы выполняются либо идут с отставанием до 2 недель; загрузка оборудования на ближайшие 2 месяца 0,75–0,85; − неудовлетворительное состояние – календарные планы выполняются с отставанием >2 недель; загрузка оборудования на ближайшие 2 месяца >0,85; 4. Технологические службы – САПР ТП (ответственный за решение). Состояние в области технологической подготовки производства (ТПП): − хорошее состояние – ТПП выполнена своевременно; средства технологического обеспечения имеются; − удовлетворительное состояние – ТПП выполнена своевременно; средства технологического обеспечения запаздывают до 2 недель; − неудовлетворительное состояние – ТПП запаздывает на срок до 2 недель; средства технологического обеспечения запаздывают до 2 недель. На втором этапе производится поочередное обсуждение возможных ЦФ при проектировании ТП (в соответствии с приведенной выше последовательностью), каждым субъектом определяются положительные и отрицательные стороны альтернативы. Например, с позиций субъектов принятия решений, ФП целевая функция C®min может иметь преимущества и недостатки для организации в целом (см. таблицу). На третьем этапе оцениваются ожидаемые результаты и проверяются технологические циклы изготовления. На последнем этапе производится выбор ЦФ для проектируемых ТП (представитель СУО), при этом безоговорочно должны быть выдержаны сроки выполнения контракта (или обеспечиваться минимизация отставания) и обеспечены наилучшие показатели. Оценка преимуществ и недостатков при выборе критериев Estimation of advantages and disadvantages when choosing criteria
Пример моделирования методики на базовом предприятии 1. Представитель СУО предлагает для конкретного заказа с конкретными сроками выполнения обсудить первую ЦФ для проектирования ТП C®min. По системе управления состояние хорошее. 2. С помощью модели (рис. 1, 2) и субъектов принятия решения дается толкование ситуации (по ФП и УТхП – удовлетворительное, по ТПП – хорошее). 3. Выполняется оценка альтернативы. Примеры преимуществ и недостатков целевой функции C®min с точки зрения субъектов, участвующих в принятии решения, были приведены в таблице. 4. Моделью (рис. 1, 2) с участием УТхП выполняется проверка резервов производственных мощностей (сравнением со станкоемкостью заказа), технологических циклов выполнения заказа и вычисляется значение меры. 5. Представителем СУО принимается решение из ряда возможных на основе данных расчетов по модели (рис. 2): – принимаем ЦФ C®min, если вписываемся в календарные планы (не требуются затраты либо они малы, не надо перепроектировать технологию); – принимаем ЦФ C®min и корректируем календарные планы, если не вписываемся в них, но успеваем по срокам заказа с корректировкой (так как такая возможность есть); – принимаем ЦФ C®min и подключаем внутренние резервы (сверхурочная работа, работа в выходные и т.п.), если они превосходят объем заказа и без этого действия не успеваем по срокам (крайне нежелательный вариант); – рассматриваем ЦФ Q®max. Остановимся на продолжении последнего варианта, предложенного субъектом – представителем СУО, установившим, что предшествующие невозможны. Субъект – представитель САПР ТП – отмечает, что отрицательным моментом будет увеличение затрат по инструменту, а положительным – уменьшение заработной платы рабочих, и посредством модели оценивает (с целью упрощения восприятия материала вывод нижеперечисленных формул не приводится): а) увеличение затрат по инструменту по сравнению с ЦФ – минимум себестоимости: б) уменьшение заработной платы станочников: DЗQ = (STшкQ – STшкC)´Зчас, где STшкQ – суммарное штучно-калькуляционное время изготовления деталей заказа при Q®max; STшкC – суммарное штучно-калькуляционное время изготовления деталей заказа при С®min; Зчас – часовая заработная плата станочника. Ориентировочно при использовании этой формулы можно пользоваться соотношением, полученным авторами: STшкQ / STшкC = 0,6/(0,27 ´ ´ TC/TQ + 0,4). Субъектом – представителем ФП – произведена оценка необходимых дополнительно вкладываемых средств (DCQ – DЗQ), определено, что они возможны. Субъектом – представителем УТхП – отмечено как положительный момент сокращение циклов изготовления деталей заказа, при оценке циклов выяснилось, что изготовление заказа пойдет с небольшим опережением (рис. 5).
