Journal influence
Bookmark
Next issue
Abstract:
Аннотация:
| Authors: () - , () - | |
| Ключевое слово: |
|
| Page views: 19737 |
Print version Full issue in PDF (1.42Mb) |
В статье развивается методология построения и создания интегрированных интеллектуальных систем (ИИС) для комплексной автоматизации производственной деятельности предприятия (ПДП). Теоретической основой разработки ИИС служит концепция новых информационных технологий инжиниринга (НИТИ), обеспечивающих унификацию представления моделей ПДП на всех этапах жизненного цикла изделия (продукта). Методология поддерживается программно в контексте ускоренного создания ИИС, ориентированных на конкретное предприятие и базирующихся на системе взаимосвязанных программно-функциональных модулей (ПФМ). Автоматизация ПДП на базе НИТИ Современные экономические условия характеризуются позаказной системой работы предприятий с частой сменой заказов, сжатыми сроками выполнения и нечеткостью их перспективного поступления. Необходимость сокращения цикла технической подготовки производства ведет к усилению роли комплексной автоматизации предприятий. В наши дни предприятие должно обеспечивать реализацию всего производственного цикла изделия (ПЦИ), включая маркетинг, формирование портфеля заказов, проектирование, конструкторскую, технологическую, техническую и экономическую подготовку производства, планирование и оперативное управление производством, хранение, сбыт, а также функционирование всех вспомогательных отделов и служб (бухгалтерии, управления кадрами, архива и пр.). Особую остроту вопрос уменьшения ПЦИ приобретает в том случае, когда в выпуске продукции участвуют несколько предприятий (поставщики, смежники, транспортники), не связанных между собой организационно, но совместно работающих в компьютерной сети и образующих виртуальное предприятие. Сегодня инвестиции в информационные технологии предприятий дают больший экономический эффект, чем инвестиции непосредственно в производство. Таким образом, одним из путей сокращения сроков ПЦИ является переход к НИТИ, охватывающим все элементы производственной деятельности предприятия. При этом НИТИ базируются на таких уже разработанных передовых технологиях, как CALS, CASE, Web, RAD и др. Основные принципы развития НИТИ таковы: · комплексная автоматизация и компьютерная интеграция, · интеллектуализация, · индивидуализация, · специализация. Здесь комплексная автоматизация подразумевает автоматизацию всех этапов ПЦИ по всем изделиям, выпускаемым предприятием. Приоритетное значение имеет эффективная организация информационных потоков, позволяющих при меньших финансовых затратах сократить время выполнения заказов и обеспечить надежность их выполнения. Интеграция предусматривает единство сред (методической, организационной, информационной, программной, технической), охватывающих все системы автоматизации и этапы ПДП. Интеллектуализация означает: · разработку и использование методов и моделей искусственного интеллекта (ИИ) при решении всех функциональных задач на всех этапах жизненного цикла изделия (ЖЦИ), · проектирование не только объектов, но и процессов разработки, в частности параметризованных процедур создания объектов (процедурных моделей), · унификацию создания и представления моделей производственной деятельности предприятия с широким привлечением процедур обработки знаний, · использование баз знаний и интеллектуальных решателей при проектировании и управлении производством, · организацию непрерывного накопления знаний, используемых в ПДП (поддержка процессов обучения и самообучения), · распределение на каждом рабочем месте знаний между человеком и машиной для решения определенных производственных задач. Специализация означает предметную и производственную ориентацию и учет специфики предприятия при создании систем автоматизации. Индивидуализация предполагает организацию каждого рабочего места, формирование баз данных и знаний, ориентированных на конкретного специалиста. Автоматизированные производственные системы (АПС), такие как КИП и ГПС, относятся к классу сложных (и сверхсложных) систем [3,7]. Они характеризуются такими признаками, как уникальность каждой реализации, множественность и разнородность входящих в них систем и подсистем, случайность и неопределенность действующих в них процессов (факторов), нечеткость постановки задач, непредсказуемость последствий и т.п. Общей методологией исследования таких систем является системный анализ, а основным инструментом – моделирование на ЭВМ. Вид и состав моделей, метод моделирования определяются видом объекта производства, этапом его жизненного цикла, иерархическим уровнем производственной системы. Количество разнородных моделей и методов, используемых при создании и эксплуатации АПС, чрезвычайно велико. Это приводит к значительным затратам времени и средств на создание моделей и проведение модельных исследований для каждой новой АПС. Исследования последних лет позволили создать различного рода оболочковые программные структуры, метамодели, обобщенные инструментальные средства, которые на основе определенного инвариантного ядра решают задачи генерации рабочих моделей либо производят адаптацию общих моделей к конкретным условиям производственных задач. Традиционные методы проектирования АПС позволяют поднять уровень обобщения до решения определенного, обычно достаточно узкого, класса производственных задач, обладающих структурной однородностью. В статье рассматривается принципиально новая задача: разработать методологию, методы и средства единого подхода к решению задач моделирования производственной деятельности предприятия и его подсистем на всех этапах. Подобную формулировку можно применять и к этапам создания АПС, считая в этом случае продуктом саму производственную систему. Процедуры и модели ПДП С точки зрения функционирования АПС любого уровня можно представить как автономную структуру, взаимодействующую с внешней по отношению к ней средой через процедуры Получить (заказ на изделие, инструмент, станок и т.п.) и Выдать (изделие, техническую документацию, отходы производства, полуфабрикат и т.п.).
