Journal influence
Bookmark
Next issue
Program complex for identification of float glass spot defects
Abstract:The article focuses on a general interaction scheme of hard- and software of the automation control system for float glass manufacturing process. It proposes a set of programs to identify float glass spot defects using object -oriented pro-gramming environment. Mathematical algorithms of the set implement methods based on the wavelet theory of signal pro-cessing and theory of neural network for localization and identification of float glass spot defects. The article also provid es a structure of the software set to identify float glass spot defects. It describes a software embedding approach as well as the procedure of software deployment in hardware. The authors prove the use of the programs set for identification of float glass spot defects in the control system for high-quality float glass manufacturing process. The software is written in C++ using MS Visual Studio. It is run on an industrial computer based on the fail-safe dual-processor server Fastwel AdvantiX IS-4U-SYS5 with PC_WinRTXEngine real-time operation system.
Аннотация:Приведена общая схема взаимодействия аппаратно-программного обеспечения АСУ технологическим процессом производства листового стекла. Предложен комплекс программ идентификации точечных дефектов листового стекла, реализованный на основе объектно-ориентированных средств программирования. Математическое обеспечение комплекса реализует оптико-вейвлетный метод локализации дефектов в листовом стекле и нейроэвристическую процедуру их классификации. Представлена также структура программного комплекса идентификации точечных дефектов листового стекла. Описаны способ реализации программного обеспечения и процедура развертывания программного комплекса на аппаратные платформы. Обосновано использование комплекса программ идентификации точечных дефектов листового стекла в системе управления производством высококачественного листового стекла. Программное обеспечение реализовано на языке C++ в MS Visual Studio и выполняется на промышленном компьютере на базе отказоустойчивого двухпроцессорного сервера Fastwel AdvantiX IS-4U-SYS5 с операционной системой реального времени PC_WinRTXEngine.
| Authors: Petrov D.Yu. (iac_sstu@mail.ru) - Yuri Gagarin State Technical University of Saratov, Saratov, Russia, Ph.D, Ivashchenko V.A. (iptmuran@san.ru) - Yuri Gagarin State Technical University of Saratov, Saratov, Russia, Ph.D, Efimov I.V. (ilja2209@gmail.com) - Yuri Gagarin State Technical University of Saratov, Saratov, Russia, Meshalkin V.P (clogist@muctr.ru) - D. Mendeleev University of Chemical Technology of Russia, Moscow, Russia, Ph.D | |
| Keywords: , algorithm, identification, defect, the software, glass |
|
| Page views: 16704 |
Print version Full issue in PDF (5.36Mb) Download the cover in PDF (1.03Мб) |
Повышение качества листового стекла играет ключевую роль в росте конкурентоспособности продукции стекольных предприятий, обеспечивающей их эффективное функционирование.
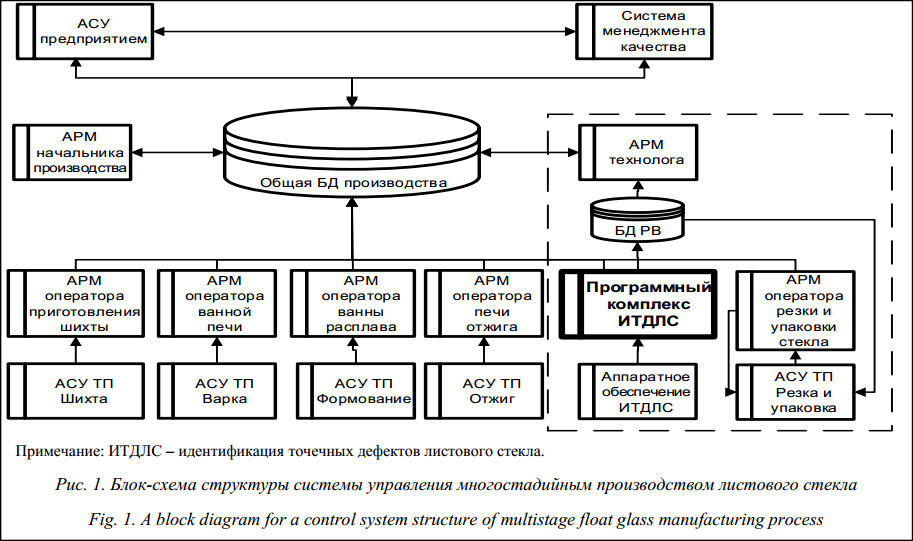
Производство листового стекла флоат-способом состоит из совокупности непрерывных стадий, включающих подготовку шихты [1], стекловарение, формование ленты стекла на расплаве олова [2], отжиг ленты стекла, ее резку на листы заданного размера и упаковку. Для стадий стекловарения и формования ленты стекла характерны сложные взаимосвязанные химические окислительно-восстановительные реакции и процессы тепломассопереноса [3], которые могут привести к нарушению параметров технологического процесса (ТП) и возникновению нежелательных оптических и физических дефектов в стекле. Поэтому актуальным является автоматизация ТП, способствующая выявлению причин возникновения дефектов в стекле в режиме реального времени. Программный комплекс идентификации точечных дефектов листового стекла обеспечивает функционирование средств сбора информации с датчиков и видеокамер, АСУ резкой ленты стекла, АРМ технолога и оператора (рис. 1). Взаимодействие указанных компонентов осуществляется через БД реального времени (РВ) и общую БД производства. БД РВ поддерживает синхронизацию, репликацию данных и их резервирование для обеспечения отказоустойчивости в реальном масштабе времени протекания ТП. Общая БД производства обеспечивает с помощью АРМ начальника производства и АРМ технолога решение задач АСУ производством – MES-системы. АРМ оператора являются составной частью соответствующих АСУ ТП и обеспечивают решение задач оперативного операторского управления соответствующих ТП. БД РВ обеспечивает взаимодействие комплекса программ, АСУ резки и упаковки листового стекла и АРМ оператора. На промышленном компьютере АСУ резкой и упаковкой листового стекла решается задача оптимизации раскроя ленты стекла с учетом производственного задания и размещения на ленте стекла выявленных дефектов. БД РВ за счет быстрого обмена информацией обеспечивает оперативное решение задачи оптимизации раскроя ленты стекла. Структура и состав комплекса программ, функционирующего в режимах настройки и идентификации точечных дефектов в реальном масштабе времени, приведены на рисунке 2.
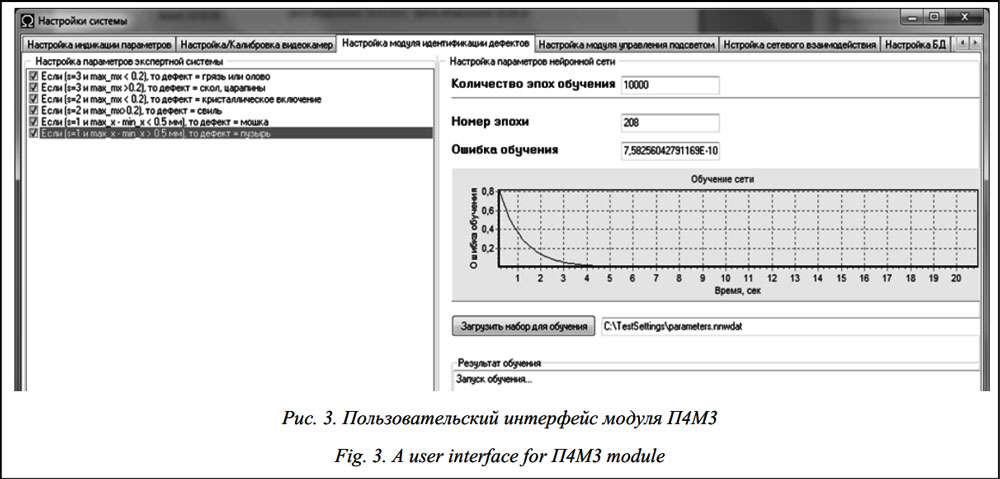
Рассмотрим функционирование программного комплекса в режиме идентификации точечных дефектов, которое выполняется непрерывно в реальном масштабе времени. «Программа захвата изображения» (П1) состоит из «Модуля захвата изображения с видеокамер» (П1М1), «Модуля обработки изображений видеокамер» (П1М2), «Модуля объединения изображений в единое» (П1М3) и «Модуля обработки полученного изображения» (П1М4). Модуль П1М1 обеспечивает последовательный захват изображений с каждой из линейных видеокамер, количество которых определяется максимальной шириной ленты стекла [4]. Каждое из изображений для снижения шума обрабатывается в модуле П1М2 с помощью сглаживающих фильтров камер. Далее выполняется нормализация амплитуды полученных изображений от 0 до 1. Обработанные таким образом изображения формируются в единый кадр в модуле П1М3, обеспечивающем стыковку краев изображений. В модуле П1М4 вычисляется максимальная яркость изображения, которая затем сравнивается с заданным эталонным значением яркости подсветки. При систематическом снижении яркости изображения запускается «Программа управления подсветкой» (П5) для коррекции настроек системы подсветки. Программа П1 передает управление «Программе локализации дефекта» (П2), обеспечивающей определение координат точечного дефекта на ленте стекла и передающей их в БД РВ. Эти координаты оперативно считываются из БД РВ задачей оптимизации раскроя ленты стекла, функционирующей на промышленном компьютере АСУ резкой и упаковкой листового стекла. Программа П2 состоит из «Модуля вейвлет-преобразования сигнала» (П2М1), «Модуля анализа неоднородностей в вейвлет-сигнале» (П2М2), «Модуля накопления точек контура дефекта» (П2М3) и «Модуля вычисления геометрических характеристик» (П2М4). Модуль П2М1 обеспечивает вейвлет-преобразование сигнала [4], полученного из программы П1, а модуль П2М2 анализирует полученное преобразование на наличие неоднородностей, которые выявляются путем пропускания полученного сигнала через систему фильтров, исключающих периодическую составляющую сигнала и определяющих область с неоднородностью. Далее устанавливаются координаты появления и окончания неоднородности и вычисляется среднее значение амплитуды яркости неоднородного участка вейвлет-преобразования сигнала [4]. Затем модуль П2М2 формирует сообщение программе П1 о готовности к обработке следующего кадра. Если при выполнении П2М2 выявлена неоднородность, информация о ней передается в модуль П2М3, в противном случае обрабатывается новый кадр. При выявлении очередной неоднородности модуль П2М3 определяет ее координаты и накапливает в соответствующем динамическом массиве. Если при очередном цикле анализа неоднородность не обнаружилась, значит, контур сформирован [4]. Информация о точках контура передается в модуль П2М4. Модуль П2М4 определяет геометрические характеристики выявленного точечного дефекта и формирует транзакции для записи их и параметров яркости дефекта в БД РВ. Далее управление передается «Программе определения класса контура дефекта» (П3), которая состоит из «Модуля преобразования растрового контура в вектор» (П3М1), «Модуля ИНС, определяющей класс контура» (П3М2) и «Модуля обучения ИНС» (П3М3). Модулем П3М1 осуществляется преобразование растрового контура в векторную форму, которая далее преобразуется в совокупность скалярных значений для передачи во входной слой искусственной нейронной сети (ИНС). В модуле П3М2 определяется тип контура дефекта, который соответствует конкретному номеру возбужденного нейрона сети. Первый выход сети соответствует типу «гладкий контур», второй – типу «контур с изломами» [5]. Для передачи в БД РВ результатов классификации модуль П3М2 формирует транзакцию, на основе которой СУБД РВ выполняет группу последовательных операций с содержимым БД. В момент начальной настройки системы и ввода ее в эксплуатацию необходимо обучить сеть распознаванию контуров дефектов по первоначальным образцам в режиме тестового функционирования. При изменении режимов производства стекла необходимо проводить переобучение ИНС. Модуль П3М3 обеспечивает выполнение ее обучения в режиме настройки программного комплекса по алгоритму обратного распространения ошибки [5]. «Программа идентификации дефекта» (П4) определяет тип дефекта на основе результатов работы программ П2 и П3, которые загружаются из БД РВ. Эта программа состоит из «Модуля обработки параметров яркости дефекта» (П4М1), «Модуля идентификации дефекта» (П4М2) и «Модуля формирования правил ЭС» (П4М3). Модуль П4М1 считывает из БД РВ параметры яркости точечного дефекта и обрабатывает их, в результате определяется интенсивность пропускания светового потока ядром дефекта, используемая в качестве исходных данных для экспертной системы (ЭС) идентификации типа дефекта. Дополнительными данными являются наличие ис- кажений вокруг ядра, форма ядра, тип контура, размеры ядра (ширина, длина) и общие размеры дефекта [5]. Модуль П4М2 реализует ЭС продукционного типа [6–8], функционирующую в режиме РВ. Для этого разработана специализированная оболочка ