Journal influence
Bookmark
Next issue
Automated control system for science-based mechanical engineering product development
The article was published in issue no. № 2, 2014 [ pp. 164-170 ]Abstract:Nowadays Russian and world markets determine the demand for science-intensive high-tech products in vari-ous fields of mechanical engineering. The reduction of terms in design and production of prototype science -based products (SP) is in focus considering high competition level. The design and production of first innovative samples is a specific task for a number of reasons. This distinguishes it from the tasks and problems facing the serial production and re -engineering (modernization, modification). Due to this task specifics the existing decision support tools can not be effective enough for creating a SP. Therefore, the development of the automated control system of preproduction engineering, manufacture and testing of science-based products (ACS PE&T) is an actual task. New principles of developing the ACS PE&T are set forth. They allow (a) the decision-making processes to be adequate to real production processes, (b) the informational integration into the control hierarchy, (c) the ACS PE&T to be incorp o-rated into the automated support system for a product life cycle, (d) the decision -making procedures to comply with human reasoning as well as experts’ operational algorithm, (e) a manufacturer to reduce the total time (cycle) for a SP sample man u-facturing. A set-theoretic model of the ACS PE&T is developed in terms of the structure and procedure functi ons educed in the process of creating a SP. A set-theoretic model is proved to comply with the established ACS principles. The processes controlled with ACS are performed at the following stages of SP developing: research, development and engineering; designing and preproduction engineering; manufacturing planning; manufacture; quality control and testing. The information conversions within the automated control system are found out and described. A set-theoretic model and a temporal structure model is t he basis for development of methods and algorithms of decision-making in the automated control system.
Аннотация:В настоящее время российский и мировой рынки диктуют спрос на наукоемкую высокотехнологичную продукцию различных областей машиностроения. Учитывая высокий уровень конкуренции, первостепенное значение приобретает задача сокращения сроков проектирования и изготовления опытных образцов наукоемкой продукции. Проектирование и производство первых образцов новых изделий является специфичной задачей по целому ряду причин, что отличает ее от стоящих при производстве серийной продукции и реинжиниринге (модернизации, модификации). Особенность задач не позволяет достаточно эффективно использовать существующие инструментальные средства поддержки решений для процессов создания наукоемкой продукции, поэтому актуально создание автоматизирован-ной системы управления процессами технической подготовки производства, изготовления и испытания (АСУ ТППиИ) наукоемкой продукции. Выявлены и сформулированы новые принципы построения АСУ ТППиИ, обеспечивающие выполнение процедур принятия решений адекватно процессам, существующим в реальной производственной системе ; информационную интеграцию с системой управления организацией более высокого уровня; встраивание АСУ ТППиИ в автоматизированные системы поддержки жизненного цикла продукции; соответствие процедур принятия решений логике человеческого мышления и алгоритмам действия специалистов; сокращение суммарного времени (цикла) изготовления образца наукоемкой продукции. На основе выявления структуры и функций процедур, выполняемых при создании наукоемкой продукции, разработана теоретико-множественная модель АСУ ТППиИ. Обосновано соответствие теоретико-множественной модели установленным принципам создания автоматизированной системы. Управлению подлежат процессы, выполняемые на этапах научно-исследовательских и опытно-конструкторских работ, конструкторской и технологической подготовки производства, производственного планирования выпуска, изготовления, контроля и испытания наукоемкой продукции. Выявлены информационные преобразования, выполняемые в рамках автоматизированной системы управления. Теоретико-множественная модель и модель временной структуры являются основой для разработки методов и алгоритмов принятия решений в автоматизированной системе.