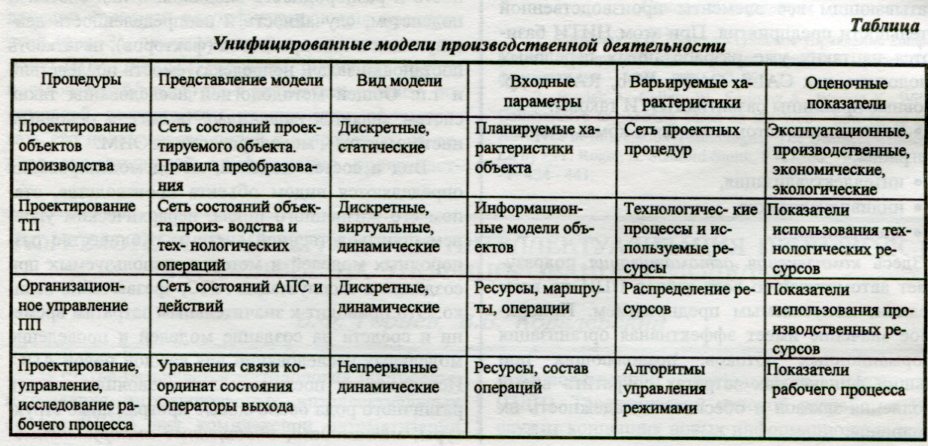
Все разнообразие моделей внутренней деятельности предприятия, можно свести к процедурам: концептуального, объектного и процессного проектирования, организационного и технологического управления (см. табл.). Создание любой системы и ее функционирование связано с реализацией указанных процедур на конкретных этапах жизненного цикла системы. Процедуры могут иметь различную степень детализации в зависимости от иерархического уровня системы. Но каждая из них обладает определенной общностью и принципиальными отличиями от других процедур, что позволяет создавать их единые унифицированные модели. Состояние производства характеризуется состоянием его объектов и состоянием самой производственной системы. Состояние объектов производства определяется состоянием и характеристиками его элементов при проектировании и изготовлении. Общий подход к описанию всех процедур ПДП может быть осуществлен на основе разработанного в МГТУ единого метода и языка описания дискретных производственных процессов – РДО (ресурсы, действия, операции) [1,6,8]. Дискретный производственный процесс представляется множествами: объектов производства, материальных и информационных ресурсов, действий, выполняемых ресурсами и над ресурсами, прогнозируемых и непрогнозируемых событий. Объект производства может выступать как в виде материального объекта (заготовка, полуфабрикат, деталь, сборочный узел, изделие), так и в виде информационного образа (техническое задание на изделие, структура изделия, чертеж общего вида, чертежи деталей), например на электронном носителе информации. К ресурсам относятся: базовые, неизменяемые элементы АПС (основное и вспомогательное оборудование, транспортные линии, сети ЭВМ), элементы наладки (инструмент, схват робота, приспособление, управляющая программа), требующие замены и отладки в процессе функционирования АПС, элементы регулировки (патроны, корректоры УЧПУ), требующие участия оператора, но без замены самих элементов. Событие представляет собой элементарный акт в том смысле, что оно не имеет протяженности во времени и не может быть выполнено частично. Свершение какого-либо события идентифицируется тем, что приводит к изменению состояния системы, существенному для ее функционирования. Дискретность АПС накладывает ограничение на характер изменения ее состояния (изменение происходит скачком). События можно разделить на прогнозируемые, или регулярные, вызываемые штатным функционированием ресурсов АПС, и непрогнозируемые, или нерегулярные. Изменение состояния АПС при наступлении прогнозируемого события может быть формализовано и отражает логику взаимодействия ресурсов между собой. Непрогнозируемые события происходят либо при нештатной работе ресурсов (поломки, отказы), либо по внешним по отношению к АПС причинам (получение новой партии заготовок, нового заказа и т.п.), обусловленным взаимодействием системы с внешней средой. События могут объединяться по единству каких-либо признаков в группы. Функционирование системы между двумя событиями есть действие. Каждое действие осуществляется с помощью определенных ресурсов. Прогнозируемые события (например событие начать действие) выполняются при полном обеспечении необходимыми для действия ресурсами и полном соответствии их атрибутов. Невыполнение этих условий может породить новые действия и процессы по обеспечению недостающими ресурсами, например изготовление инструмента или его получение из другого подразделения АПС. Выполнение действия после наступления определенного события, а также построения сети действий в методе РДО осуществляется на основе продукционных правил. Процесс проектирования изделия можно представить как процесс последовательного изменения состояний объекта проектирования (точнее, его информационного образа). Переход из одного состояния ai в другое ai+1 может быть описан на основе правил продукций: если(состояние ai, ,условие), то (процедура Ci, состояние ai+1i, показатели объекта di+!). (1) Состояния, условия, показатели могут быть описаны в виде таблиц, фреймов, графически или сочетанием различных методов. Процедуры Ci могут представлять множество функциональных зависимостей, декларативных правил, типовых прототипов или других процедур (например