Авторитетность издания

Добавить в закладки
Следующий номер на сайте


Программное обеспечение подсистемы контроля качества выпускаемой продукции с использованием интеллектуальных алгоритмов
Аннотация:В данной работе решается задача сокращения выпуска производством по изготовлению сварных труб из нержавеющих марок сталей продукции ненадлежащего качества путем создания ПО, функционирующего в составе АСУТП предприятия и обеспечивающего контроль качества выпускаемой продукции с использованием интеллектуальных алгоритмов. Описывается алгоритм непрерывного контроля качества продукции, результатом которого является вывод о качестве выпускаемой продукции. На его основе разработана подсистема непрерывного контроля качества, опирающаяся на БД материалов и технологические карты выпускаемой продукции. Данная подсистема разрабатывалась в рамках создания и внедрения комплексной АСУТП и подсистемы непрерывной диагностики и контроля состояния оборудования с использованием интеллектуальных алгоритмов на основе машинного обучения. Для реализации интеллектуальных алгоритмов машинного обучения был применен кросс-платформенный фреймворк-построитель моделей с открытым исходным кодом ML.NET, который позволяет получить модель на основе входных данных и упрощает интеграцию модели в готовое .NET приложение. При необходимости фреймворк позволяет дообучить или переобучить модель. Подсистема непрерывной диагностики и контроля состояния оборудования строится на продукционной модели представления знаний, которая, в свою очередь, основана на обработке правил диагностики. Правила диагностики разрабатываются для конкретного производства и единицы оборудования специалистом в данной предметной области. Результатом работы подсистемы контроля качества выпускаемой продукции являются контроль характеристик технологического оборудования, влияющих на качество выпускаемой продукции, контроль характеристик выпускаемой продукции на основании данных технологических карт производства, выдача предупреждений о тенденции к уходу наблюдаемых характеристик из диапазона допустимых значений и информации о зарождающихся дефектах выпускаемой продукции, связанных с данными характеристиками. Разработанное ПО подсистемы контроля качества выпускаемой продукции с использованием интеллектуальных алгоритмов позволило сократить выпуск продукции ненадлежащего качества вследствие раннего выявления дефектов (износа) оборудования.
Abstract:This paper solves the problem of reducing the production of welded pipes from stainless steel grades of products of inadequate quality by creating software that functions as part of the plant's process control system and provides quality control of products using intelligent algorithms. The author describes an algorithm for continuous control of product quality, the result of which is a conclusion about the quality of products. On its basis, a subsystem of continuous quality control was developed, which controls the quality of finished products, based on a database of materials and tech-nological maps of manufactured products. This subsystem was developed as part of the creation and implementation of an integrated automat-ed process control system (APCS) and a subsystem for continuous diagnostics and equipment condi-tion monitoring using intelligent algorithms based on machine learning. To implement intelligent ma-chine learning algorithms, the open-source ML.NET cross-platform modeling framework was used, which allows you to get a model based on input data and simplifies the integration of the model into a finished .NET application. If necessary, the framework allows you to train additionally or retrain the model. The subsystem of continuous diagnostics and monitoring of the state of equipment is based on the production model of knowledge representation, which in turn is based on the processing of diag-nostic rules. Diagnostic rules are developed for specific production and unit of equipment by a special-ist in this subject area. The result of the work of the subsystem for quality control of manufactured products is the control of the characteristics of technological equipment that affect the quality of products, control of the characteristics of products based on the data of production flow charts, the issuance of warnings about the tendency for the observed characteristics to leave the range of permissible values and information about incipient defects in products, associated with these characteristics. As a result of the develop-ment of software for the subsystem of quality control of manufactured products using intelligent algo-rithms, the number of products of inadequate quality has been reduced due to the early detection of de-fects (wear) of equipment.