| Authors: Burdo G.B. (gbtms@yandex.ru) - Tver State Technical University, Tver, Russia, Ph.D, Stoyanova O.V. (ovstoyanova@list.ru) - Smolensk Branch of the Moscow Power Engineering Institute, Smolensk, Russia, Ph.D | |
| Keywords: set-theoretic model, product life cycle, artificial intelligence, preproduction engineering, an automated system issue, machine tool industry, control of science-based product development |
|
| Page views: 14561 |
Print version Full issue in PDF (6.10Mb) Download the cover in PDF (0.87Мб) |
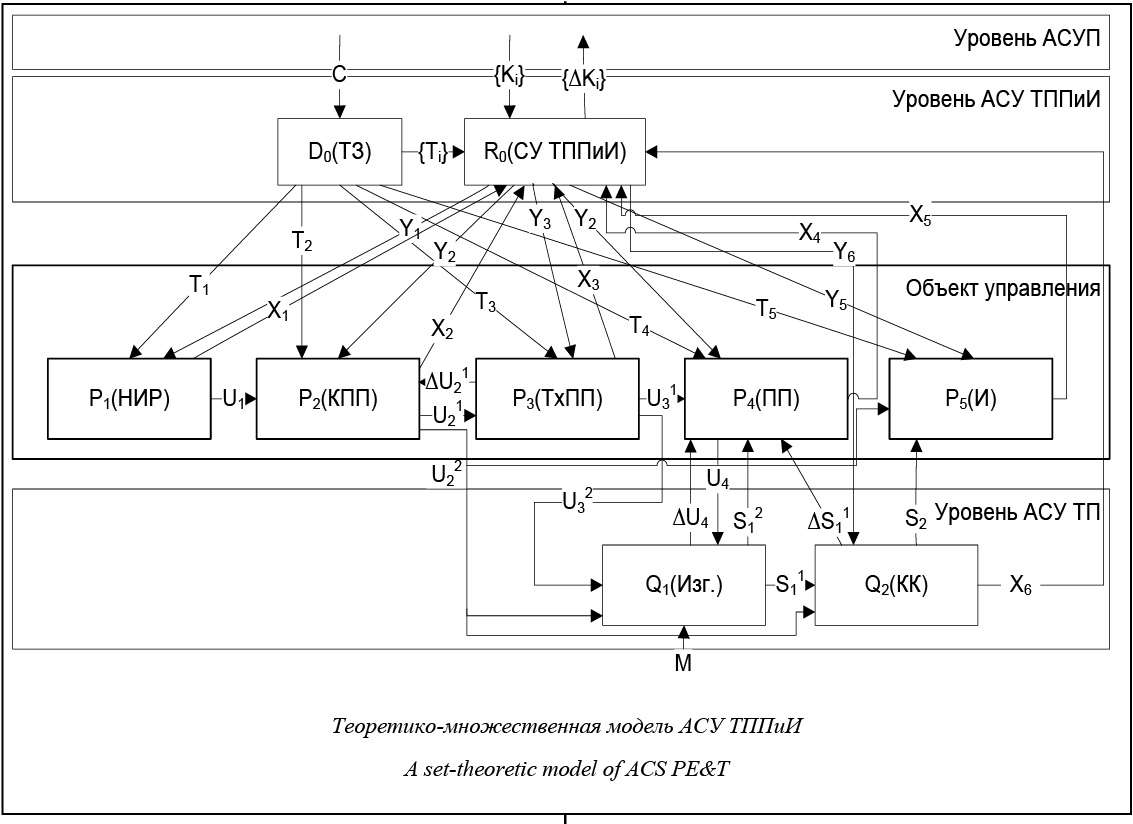
В отечественном и зарубежном машиностроении и приборостроении сложилась ситуация, при которой требования потребителей изделий предопределяют весьма сжатые сроки появления на рынке новой высокотехнологичной наукоемкой продукции. Вместе с тем первоочередная задача – это проектирование и производство первых образцов новых изделий параллельно с выпуском серийных. Эта задача является специфичной по целому ряду причин: – особенность структуры жизненного цикла наукоемкой продукции (обязательное наличие этапов НИОКР, малый период испытаний, отсутствие этапов эксплуатации, утилизации и т.д.); – нечеткость критериев оценки технических и технико-экономических показателей качества продукции; – наличие большого числа итерационных процедур при выполнении НИОКР, проектировании и производстве, связанных с высокой неформальностью задач; – необходимость параллельного по времени выполнения ряда этапов (НИОКР и конструкторская подготовка производства (КПП), НИОКР, КПП и технологическая подготовка производства (ТхПП) и т.д.); – изготовление образца наукоемкой продукции по новым технологиям, отличным от реализуемых для серийной продукции. Именно эти особенности отличают данную задачу от стоящих при производстве серийной продукции и реинжиниринге и не позволяют достаточно эффективно использовать существующие инструментальные средства поддержки решений для процессов создания наукоемкой продукции, что увеличивает сроки вывода на рынок новой продукции. Наиболее ответственными этапами при создании наукоемкой продукции являются техническая подготовка производства (ТПП), включающая НИОКР, КПП, ТхПП и производственное планирование, изготовление и испытания. Поэтому разработка АСУ процессами технической подготовки производства, изготовления и испытания (АСУ ТППиИ) наукоемкой продукции востребована временем. Принципы построения АСУ ТППиИ Основой разработки автоматизированной системы должны быть принципы ее создания. Выявленные принципы построения АСУ ТППиИ позволяют создавать автоматизированную систему, обеспечивающую выполнение процедур принятия решений адекватно процессам, существующим в реальной производственной системе; информационную интеграцию с системой управления организацией более высокого уровня; встраивание АСУ ТППиИ в автоматизированные системы поддержки жизненного цикла продукции; соответствие процедур принятия решений логике человеческого мышления и алгоритмам действия специалистов; сокращение суммарного времени (цикла) изготовления образца наукоемкой продукции. Перечислим и обоснуем принципы. 1. Принцип соответствия этапов ТППиИ образца наукоемкой продукции этапам жизненного цикла изделия. Указанный принцип направлен на обеспечение логического и семантического соответствия процедур создания образца нового изделия принятым в организациях типовым процедурам проектных конструкторских, технологических и управленческих работ и обеспечивает поддержку АСУ ТППиИ посредством CALS-технологий [1]. 2. Принцип итерационного принятия решений. В отличие от процедур принятия решений при модификации или модернизации (реинжиниринге) изделий, когда алгоритм решения в целом понятен конструкторам и технологам, создание наукоемкой продукции осуществляется в условиях некой информационной недостаточности (неопределенности), поэтому одношаговое получение решения, близкого к оптимальному, затруднительно. Эту задачу следует решать итерационно, что укладывается в логику подхода человека к решению сложных задач. 