проведение модельного эксперимента). Сеть состояний объекта и совокупность процедур, позволяющие создать информационный образ изделия с лучшими (с точки зрения проектанта) показателями, лежат в основе проектирования изделия (рис. 1). Проектное решение может быть получено с использованием различных альтернативных процедур. Поэтому условие (1) можно представить в расширенном виде: если (состояние ai, условие bi), то (множество процедур Ci, правило pi, множество состояний ai+1, множество показателей объекта Di+1). (2) Здесь очередная j-я процедура из множества Ci выбирается согласно правилу pi и приводит информационный образ изделия в состояние ai+1, j. Лучшее решение принимается на основе анализа показателей di+1,j спроектированного изделия. В состав показателей могут входить как функциональные характеристики, так и экономические, экологические и другие. Итак, решение на этапе проектирования – это информационный образ изделия с заданными характеристиками и лучшая по определенным критериям совокупность процедур его проектирования, то есть процедурная модель изделия. Последняя представляет модель параметризованного вида, то есть параметры изделия присутствуют в ней в обобщенном виде как идентификаторы. Поэтому процедурная модель может быть использована для проектирования гаммы конкретных изделий определенного класса. Процедуры организовать или модели организационного управления производственными процессами предназначены для согласования во времени всех протекающих в АПС процессов: конструирование, проектирование всех видов, планирование, изготовление, то есть они охватывают организационные процессы всех этапов ПДП. Реально протекающий производственный процесс можно представить как сеть его состояний ai. Переход из состояния ai в состояние ai+1 может быть описан модифицированными продукционными правилами. В отличие от обычных правил конструкция модифицированных продукций позволяет учесть влияние нерегулярных событий и имеет вид: если (состояние ai, условие bi), то (событие ei, действие Ci), [ждать (t), если (событие gi), то (действие Ci, состояние ai+1, показатели di+1)], состояние ai+1, показатели di+1. (3) Производственный процесс (ПП) АПС, представляет собой параллельно-последовательное выполнение действий, реализуемое с использованием ограниченного множества ресурсов. Модель ПП может быть представлена как сеть состояний С. C = (Fp (R ), Fн (R ), tн, tк,), где Fр (R ), Fм (R ) – правила преобразования параметров ресурсов из Ri в Ri+1 для регулярного и нерегулярного события, то есть правила реализации действия; tн и tк – время начала и окончания действия. Действия привязаны к временной оси, а представленные модели производственного процесса являются динамическими. Модель управления производственным процессом может быть использована как для управления ПП, так и для проведения имитационного моделирования процессов производства на этапе планирования. Полученная выше модель состояний объекта (2) служит исходной информацией для проектирования технологических процессов (ТП) изготовления изделий, причем не только материальных изделий основного производства, но и их информационных образов, ресурсов для изготовления изделий и создания самих производственных систем и подсистем. Модель проектирования ТП представляет граф состояний объекта производства, вершинами которого служат производственные состояния объектов, а дугами – правила их преобразования или технологические операции в принятом выше смысле. Технологическая операция может быть записана в виде: O = (R , F (R ), t), где R – обобщенные ресурсы, то есть идентификаторы и атрибуты определенной обобщенной группы ресурсов, необходимых для выполнения операции, но без привязки к конкретному их представителю; F (R ) – правила преобразования ресурсов R из начального состояния в конечное, соответствующее выполнению операции; t – время выполнения операции, которое может быть задано непосредственно, функционально или некоторым условием. Проектируемый ТП описывается сетью состояний информационного образа объекта производства и необходимых ресурсов. Процедура перехода определяется проектируемыми операциями: если (состояние ai и условие bi), то (множество комплектов ресурсов Ri, множество операций Oi, правило