Субъект – представитель САПР ТП – отмечает, что отрицательным моментом явится увеличение заработной платы рабочих, а положительным – уменьшение затрат по инструменту (по сравнению с предшествующим вариантом), и посредством модели оценивает: а) уменьшение затрат по инструменту:
где DCc – затраты на инструмент при целевой функции – минимум себестоимости; б) увеличение заработной платы станочников:
Субъектом – представителем ФП – произведена оценка необходимых дополнительно вкладываемых средств ( Представителем СУО принимается решение, опираясь на данные расчетов: принять ЦФ Для примера рассмотрим вариант, когда реализация критерия Q®max не позволяет обеспечить выполнение заказа в соответствии с установленными сроками. В этом случае должна реализовываться четвертая ЦФ (минимизация цикла). Положительные и отрицательные стороны реализации ЦФ Q®max будут аналогичны, прибавятся лишь затраты на пересмотр планов, так как рассматриваемый заказ пойдет с приоритетом «вне очереди», следовательно, время выполнения других заказов на занятых данным заказом рабочих местах сместится. В этом случае устанавливается допустимая разница в длительности операций каждого технологического маршрута изготовления деталей заказа: Обычно для условий базового предприятия Поэтому представителем СУО должно приниматься решение обеспечить затраты (ФП), перепроектировать технологию (САПР ТП), перепланировать производство (УТхП). В заключение отметим, что система поддержки управленческих решений проходит апробацию на одном из научно-производственных объединений г. Твери, выпускающем разноплановую продукцию малыми партиями. Опыт реализации алгоритмов, имеющихся в системе, показал, что время на выработку решений СУО при проектировании ТП уменьшается в 2–3 раза, обеспечивается экономия средств при производстве изделий на 5–7 %, значительно сократились случаи срывов договорных обязательств по срокам. Литература 1. Кондаков А.И. САПР технологических процессов. М.: Академия, 2007. 272 с. 2. Зарубин В.М., Капустин Н.М., Павлов В.В., Старовойтов Г.П., Цветков В.Д. Автоматизированная система проектирования технологических процессов механосборочного производства. М.: Машиностроение, 1979. 347 с. 3. Виноградов Г.П., Кузнецов В.Н., Бурков В.Н. Интеллектуальные активные системы с неоднородными агентами // Конгресс по интеллект. системам и информ. технологиям IS&IT’12: сб. тр. в 4-х т. М.: Физматлит, 2012. Т. 1. С. 211–216. 4. Виноградов Г.П., Палюх Б.В. Механизмы управления эволюцией организационно-технологической системы // Программные продукты и системы. 2012. № 2 (98). С. 3–8. 5. Виноградов Г.П. Интерактивные методы согласованной оптимизации при управлении эволюцией организационно-технологической системы // Изв. Томского политех. ун-та. 2014. Т. 325. № 5. С. 23–32. 6. Бурдо Г.Б., Палюх Б.В. Метод интеллектуальной оценки решений при проектировании технологий в многономенклатурных производствах // Вестн. Тамбовского гос. техн. ун-та. 2011. Т. 17. № 2. С. 342–350. 7. Бурдо Г.Б., Исаев А.А. Особенности автоматизиро- ванной технологической подготовки производства в геофи- зическом приборостроении // Каротажник. 2013. № 3 (225). С. 235–239. 8. Бурдо Г.Б., Исаев А.А., Палюх Б.В. Модель управления целевой функцией заказа при технологической подготовке многономенклатурного производства // Интегрированные модели и мягкие вычисления в искусственном интеллекте: сб. науч. тр. 6-й Междунар. науч.-технич. конф. М.: Физматлит, 2013. Т. 3. С. 431–436. 9. Бурдо Г.Б., Исаев А.А., Семенов Н.А. Модели целевой функции при подготовке многономенклатурного производства // Тр. IS&IT`14, ASIS`14 и CAD-2014. М.: Физматлит, 2014. Т. 1. С. 345–351. |
 . Здесь
. Здесь  – множество, определяемое локальными ограничениями, например, по объему выпуска, качеству, затратам, связями по структуре ТП и т.д.
– множество, определяемое локальными ограничениями, например, по объему выпуска, качеству, затратам, связями по структуре ТП и т.д. , уточняет их интересы в окрестности полученного решения в обмен на стимулирование за раскрытие своих возможностей.
, уточняет их интересы в окрестности полученного решения в обмен на стимулирование за раскрытие своих возможностей. Æ,
Æ, , (2)
, (2) .