| Авторы: Гришин Е.С. (negrshn@mail.ru) - Балтийский федеральный университет им. И. Канта (аспирант), Калининград, Россия | |
| Ключевые слова: база знаний, продукционная модель, интерфейс, машинное обучение, ml.net |
|
| Keywords: knowledge base, production model, interface, machine learning, ml.net |
|
| Количество просмотров: 3432 |
Статья в формате PDF |
Целью современного конкурентоспособного предприятия является выпуск продукции с максимальным использованием проектной производительности оборудования, с минимально возможными издержками на содержание парка оборудования и минимальным выпуском продукции ненадлежащего качества (брака). Технологическим партнером исследования выступило предприятие «Техно Тюб». Согласно предоставленным им данным, брак, выпущенный в 2018 году на производственной линии № 1, составил более 20 % от общих затрат на обслуживание оборудования и порядка 5,9 % от общего объема выпускаемой продукции (табл. 1). По разным источникам, в большинстве стран в промышленном производстве допусти- мый уровень брака составляет 1–3 % от общего объема выпущенной продукции [1–3]. Фактический брак на заводах «Мацусита», к примеру, лишь 0,03–0,04 % [4]. Основной причиной выпуска продукции ненадлежащего качества являются дефекты оборудования производственной линии. Развитие дефектов оборудования происходит постепенно, и, зная, изменения каких измеряемых характеристик приводят к тому или иному дефекту, можно заблаговременно предупредить его наступление и последствия. Для сокращения количества брака, выпущенного по причине дефектов оборудования, необходима подсистема диагностики, интегрируемая в состав АСУТП, позволяющая связать развитие дефектов оборудования с выпуском продукции ненадлежащего качества. Анализ представленных на рынке систем диагностики [5, 6] показал, что для задач диагностики качества сварного шва трубы нет специализированного ПО, позволяющего заблаговременно предупреждать о зарождающихся дефектах данного класса оборудования, а системы диагностики общего назначения [7–9] не позволяют связать развитие дефектов оборудования с выпуском продукции ненадлежащего качества. Таблица 1 Экономические показатели затрат на обслуживание предприятия Table 1 Economic indicators of enterprise service costs
Целью исследования являлась разработка ПО контроля качества выпускаемой продукции с использованием интеллектуальных алгоритмов, которое предупреждает о развитии дефектов оборудования, влияющих на качество выпускаемой продукции. С целью контроля качества продукции и соответствия фактического процесса производства технологическим картам и схемам для различных видов материалов, а также подтверждения параметров продукции потребителям на предприятии планируется создание АСУТП с подсистемой интеллектуальной непрерывной диагностики и контроля состояния оборудования. В подсистеме контроля качества выпускаемой продукции характеристики из технологической карты однозначно сопоставляются доступным наблюдаемым характеристикам при создании датчиков в системе диагностики. Система диагностики поддерживает ввод, хранение и использование формы технологических карт. Технологическая карта выбирается оператором, и в режиме реального времени формируются правила диагностики, в которых используются наблюдаемые характеристики, сопоставленные с характеристиками техноло- гической карты. Для определения качества выпускаемой продукции были выделены характеризующие технологический процесс параметры (табл. 2). Таблица 2 Параметры технологического процесса лазерной сварки Table 2 Laser welding process parameters