Pi , множество состояний изделия Ai+1, множество показателей ТП Dk). (4) Решением является совокупность комплектов ресурсов и операций, обеспечивающих получение изделия с требуемыми характеристиками при лучших показателях ТП. Структура и иерархия моделей ПДП показана на рисунке 1. Все процедуры ПДП взаимосвязаны. Процедуры проектировать формируют объекты производства, состав ресурсов производства и операции с ними для получения изделий. Процедуры планировать формируют планы использования ресурсов при производстве и действия с ними, а процедуры управлять позволяют диспетчировать движение ресурсов для выполнения действий производственного процесса и контролировать изменение их атрибутов с учетом происходящих регулярных и нерегулярных событий. Правила формирования состояния объектов и ресурсов для их производства, определения их характеристик служат для представления совокупности инженерных знаний. Их можно разделить на специализированные и базовые, инвариантные к объекту производства. Будем называть обобщенную совокупность знаний конкретного производства базой производственных знаний. Для проектирования таких сложных плохо формализуемых систем, как АПС и объекты их производства, базы знаний включают как декларативные и алгоритмические процедуры, так и продукционные правила и механизмы пополнения знаний. Существенным в методологии унифицированных моделей ПДП является то, что на каждом этапе проектирования создается не только информационный образ элемента, но также параметризованная процедура его проектирования на основе унифицированной модели и соответствующей базы знаний. Это позволяет зафиксировать в базе знаний сам процесс создания нового объекта и использовать его для ускоренной технической подготовки и управления производством при выполнении заказа на производство изделия определенного класса. Вся техническая подготовка и управление производится на основе созданных процедур путем введения только данных о параметрах требуемого изделия. Инструментальные метасистемы Методологии построения ИИС предприятия могут быть различными. Можно выделить пять основных направлений создания ИИС. 1. Разработка ИИС конкретного предприятия по его индивидуальному заказу фирмой – разработчиком программных систем с применением алгоритмических языков высокого уровня. 2. Постепенное накопление адекватного инструментария путем разработки и приобретения предприятием отдельных пакетов, каждый из которых решает частные функциональные задачи предприятия. 3. Приобретение мощной системы комплексной автоматизации, состоящей из многих функциональных модулей, частично адаптированных к особенностям предприятия. 4. Создание ИИС из отдельных систем, подсистем, пакетов, имеющих возможность представления своих выходных данных и знаний в информационной среде предприятия. 5. Ускоренное создание ИИС конкретного предприятия под его индивидуальный заказ с помощью инструментальных программных метасистем (ИПМ). Состав ИИС предприятия показан на рисун- ке 2. Рассмотрим подробнее случай 5, когда программно-методическую поддержку унифицированного представления моделей ПДП и технологию автоматизации ПДП на их основе обеспечивают ИПМ. Они предназначены для ускоренного создания систем автоматизации всех этапов ПЦИ конкретного предприятия, отвечающих принципам: · интеграции всех функциональных систем и подсистем на основе единой организационной, методической, информационной, программной, технической среды предприятия; · интеллектуализации принятия решений с использованием при решении функциональных задач системы инженерных знаний в форме, рассмотренной выше; · индивидуализации используемых в системе инженерных знаний, учитывающих накопленный опыт предприятия и конкретные знания наиболее опытных проблемных специалистов предприятия; · необходимой достаточности, учету возможности создания интегрированной системы, в полной мере решающей задачи комплексной автоматизации предприятия, но без необходимости приобретения или создания избыточных модулей и подсистем; · непрерывного развития, постоянного совершенствования ИИС предприятия как за счет создания дополнительных подсистем и модулей, так и за счет пополнения и обновления уже используемых инженерных знаний; · самообучения, в соответствии с