3. Иерархичность системы. Система (с позиции организации) должна быть четырехуровневой. Первый уровень (высший) необходим для управления со стороны руководства организацией и обеспечивает информационную интеграцию с АСУ организацией (АСУП). Второй уровень необходим для управления процедурами конструкторской, технологической и планово-организационной подготовки производства. На третьем уровне иерархии выполняются этапы НИОКР (НИР), КПП, ТхПП, организационной подготовки производства (планирование) и испытания. Учитывая, что изготовление образца изделия осуществляется в технологической (производственной) системе, управление которой должно происходить по результатам анализа ее текущего состояния [2], а работы выполняться на основе конструкторской и технологической документации, необходимо введение 4-го уровня иерархии – управления, обеспечивающего информационную связь автоматизированной системы с технологическими подразделениями. 4. Определенность функционирования системы. Учитывая, что система управляет этапами НИОКР, конструкторской, технологической, организационно-управленческой подготовкой производства, техническое задание на изготовление опытного образца наукоемкой продукции должно содержать разделы, соответствующие указанным этапам. Показатели, содержащиеся в данных разделах, должны позволять однозначно оценивать завершенность результатов работ по каждому этапу или необходимость их продолжения. В свою очередь, техническое задание должно напрямую вытекать из ожидаемых показателей функционирования продукции при ее промышленном выпуске. Поэтому в задании должны быть отражены функциональные, технические, эксплуатационные, эргономические и экономические показатели изделия. 5. Наличие элементов искусственного интеллекта. Несмотря на то, что АСУ ТППиИ создается как человеко-машинная система, для принятия ряда решений целесообразно применение методов и моделей знаний искусственного интеллекта, в частности, экспертных систем и продукционных моделей, темпоральных логик [3, 4] (система имеет и временные параметры), что позволит сократить суммарное время изготовления образца наукоемкой продукции. 6. Совмещение выполнения работ этапов во времени. Анализируя логику и содержание работ, выполняемых на каждом из этапов, можно увидеть, что для начала работ на последующем этапе нет необходимости в наличии всей информации, получаемой (выявляемой) на предыдущем. Поэтому работы смежных этапов должны быть совмещены во времени, что отражается во временной структуре работы системы. Это также позволяет сократить суммарное время изготовления образца наукоемкой продукции. Например, конструкторская проработка отдельных узлов может вестись параллельно во времени с этапом НИОКР, а отработка конструкции на технологичность (стадия ТхПП) – параллельно с КПП. Таким же образом могут быть совмещены и работы в пределах одного этапа (разработка общего вида, узлов и деталировка при КПП, отработка конструкции на технологичность и проектирование (заказ) оснастки и инструмента, проработка технологий при ТхПП). 7. Производность критериев от технического задания и от ожидаемых показателей функционирования продукции при ее промышленном выпуске. Критерии оценки решений (результативности работ) на каждом из этапов создания нового образца наукоемкой продукции должны позволять определять окончание работ по этапу либо продолжение итераций. Поэтому, чтобы оценить и получить желаемый результат как итог работы системы управления, критерии оценки решений на этапах работы системы должны быть логически и количественно увязаны с техническим заданием. В противном случае возникает неопределенность при оценке решений и в работе автоматизированной системы. Учитывая принцип 4, можно утверждать, что критерии оценки решения на этапах должны логически проистекать из ожидаемых показателей функционирования продукции при ее промышленном выпуске. Скажем, если при промышленном производстве оцениваются приведенные затраты, то в нашем случае следует оперировать с технологической себестоимостью. 