Затем были определены возможные дефекты, зависящие от выделенных параметров, и описаны возможные причины их появления: пористость сварного шва, несплавления, холодные и горячие трещины, пикообразования в корне шва. Получить более качественный сварной шов без пор при ширине обратного валика 1,5–2,0 мм (для высоколегированной стали) возможно при увеличении проходящей мощности от 0–10 % до 20–30 % [10]. Улучшению условий дегазации корневой части сварочной ванны и снижению пористости швов при сквозном проплавлении способствует обеспечение проходящей мощности излучения на уровне 10–25 % от падающей мощности. Ширина обратного валика при этом должна быть не менее 0,5–1,0 мм и при мощности излучения от 1 до 30 кВт, как правило, составляет 1,0–2,0 мм. Пористость повышается при занижении скорости сварки до 8–10 мм/с и ниже. Низкая скорость сварки также способствует зарождению кристаллизационных трещин. Для устранения дефектов типа несплавлений необходимо обеспечивать высокую точность сборки соединения и перемещения изделия, лазерной головки в процессе сварки (с системой слежения за стыком). Их суммарная погрешность должна составлять не более 0,1–0,3 мм на длине 12 м при мощности излу- чения от 1 до 30 кВт. Для этого необходимо применение дефектомата или системы машинного зрения для промышленных предприятий. Улучшению процесса формирования сварных швов и повышению качества их внешнего вида способствуют увеличение скорости сварки, как правило, более 30–50 м/ч, и качественная защита сварного шва с обеих сторон сварочной ванны. Зависимость максимальной глубины проплавления от скорости сварки при различных мощностях излучений и зависимость максимальной глубины проплавления от мощности излучения при различных скоростях изучены и представлены в таблице 3. Таблица 3 Максимальная глубина проплавления в зависимости от мощности излучения (P) при различных скоростях сварки (V) Table 3 Maximum penetration depth depending on the radiation power (P) at various welding speeds (V)
Горячие трещины – хрупкие межкристаллитные разрушения металла сварного шва и зоны термического влияния, возникающие в твердо-жидком состоянии при завершении кристаллизации, а также в твердом состоянии при высоких температурах на этапе преимущественного развития межзеренной деформации. Факторы их появления: температурный интервал хрупкости (ТИХ) в период кристаллизации металла шва, минимальная пластичность в ТИХ nmin, темп высокотемпературной сварочной деформации a. Интенсивность этих деформаций количественно определяется величиной темпа деформации:
где De – приращение высокотемпературной деформации за время охлаждения на DT. Холодные трещины – локальные хрупкие разрушения материала сварного соединения, возникающие под действием остаточных сва- рочных напряжений. Для них характерны наличие инкубационного периода до образования очага трещин и образование трещин при значениях напряжений, составляющих менее 0,9 кратковременной прочности материалов в состоянии после сварки. Ввиду указанных факторов образования холодных трещин их можно определить только путем испытаний изделия согласно ГОСТ 10006-80. Увеличение скорости сварки при несквозном проплавлении приводит к снижению пикообразования в корне шва. Уменьшение пикообразования и пористости в шве достигается отклонением лазерного луча от вертикали на 15–17 градусов по направлению движения луча. Также показано, что с увеличением толщины свариваемого металла необходимо увеличивать подводимую мощность лазерного излучения, а интенсивность излучения не должна превышать (0,1–6,0)*106 Вт/см2. Таким образом, чтобы сократить