которыми ИИС позволяет не только находить решение инженерной задачи, но и пополнять, вносить в свою базу знаний наилучшие процедуры нахождения решений, первоначально формируемых проблемными специалистами. Это дает возможность использовать вновь организованные знания для последующего автоматизированного решения инженерных задач данного класса. Архитектура ИИС, отвечающая перечисленным принципам, показана на рисунке 3. Основу ИИС составляют программно-функциональные модули (ПФМ), позволяющие на основе рассмотренных выше продукционных правил и локальных баз данных решать определенные функциональные задачи ПДП. Иными словами, ПФМ является интеллектуальной ячейкой, включающей знания и данные для решения функционально законченной инженерной задачи нижнего уровня. При необходимости ПФМ через общую операционную среду может получать данные от других ПФМ или инициировать их функционирование. Механизм обращения к другим ПФМ может быть заложен как в самом модуле, так и реализован в виде самостоятельного блока опроса и генерации ПФМ. В зависимости от принятой проектной процедуры, ПФМ могут образовывать различные цепи. Цепь ПФМ, соответствующая проектному решению с лучшими показателями d, реализует процедурную модель проектирования. При создании ИИС предприятия могут использоваться отдельные программные пакеты, совместимые с единой средой ИИС, для решения определенной функциональной задачи (например пакет метод конечных элементов). Совокупность ПФМ, относящихся к решению некоторой процедуры ПДП, представляет собой принципиальную систему автоматизации одного из этапов ПДП, например систему планирования, документирования, проектирования технологических процессов, диспетчирования и т.п. Единая программная среда включает операционную среду ИИС, общую базу данных, общесистемные и специальные программные средства поддержки функционирования прикладных систем автоматизации ПДП. Для решения функционально законченных задач ПДП может создаваться оперативная база данных. Если в функции ИИС предприятия входит и ее развитие (поэтапное создание новых прикладных систем или их совершенствование), последняя может быть дополнена инструментальной программной системой предприятия. При разработке ИИС предприятия, как и при создании любой сложной системы, особое значение имеет уровень концептуального проектирования ИИС. На его основе формируется состав ИИС, уточняются этапы создания, учитывается начальное состояние предприятия, от которого в значительной степени зависит эффективность создаваемого комплекса. Ускоренную разработку ИИС предприятия на основе ее концептуального проекта осуществляют с применением ИПМ. Так, с использованием ИПМ разрабатываются ее архитектура, оболочка, состав общесистемных модулей. Разработка ведется на языке, близком к естественному, специалистами в области автоматизации производства, инженерами-системотехниками и проблемными специалистами предприятия. Специфическими для каждого предприятия являются база данных предприятия, инженерные знания в виде продукционных правил, описывающих процедуры проектирования и управления, системы документирования и др. Поэтому инженеры-системотехники используются главным образом для подготовки инструментальной среды и оболочек прикладных программ. Наполнение баз данных и знаний проводится силами прикладных специалистов предприятия. Ими создается система ПФМ, процедурные подсистемы, формируются распределенные базы данных и знаний ПДП. Это дает возможность уже на стадии создания ИПС одновременно формировать и команду ее пользователей. Такой подход позволяет оснастить каждое рабочее место инженера предприятия средствами программной поддержки, в значительной степени используя накопленный опыт предприятия и индивидуальные инженерные знания данного специалиста. На рисунке 4 приведена поэтапная технология создания прикладной системы автоматизации ПДП и изделий на ее основе. Представленная методология применения унифицированных моделей для генерации различных проблемно-ориентированных моделей деятельности предприятий является перспективным и эффективным направлением сокращения трудоемкости создания интегрированных систем, обеспечивающих их функционирование. Она эффективна также для реализации методов параллельного