8. Принцип многовариантности. Для расширения пространства поиска технических решений необходимо обеспечить вариантность результатов работ в разумной области. При этом речь может идти как о реализации принципиально разных подходов (разные технические системы), скажем, при проектировании изделия или разработке технологий, так и о вариациях их частей (подсистем). Особенно вариабельными должны быть решения на этапах КПП и ТхПП. 9. Принципы формирования критериев оценки решений на этапах. Учитывая, что речь идет о создании достаточно новых изделий на уровне лучших мировых образцов, критерии должны быть модифицированы по сравнению с критериями, принятыми при модернизации и модификации и носящими, как правило, минимаксный (1-й вид) или граничный (2-й вид) характер для одного или малого числа изменяемых параметров изделия. Рассмотрим их. 9а. Принцип граничного вида критериев. В данном случае критерии вида 1 могут составлять незначительную часть, так как при создании нового изделия изменяется большое число принципиальных параметров изделия, а в математическом аспекте нет доказательства того, что сумма локальных оптимумов приводит к глобальному. Поэтому большая часть критериев должна носить граничный характер (не более, не менее, в интервале) и сформирована на основании экспертных оценок. 9б. Принцип относительного вида критериев. При оценке решений (выполненных работ) большое значение приобретают относительные критерии, полученные при сравнении синтезированных вариантов технических систем либо сравнением с прототипами, находящимися на передовом мировом уровне. Рассмотрим несколько примеров. Скажем, увеличение материалоемкости на 15 % как критерий ни о чем еще не говорит. Если при этом выходная мощность изделия будет повышена в 2 раза, то он вполне приемлем. То же можно сказать и о затратах при эксплуатации. А, например, удорожание приборов следует рассматривать совместно с точностью выдаваемых или регистрируемых параметров. 9в. Принцип комплексности критериев. Общая оценка изделия должна выполняться комплексными критериями, производными от критериев, применяемых на каждом этапе. Увеличение сложности изделия, его конструкторской иерархии – не самый лучший случай, если брать во внимание только конструкцию. Но он может позволить соблюсти принцип агрегатирования, упростив планирование промышленного выпуска изделий, упростить и удешевить его сборку и техническое обслуживание. Теоретико-множественная модель АСУ ТППиП наукоемкой машиностроительной продукции Разработанная на основе выявления структуры и функций процедур, выполняемых при создании наукоемкой продукции, теоретико-множественная модель [5] АСУ ТППиИ показана на рисунке. Модель имеет четыре уровня иерархии. Первый уровень – АСУ организацией (предприятием), АСУП. АСУП определяет функционирование АСУ ТППиИ. АСУП задает целевую функцию для АСУ ТППиИ, включающую множество критериев A оценки выполнения каждого из этапов ТППиИ: A=F(K), где K={Ki} – множество показателей результативности каждого из этапов. Указанные критерии отражаются в техническом задании С для совокупности процессов, управляемых АСУ ТППиИ. Второй уровень – уровень управления ТПП, изготовления и испытания опытного изделия (АСУ ТППиИ), представлен операторами D0 и R0.
Функции данного оператора: Оператор R0 управляет работой на всех этапах создания образца наукоемкой продукции. Он реализует следующие функции.