вероятность появления дефектов сварного шва, необходим непрерывный контроль в процессе производства технологических параметров за следующими характеристиками технологического процесса: - толщина кромки заготовки; - скорость движений заготовки; - мощность излучения лазера; - интенсивность излучения лазера; - угол отклонения луча лазера по вертикали; - скорость остывания изделия; - диаметр готового изделия по осям X и Y. - значение положения редуцирующих валков. Значения необходимых наблюдаемых характеристик извлекаются из узла входного контроля штрипсы, сварочного бокса, узла контроля трубы и узлов калибровки АСУТП. Зависимость величин для конкретных марок стали была выражена функционально при помощи машинного обучения на основе имеющихся опытных данных из вышеперечисленных источников и имеющихся статистических данных. Для определения промежуточных значений предварительно обучается функциональная модель машинного обучения при помощи фреймворк-построителя моделей ML.NET [11]. Для этого в ML.NET обучается модель прогнозирования значений (регрессия). Время обучения составляет 30 минут. Подход, рассматриваемый в этой статье, является продолжением работы [12], идея которой заключалась в разработке системы непре- рывной диагностики оборудования на основе анализа тенденций к зарождению дефектов. Система непрерывной диагностики построена на расширенной автором продукционной системе. Подсистема интеллектуальной непрерывной диагностики и контроля состояния оборудования строится на продукционной модели представления знаний экспертных интеллектуальных систем с прямым логическим выводом [13]. В данной модели знания представляются в виде правил: «Если (условие [и условие … и условие]), то (заключение)». Система с прямым логическим выводом выполняет обработку от условий к заключению. Для адаптации под поставленные задачи диагностики и удобства использования подсистемы диагностики операторами производственных линий правила расширены до вида: «Если (условие [и условие … и условие]), то (дефект). Рекомендуется: (действие)». Правила заблаговременно формируются специалистом при внедрении АСУТП ме- тодом анализа технической документации, ста- тистической информации по обслуживанию и ремонту диагностируемого оборудования, а также формализацией знаний обслуживающего персонала. При вводе правил в систему происходит автоматическая проверка непротиворечивости правил. Общий вид продукционной модели: N= Разработанная подсистема расширяет систему непрерывной диагностики оборудования непрерывным контролем качества выпускаемой продукции. Для работы подсистемы контроля качества продукции формируются и вводятся правила диагностики, представленные в таблице 4.
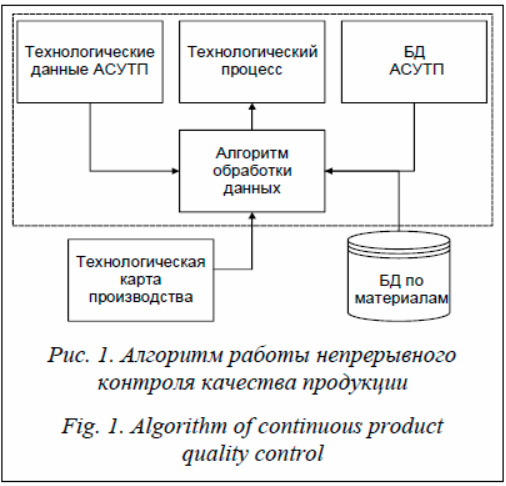
Правила подсистемы контроля качества продукции размещены в общем пуле правил Просмотр и редактирование правил диагностики качества продукции доступен в отдельном окне «Правила диагностики качества продукции», показанном на рисунке (см. http:// www.swsys.ru/uploaded/image/2020-4/2020-4-dop/3.jpg). Общий алгоритм работы непрерывного контроля качества продукции представлен на рисунке 1.
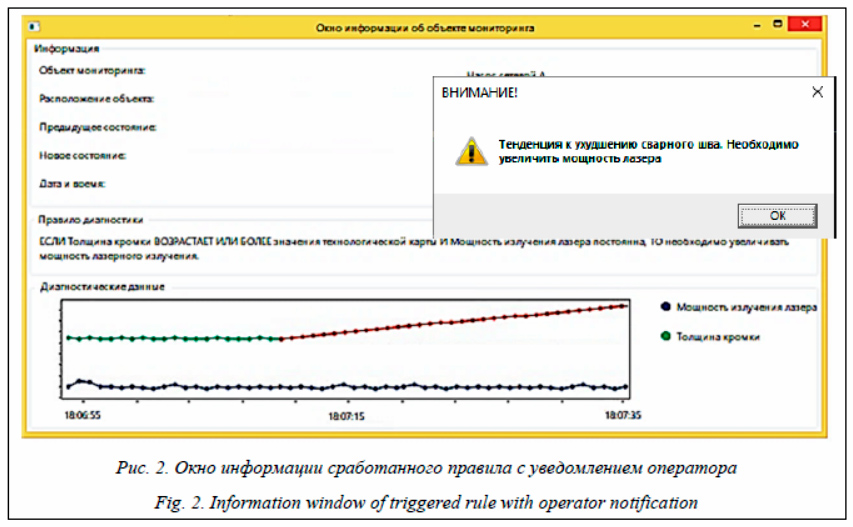
В отличие от отработки уставок АСУТП предложенный подход обеспечивает заблаговременное уведомление о тенденции ухудшения качества продукции, что позволяет оператору своевременно отреагировать на измене- ния и принять необходимые меры. После анализа экономических показателей предприятия-партнера было установлено, что количество брака выпускаемой продукции сократилось с 5,9 % до 1,8 %. В целом внедрение современ- ной АСУТП с системой непрерывной диагно- стики оборудования и контролем качества выпускаемой продукции позволило достичь показателей, приведенных в таблице 5. Таблица 5 Сравнение систем до и после модернизации Table 5 Comparison of systems before and after modernization