проектирования [2,5] и создания локальных автоматизированных систем на предприятиях различного профиля с привлечением к разработкам в основном специалистов предприятия. Ее использование предполагает унификацию представления, обмена и структурирования баз данных и знаний об объектах и процессах. Дальнейшее развитие должны получить инструментальные метасистемы, реализующие основные положения методологии. Предлагаемая методология, методы и средства описания производственных систем и процессов позволяют в значительной степени унифицировать разработку моделей конкретных АПС, их подсистем и протекающих в них процессов на всех этапах жизненного цикла объекта и производственной системы. Поскольку подобная методология и подобные ИПМ только недавно стали появляться и развиваться, число программных систем, которые можно было бы отнести к классу ИПМ, на рынке средств CAD/ CAM/ CAE весьма невелико. В настоящее время наиболее полно рассмотренной в статье методологии и принципам создания ИПС предприятия отвечают системы ²Euclid Quantum² фирмы Matra Datavision (Франция), а из отечественных – “СПРУТ”. На основании изложенного можно сделать следующие выводы. 1. Эффективная автоматизация всех этапов ПДП возможна только на основе единых сред – методической, организационной, информационной, программной, технической. 2. С точки зрения построения моделей все разнообразие процессов ПДП можно свести к четырем внутренним процедурам: проектирования объектов, проектирования технологических процессов, организационного управления (включая планирование), технологического управления. 3. На основе разработанного в МГТУ метода описания производственных процессов РДО рассмотрены модели решения функциональных задач различных процедур ПДП. 4. Сформулированы основные принципы создания ИИС предприятия. 5. Предложена архитектура ИИС предприятия, реализующая приведенную методологию, основу которой составляют интеллектуальные производственно-функциональные модули, единая операционная среда и общесистемные модули поддержки. 6. На примере ИПС “СПРУТ” рассмотрена архитектура инструментальной программной метасистемы, используемой для ускоренного создания и развития ИПС предприятия. 7. Рассмотрена технология ПДП с использованием методологии унифицированного представления моделей и структуры ИИС предприятия. 8. Рассмотренные методология и принципы построения ИИС предприятия служат эффективным средством реализации требований совмещенного проектирования и виртуальных бюро. Список литературы 1. Горнев В.Ф., Емельянов В.В., Овсянников М.В. Оперативное управление в ГПС. - М.: Машиностроение, 1990. 2. Смирнов А.В., Юсупов Р.М. Совмещенное проектирование: необходимость, проблемы внедрения, перспективы. - С.-Пб.: СПИИРАН, 1992. 3. Горнев В.Ф. Технологические проблемы создания ГПС. Сер.: Кибернетика – неограниченные возможности и возможные ограничения. - Робототехника. - М.: Наука, 1993. - С. 45 - 49. 4. Савинов А.М. Процедурная модель объекта для специализированной сквозной САПР в единой инструментальной среде // Вестник МГТУ. - Сер.: Машиностроение. - 1993. 5. Системы параллельной обработки: / Пер. с англ. Под ред. Д. Ивенса.- М.: Мир,1985. 6. Емельянов В.В., Ясиновский С.И. Представление знаний о производственном процессе в системах моделирования и управления ГПС // Приборы и системы управления. - 1991. - № 6. - С.1-3. 7. Искусственный интеллект: Применение в интегрированных производственных системах / Под ред. Э.Кьюсиака. -М.: Машиностроение, 1991. 8. Емельянов В.В., Ясиновский С.И. Введение в интеллектуальное имитационное моделирование. Язык РДО. – М.: АНВИК, 1998. |

| Permanent link: http://swsys.ru/index.php?id=993&lang=en&page=article |
Print version Full issue in PDF (1.42Mb) |
| The article was published in issue no. № 3, 1998 |
Perhaps, you might be interested in the following articles of similar topics:
- Функционально-информационные модели бухгалтерского учета
- Использование матричных квадродеревьев для хранения площадных картографических объектов
- Интегрированная система «микросреда»
- Базовое программное обеспечение целостных компьютеризированных курсов в современной операционной обстановке
- Системы баз данных и знаний, разработанные в Республике Куба
Back to the list of articles