Третий уровень – уровень реализации основных этапов ТППиИ, представлен операторами P1–P5. Оператор P1 – выполнение НИОКР (НИР), предусмотренных техническим заданием T1. Функции оператора: – выполнение НИОКР и подготовка информации для R0: – передача информации для P2: Оператор P2 – выполнение работ по КПП, предусмотренных заданием T2. Его функции следующие: – проведение КПП и подготовка информации для оператора R0: – передача оператору P3 информации, необходимой для осуществления технологической подготовки производства: – передача информации операторам Q1 (изготовление), Q2 (контроль качества работ) и P5 (испытания): Оператор P3 – выполнение работ по ТхПП, предусмотренных заданием T3. Он выполняет следующие функции: – проведение ТхПП и подготовка информации для оператора R0: – разработка предложений для оператора P2 по повышению уровня технологичности конструкции изделия: – передача информации оператору P4 (планирование производства): – подготовка информации для оператора Q1: Оператор P4 – планирование производства, то есть планирование работ в производственной системе. Он выполняет следующие функции: – подготовка информации для оператора R0: – разработка управляющих воздействий на производственную систему – формирование планов работ по изготовлению наукоемкой продукции: Оператор P4 – испытания образца наукоемкой продукции. Его функция – подготовка информации для оператора R0: Четвертый уровень – уровень управления технологическими процессами (АСУ ТП). Он представлен операторами Q1 и Q2. Оператор Q1 – изготовление опытного образца изделия наукоемкой продукции. Выполняемые им функции следующие: – выпуск изделий и подготовка информации для оператора Q2: – диспетчирование работ в производственной системе: – определение фактического состояния ПС: Оператор Q2 – контроль деталей, узлов и изделий целиком. Он выполняет следующие функции: – передача информации о качестве работ в производственной системе оператору R0: – подготовка и передача сведений о необходимости доработки изделий или их переделке: – передача изделий на испытание: Анализируя данную модель, можно отметить следующее. 1. В модели воздействиями Y1–Y5 определяется завершение работ по каждому этапу или формирование итерационных процедур (см. принципы 2 и 5). 2. Учитывая стадийность работ по каждому этапу (для стадии последующего этапа требуется лишь часть информации предыдущего), возможно совмещение работ разных этапов во времени (см. принцип 6). 3. Показатели {Ki} и производные от них критерии логически увязаны с техническим заданием для каждого этапа {Ti} (см. принцип 7). 4. В модели отсутствует дублирование функций, что обусловливает определенность решений (см. принцип 4). 5. Иерархичность и смысл процедур соответствуют иерархии принятия решений при управлении производственными системами в машиностроении (см. принцип 3). 6. Состав этапов, управляемых АСУ ТППиИ, вписывается в логику структуры жизненного цикла машиностроительных изделий (см. прин- цип 1). Реализацию остальных принципов необходимо выполнять при разработке моделей и алгоритмов принятия решений в АСУ ТППиИ. В заключение отметим, что на основе правил преобразования информации операторами модели и обмена ею с учетом обозначенного принципа 6 (совмещение выполнения этапов работ во времени) была разработана модель временной структуры функционирования АСУ ТППиИ. Указанные модели (теоретико-множественная и временной структуры) явились основой для разработки методов и алгоритмов принятия решений в автоматизированной системе. Опыт их апробации показал их адекватность процедурам принятия решений при создании образца наукоемкой продукции, исключил излишние работы и сократил сроки создания нового изделия. Литература 1. Колчин А.Ф., Овсянников М.В., Стрекалов А.Ф., Сумарков С.В. Управление жизненным циклом продукции. М.: Анархист, 2002. 304 с. 2. Чернявский А.О. Метод конечных элементов. Основы практического применения. М.: Машиностроение, 2007. 106 с. 3. Бурдо Г.Б. Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения // Программные продукты и системы. 2011. № 3 (95). С. 107–110. 4. Рыбина Г.В. Основы построения интеллектуальных систем: учеб. пособие. М.: Финансы и статистика; Инфра-М, 2010. 432 с. 5. Еремеев А.П., Куриленко И.Е. Средства темпорального вывода для интеллектуальных систем реального времени / Интеллектуальные системы: Коллективная монография. М.: Физматлит, 2010. Вып. 4. С. 222–252. 