Внедрение современной АСУТП позволило сократить: - затраты на ТОиР в 1,5 раза за счет сокращения количества сложных и дорогостоящих капитальных ремонтов и своевременного про- ведения планового текущего ремонта оборудования; - затраты на ЗИП на 20 %; - количество брака в 3,25 раза. Заключение Таким образом, были разработаны интерфейс ввода технологических карт в систему непрерывной диагностики оборудования, продукционные правила диагностики дефектов выпускаемой продукции, алгоритм вывода зарождающихся дефектов на основе продукционного подхода, обучена модель машинного обучения, описывающая оптимальные параметры технологического процесса, разработана подсистема контроля качества выпускаемой продукции, которая определяет расхождение текущих параметров с описанной моделью и заблаговременно уведомляет оператора о возможных зарождающихся дефектах выпускаемой продукции. Исследования выполнены при финансовой поддержке Министерства науки и высшего образования Российской Федерации, уникальный идентификационный номер RFMEFI57817X0252. Литература 1. Панченко Т.М. Учет брака в производстве // Бухгалтерский учет. 2002. № 3. С. 27–32. 2. Пичурин И.И., Селецкий Э.Б. Совершенствование методического подхода к уменьшению расхода металла в трубном производстве // Экономика в промышленности. 2011. № 4. С. 74–81. 3. Баев И.А., Лысов Д.Н., Дворникова Т.В. Методы оптимального планирования материальных ресурсов в производстве труб // Вестн. ЮУрГУ. Сер. Экономика и менеджмент. 2016. Т. 10. № 1. С. 104–113. 4. ЗнайТовар. Стандарты и качество. URL: https://znaytovar.ru/s/Standarty-i-kachestvo.html (дата обращения: 05.10.2020). 5. Седатек. URL: http://www.sedatec.org (дата обращения: 05.10.2020). 6. Грищенко Д.В. Система непрерывного мониторинга состояния и оперативной диагностики судового роторного оборудования // Вестн. АГТУ. Сер.: Морская техника и технология. 2016. № 4. С. 54–62. 7. НПЦ «Динамика». Система вибродиагностики динамического оборудования КОМПАКС. URL: http://www.dynamics.ru/products/compacs-m/compacs-m_274.html (дата обращения: 05.10.2020). 8. ЭЭС. Диагностика высоковольтного электрооборудования. URL: https://eec-spb.ru/uslugi/ diagnostika-vysokovoltnogo-elektrooborudovaniya (дата обращения: 05.10.2020). 9. СуммаТехнологий. Мониторинг, защита и диагностика роторного оборудования по параметрам вибрации. URL: http://www.summatechnology.ru/info/articles/monitoring-zashchita-i-diagnostika-rotornogo-oborudovaniya-po-parametram-vibratsii/ (дата обращения: 05.10.2020). 10. Гладуш Г.Г., Голубев В.С., Мирзаде Ф.Х., Леденев В.И., Кандидов В.П. Глубокое каналирование и филаментация мощного лазерного излучения в веществе. М.: Интерконтакт Наука, 2009. 265 с. 11. GitHub. ML.NET. URL: https://github.com/dotnet/machinelearning (дата обращения: 05.10.2020). 12. Grishin E.S. Development of intelligent algorithms for a subsystem for continuous diagnostics and monitoring of equipment condition as part of the process control system of an enterprise for the production of stainless steel pipes // IOP Conference Series: Materials Science and Engineering, 2020, vol. 939, art. 012027. 13. Иванов А.С. Модель представления продукционных баз знаний на ЭВМ // Изв. Сарат. ун-та. Нов. сер. Сер. Математика. Механика. Информатика. 2007. Т. 7. № 1. С. 83–88. DOI: 10.18500/1816-9791-2007-7-1-83-88.