. . (3)
. (3) , (4)
, (4) – доход от выполнения заказов; С(×) – фонд материального поощрения или оплаты труда.
– доход от выполнения заказов; С(×) – фонд материального поощрения или оплаты труда.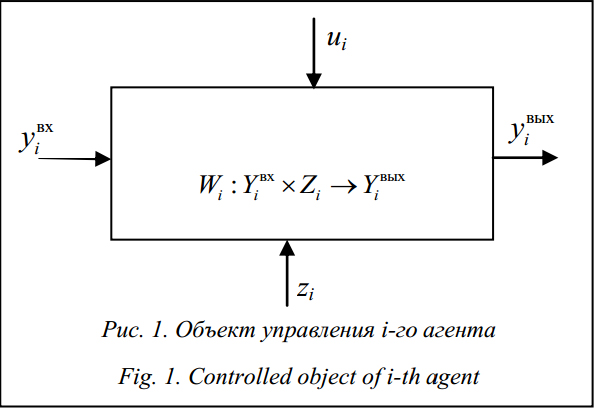
 , уровнем выпуска
, уровнем выпуска  и набором режимных параметров zi, с помощью которых агент может влиять на ход технологического процесса. Тогда множество возможных состояний i-го агента можно определить следующим образом:
и набором режимных параметров zi, с помощью которых агент может влиять на ход технологического процесса. Тогда множество возможных состояний i-го агента можно определить следующим образом: . (5)
. (5) представление агента о функционировании объекта управления, тогда
представление агента о функционировании объекта управления, тогда (6)
(6) . (7)
. (7) , агентов. В этом случае центр, используя это знание, рассчитывает управление u0ÎU0, а агент делает только один ход, выбирая свое состояние yi и управление vi из множества допустимых состояний Bi(ui)= Yi (ui)Ç Yi, пытаясь при этом максимизировать значение своей целевой функции:
, агентов. В этом случае центр, используя это знание, рассчитывает управление u0ÎU0, а агент делает только один ход, выбирая свое состояние yi и управление vi из множества допустимых состояний Bi(ui)= Yi (ui)Ç Yi, пытаясь при этом максимизировать значение своей целевой функции: 
 – множество возможных состояний всей системы. Варьируя управление u={ui,
– множество возможных состояний всей системы. Варьируя управление u={ui,  }, центр может проигрывать возможные сценарии поведения системы.
}, центр может проигрывать возможные сценарии поведения системы. с помощью которого осуществляется непосредственная поддержка решения о ЦФ ТП выполнения конкретного заказа. Представление оператора в виде канонической модели показано на рисунке 2.
с помощью которого осуществляется непосредственная поддержка решения о ЦФ ТП выполнения конкретного заказа. Представление оператора в виде канонической модели показано на рисунке 2.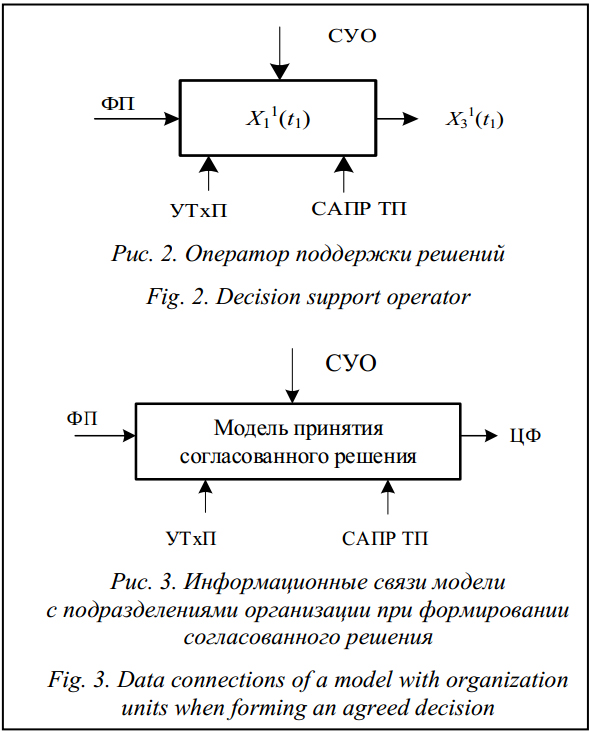
 n=4.
n=4. каждым i-м субъектом из множества A в понятном для всех субъектов виде с помощью формального словаря. Субъект A1 указывает задачи и ограничения.
каждым i-м субъектом из множества A в понятном для всех субъектов виде с помощью формального словаря. Субъект A1 указывает задачи и ограничения. , где
, где  – множество j-х параметров, характеризующих ситуацию с точки зрения i-го субъекта и в его предметной области.
– множество j-х параметров, характеризующих ситуацию с точки зрения i-го субъекта и в его предметной области. ситуации, исходя из своего описаний и описаний другими субъектами:
ситуации, исходя из своего описаний и описаний другими субъектами:  , i={1, 2, …, k–1, k, k+1, …, n}.
, i={1, 2, …, k–1, k, k+1, …, n}. , p – размерность) для организации в целом (обычно стоимостной).
, p – размерность) для организации в целом (обычно стоимостной).
 ) результатов реализации обсуждаемой альтернативы в своей области компетенций.
) результатов реализации обсуждаемой альтернативы в своей области компетенций.
 ) результатов реализации обсуждаемой альтернативы в рамках ОТС.
) результатов реализации обсуждаемой альтернативы в рамках ОТС. ситуации, исходя из своего описания и описаний другими субъектами:
ситуации, исходя из своего описания и описаний другими субъектами:  .
. где K – коэффициент, принимающий значения из ряда 0,25; 0,5; 0,75; 1; 2; 3; 4;
где K – коэффициент, принимающий значения из ряда 0,25; 0,5; 0,75; 1; 2; 3; 4; ), представленной на рисунке 3). Этот этап предлагается выполнять с помощью следующих алгоритмов.
), представленной на рисунке 3). Этот этап предлагается выполнять с помощью следующих алгоритмов. где Tc – стойкость инструмента (в мин.), соответствующая минимуму себестоимости; TQ – стойкость инструмента (в мин.), соответствующая максимуму производительности; Cчас – часовые затраты по инструменту; Stо – суммарное основное время заказа;
где Tc – стойкость инструмента (в мин.), соответствующая минимуму себестоимости; TQ – стойкость инструмента (в мин.), соответствующая максимуму производительности; Cчас – часовые затраты по инструменту; Stо – суммарное основное время заказа;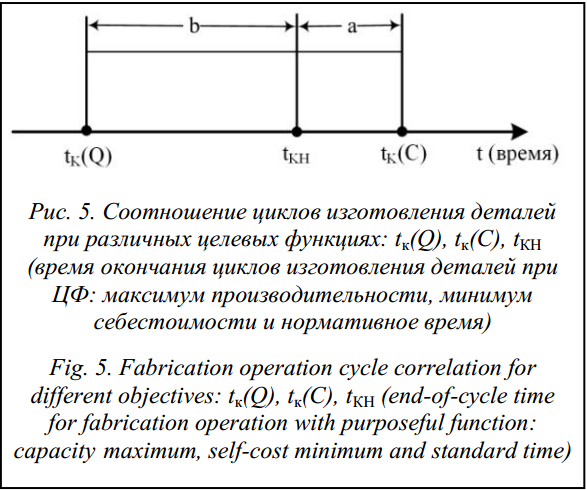

 –
–  ), определено, что они возможны.
), определено, что они возможны. (K округляется до ближайшего меньшего значения из ряда), обеспечить затраты (ФП), перепроектировать технологию (САПР ТП).
(K округляется до ближайшего меньшего значения из ряда), обеспечить затраты (ФП), перепроектировать технологию (САПР ТП).


 где i = 1, 2, …, m – число операций в маршруте обработки детали.
где i = 1, 2, …, m – число операций в маршруте обработки детали. .
.| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4002&lang=&lang=&like=1 |
Версия для печати Выпуск в формате PDF (4.84Мб) Скачать обложку в формате PDF (0.35Мб) |
| Статья опубликована в выпуске журнала № 2 за 2015 год. [ на стр. 75-82 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Алгоритмы и модели АСУ технологическими процессами технического обслуживания
- Реализация методов обучения с подкреплением на основе темпоральных различий и мультиагентного подхода для интеллектуальных систем реального времени
- Интеллектуальная система прогнозирования на основе методов искусственного интеллекта и статистики
- Нейросетевая инструментальная среда для создания персонализированных интерфейсов прикладных программ
- Архитектура системы предсказательного технического обслуживания сложных многообъектных систем в концепции Индустрии 4.0
Назад, к списку статей