6. Месарович М., Такахара Я. Общая теория систем: математические основы. М.: Мир, 1978. 311 с. References 1. Kolchin A.F., Ovsyannikov M.V., Strekalov A.F., Sumarkov S.V. Upravlenie zhiznennym tsiklom produktsii [Management of the product lify cycle]. Moscow, Anarkhist Publ., 2002, 304 p. 2. Chernyavskiy A.O. Metod konechnykh elementov. Osnovy prakticheskogo primeneniya [The finite elements method. The basics of practical using]. Moscow, Mashinostroenie Publ., 2007, 106 p. 3. Burdo G.B. Intelligence plan and management of production systems in geophysical manufacture. Programmnye produkty i sistemy [Software & Systems]. 2011, no. 3 (95), pp. 107–110 (in Russ.). 4. Rybina G.V. Osnovy postroeniya intellektualnykh sistem [The basics of intelligent systems design]. Study guide, Moscow, Finansy i statistika Publ., Infra-M Publ., 2010, 432 p. 5. Eremeev A.P., Kurilenko I.E. The tools of temporal output for real-time intelligent systems. Intellektualnye sistemy [Intelligent systems]. Multi-author book, vol. 4, Moscow, Fizmatlit Publ., 2010, pp. 222–252 (in Russ.). 6. Mesarovich M., Takahara Ya. Obshchaya teoriya sistem: matematicheskie osnovy [The general systems theory: mathematical basics]. Moscow, Mir Publ., 1978, 311 p. |
 : C®T1;
: C®T1;  : C®T2;
: C®T2;  : C®T3;
: C®T3;  : C®T4;
: C®T4;  : C®T5, где T1 – техническое задание на проведение НИОКР, определяет виды работ, их цели, затраты на проведение работ, сроки выполнения; T2 – техническое задание на проведение КПП, определяет служебное назначение изделия (функции, точность их реализации, условия эксплуатации), требования к показателям качества изделия (работоспособность, надежность, ресурс) и их превышение (отклонение) по сравнению с аналогами, дополнительные параметры качества (эргономичность, ремонтопригодность, экономичность), сроки и стоимость проведения КПП; T3 – техническое задание на проведение ТхПП, определяет целевую функцию ТхПП, критериями которой являются максимальная производительность или минимальная технологическая себестоимость, и ограничения, накладываемые производственной системой, в которой будут реализовываться техно- логии; сроки проведения и затраты на ТхПП; требования к уровню технологичности конструкции изделия; T4 – техническое задание на проведение планирования производства по реализации технологических процессов в производственной системе, включающее требования к срокам изготовления и приоритетность заказа; T5 – техническое задание на проведение испытаний изделия, включающее требования, сроки и стоимость испытаний.
: C®T5, где T1 – техническое задание на проведение НИОКР, определяет виды работ, их цели, затраты на проведение работ, сроки выполнения; T2 – техническое задание на проведение КПП, определяет служебное назначение изделия (функции, точность их реализации, условия эксплуатации), требования к показателям качества изделия (работоспособность, надежность, ресурс) и их превышение (отклонение) по сравнению с аналогами, дополнительные параметры качества (эргономичность, ремонтопригодность, экономичность), сроки и стоимость проведения КПП; T3 – техническое задание на проведение ТхПП, определяет целевую функцию ТхПП, критериями которой являются максимальная производительность или минимальная технологическая себестоимость, и ограничения, накладываемые производственной системой, в которой будут реализовываться техно- логии; сроки проведения и затраты на ТхПП; требования к уровню технологичности конструкции изделия; T4 – техническое задание на проведение планирования производства по реализации технологических процессов в производственной системе, включающее требования к срокам изготовления и приоритетность заказа; T5 – техническое задание на проведение испытаний изделия, включающее требования, сроки и стоимость испытаний. – управление оператором P1 (НИОКР):
– управление оператором P1 (НИОКР): K1´X1´T1®Y1, где X1 – множество параметров, характеризующих выполнение работ на этапе НИР (НИОКР), предусмотренных техническим заданием T1 (информационная структура множества X1 соответствует T1); Y1 – множество параметров управляющего воздействия на оператор P1, обеспечивающего выполнение работ на этапе НИР в соответствии с техническим заданием (T1) и множеством критериев K1.