References 1.Panchenko T.M. Accounting for defects in production. Accounting, 2002, no. 3, pp. 27–32 2.Pichurin I.I., Seletsky E.B. Perfection of the methodical approach to reduction of the expense of metal in trumpet manufacture. Russian Journal of Industrial Economics, 2011, no. 4, pp. 74–81 (in Russ.). 3.Baev I.A., Lysov D.N., Dvornikova T.V. Methods for optimal planning of material resources 4.KnowTheGoods. Standarts and Quality. Available at: https://znaytovar.ru/s/Standarty-i-kachestvo.html (accessed October 05, 2020) (in Russ.). 5.Sedatec. Available at: http://www.sedatec.org (accessed October 05, 2020) (in Russ.). 6.Grishchenko D.V. System of continuous condition monitoring and rapid diagnostics for marine rotary equipment. Vestn. of Astrakhan State Technical University. Ser.: Marine Engineering and Technologies, 2016, no. 4, pp. 54–62 (in Russ). 7.Dynamics. The COMPACS Computer Monitoring System for Machinery Health Control and Accidents Prevention. Available at: http://www.dynamics.ru/products/compacs-m/compacs-m_274.html (accessed October 05, 2020) (in Russ.). 8.EES. Diagnostics of High-Voltage Electrical Equipment. Available at: https://eec-spb.ru/uslugi/diagnostika-vysokovoltnogo-elektrooborudovaniya (accessed October 05, 2020) (in Russ.). 9.SummaTechnology. Monitoring, Protection and Diagnostics of Rotary Equipment by Vibration Param- 10.Gladush G.G., Golubev V.S., Mirzade F.H., Ledenev V.I., Kandidov V.P. Deep Channeling and Filamentation of High-Power Laser Emission in Material. 2009, 265 p. (in Russ.). 11.GitHub. ML.NET. Available at: https://github.com/dotnet/machinelearning (accessed October 05, 2020) (in Russ.). 12.Grishin E.S. Development of intelligent algorithms for a subsystem for continuous diagnostics and monitoring of equipment condition as part of the process control system of an enterprise for the production of stainless steel pipes. IOP Conference Series: Materials Science and Engineering, 2020, vol. 939, art. 012027. 13.Ivanov A.S. One model for representation of production knowledge base. Izvestiya of Saratov University. New Series. Series: Mathematics. Mechanics. Informatics, 2007, vol. 7, no. 1, pp. 83–88 (in Russ.). DOI: 10.18500/1816-9791-2007-7-1-83-88. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Постоянный адрес статьи: http://swsys.ru/index.php?page=article&id=4765&lang=&lang=&like=1 |
Версия для печати |
| Статья опубликована в выпуске журнала № 4 за 2020 год. [ на стр. 681-688 ] |
Возможно, Вас заинтересуют следующие статьи схожих тематик:
- Автоматизация проектирования адаптивных пользовательских интерфейсов с элементами искусственного интеллекта
- Разработка ядра интегрированной информационной системы
- Общий подход к проведению компьютерных экспериментов по индуктивному формированию знаний
- Применение искусственных нейронных сетей в системах автоматического управления магнитной левитацией
- Применение образцов проектирования графического интерфейса для реализации навигационных функций
Назад, к списку статей