K1´X1´T1®Y1, где X1 – множество параметров, характеризующих выполнение работ на этапе НИР (НИОКР), предусмотренных техническим заданием T1 (информационная структура множества X1 соответствует T1); Y1 – множество параметров управляющего воздействия на оператор P1, обеспечивающего выполнение работ на этапе НИР в соответствии с техническим заданием (T1) и множеством критериев K1. – управление оператором P2 (КПП):
– управление оператором P2 (КПП): K2´X2´T2®Y2, где X2 – множество параметров, характеризующих выполнение работ на этапе КПП, предусмотренных техническим заданием T2 (информационная структура множества X2 со- ответствует T2); Y2 – множество параметров управляющего воздействия на оператор P2, обеспечивающего выполнение работ на этапе КПП в соответствии с техническим заданием (T2) и множеством критериев K2.
K2´X2´T2®Y2, где X2 – множество параметров, характеризующих выполнение работ на этапе КПП, предусмотренных техническим заданием T2 (информационная структура множества X2 со- ответствует T2); Y2 – множество параметров управляющего воздействия на оператор P2, обеспечивающего выполнение работ на этапе КПП в соответствии с техническим заданием (T2) и множеством критериев K2. – управление оператором P3 (ТхПП):
– управление оператором P3 (ТхПП): K3´X3´T3®Y3, где X3 – множество параметров, характеризующих выполнение работ на этапе ТхПП, предусмотренных техническим заданием T3 (информационная структура множества X3 со- ответствует T3); Y3 – множество параметров управляющего воздействия на оператор P3, обеспечивающего выполнение работ на этапе ТхПП в соответствии с техническим заданием (T3) и множеством критериев K3.
K3´X3´T3®Y3, где X3 – множество параметров, характеризующих выполнение работ на этапе ТхПП, предусмотренных техническим заданием T3 (информационная структура множества X3 со- ответствует T3); Y3 – множество параметров управляющего воздействия на оператор P3, обеспечивающего выполнение работ на этапе ТхПП в соответствии с техническим заданием (T3) и множеством критериев K3. – управление оператором P4 (планирование производства):
– управление оператором P4 (планирование производства):  K4´X4´T4®Y4, где X4 – множество параметров, характеризующих выполнение работ на этапе планирования производства, предусмотренных техническим заданием T4 (информационная структура множества X4 соответствует T4); Y4 – множество параметров управляющего воздействия на оператор P4, обеспечивающего выполнение работ на этапе планирования производства в соответствии с техническим заданием (T4) и множеством критериев K4.
K4´X4´T4®Y4, где X4 – множество параметров, характеризующих выполнение работ на этапе планирования производства, предусмотренных техническим заданием T4 (информационная структура множества X4 соответствует T4); Y4 – множество параметров управляющего воздействия на оператор P4, обеспечивающего выполнение работ на этапе планирования производства в соответствии с техническим заданием (T4) и множеством критериев K4. – управление оператором P5 (испытания изделия):
– управление оператором P5 (испытания изделия):  K5´X5´T5®Y5, где X5 – множество параметров, характеризующих выполнение работ на этапе испытания изделия, предусмотренных техническим заданием T5 (информационная структура множества X5 соответствует T5); Y5 – множество параметров управляющего воздействия на оператор P5, обеспечивающего выполнение работ на этапе подготовки испытаний в соответствии с техническим заданием (T5) и множеством критериев K5.
K5´X5´T5®Y5, где X5 – множество параметров, характеризующих выполнение работ на этапе испытания изделия, предусмотренных техническим заданием T5 (информационная структура множества X5 соответствует T5); Y5 – множество параметров управляющего воздействия на оператор P5, обеспечивающего выполнение работ на этапе подготовки испытаний в соответствии с техническим заданием (T5) и множеством критериев K5. – управление работой оператора Q2 (контроль качества работ, KK):
– управление работой оператора Q2 (контроль качества работ, KK):  X6®Y6, где X6 – множество параметров – сведения о качестве выполненных работ (операций) в производственной системе; Y6 – множество параметров управляющего воздействия на оператор Q2 (решение о необходимости браковать или пропускать изделие и т.д.).
X6®Y6, где X6 – множество параметров – сведения о качестве выполненных работ (операций) в производственной системе; Y6 – множество параметров управляющего воздействия на оператор Q2 (решение о необходимости браковать или пропускать изделие и т.д.). – координация управления с АСУП:
– координация управления с АСУП:  {Ki}´X1´X2´X3´X4´X5®{DKi}, где {DKi}={DK1, DK2, …, DK5} – множество отклонений показателей результативности этапов от заданных значений.
{Ki}´X1´X2´X3´X4´X5®{DKi}, где {DKi}={DK1, DK2, …, DK5} – множество отклонений показателей результативности этапов от заданных значений. T1´Y1®X1;
T1´Y1®X1; T1®U1, где U1 – множество параметров, содержащихся в отчетной документации по НИОКР, необходимых для проведения КПП.
T1®U1, где U1 – множество параметров, содержащихся в отчетной документации по НИОКР, необходимых для проведения КПП. T2´Y2´U1®X2;
T2´Y2´U1®X2;
 , где
, где  – множество параметров, содержащихся в конструкторской документации и необходимых для ТхПП;
– множество параметров, содержащихся в конструкторской документации и необходимых для ТхПП;  – множество параметров, определяющих требования оператора P4 по повышению уровня технологичности изделия;
– множество параметров, определяющих требования оператора P4 по повышению уровня технологичности изделия; , где
, где  – множество параметров, содержащихся в конструкторской документации и необходимых для изготовления изделий в технологической системе, контроля и испытаний; различие между
– множество параметров, содержащихся в конструкторской документации и необходимых для изготовления изделий в технологической системе, контроля и испытаний; различие между  T3´Y3´U2®X3;
T3´Y3´U2®X3; ;
; , где
, где  – множество параметров технологических процессов по трудозатратам и станкозатратам, необходимых для планирования работ операто- ром P4;
– множество параметров технологических процессов по трудозатратам и станкозатратам, необходимых для планирования работ операто- ром P4; , где
, где  – множество параметров, определяющих реализацию технологических процессов на рабочих местах (технологические процессы, инструкции, управляющие программы для станков с ЧПУ).
– множество параметров, определяющих реализацию технологических процессов на рабочих местах (технологические процессы, инструкции, управляющие программы для станков с ЧПУ). ;
; , где
, где  – множество параметров, характеризующих состояние производственной системы (загрузка рабочих мест, заказы в исполнении, ход выполнения планов и т.д.); U4 – множество параметров, характеризующих планы различных уровней по выпуску образца продукции и задания на определение состояния производственной системы;
– множество параметров, характеризующих состояние производственной системы (загрузка рабочих мест, заказы в исполнении, ход выполнения планов и т.д.); U4 – множество параметров, характеризующих планы различных уровней по выпуску образца продукции и задания на определение состояния производственной системы;  – множество параметров – сведения об изделиях, не прошедших контроль и нуждающихся в доработке (переделке); DU4 – множество параметров, характеризующих диспетчирование работ в производственной системе по данному изделию.
– множество параметров – сведения об изделиях, не прошедших контроль и нуждающихся в доработке (переделке); DU4 – множество параметров, характеризующих диспетчирование работ в производственной системе по данному изделию. , где S2 – материальная связь – изделие (образец наукоемкой продукции).
, где S2 – материальная связь – изделие (образец наукоемкой продукции). , где M – материалы и покупные изделия;
, где M – материалы и покупные изделия;  – изготовленные образцы наукоемкой продукции и сведения об их готовности;
– изготовленные образцы наукоемкой продукции и сведения об их готовности; ;
; .
. ;
; ;
; .
.| Permanent link: http://swsys.ru/index.php?id=3829&lang=en&page=article |
Print version Full issue in PDF (6.10Mb) Download the cover in PDF (0.87Мб) |
| The article was published in issue no. № 2, 2014 [ pp. 164-170 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Модель автоматизированной системы управления качеством в многономенклатурном машиностроительном производстве
- Подходы к созданию онтологий для автоматизированных систем в машиностроительных производствах
- Интеллектуальная система прогнозирования на основе методов искусственного интеллекта и статистики
- Принципы оценки решений в автоматизированной системе управления качеством машиностроительной продукции
- Нейросетевая инструментальная среда для создания персонализированных интерфейсов прикладных программ
Back to the list of articles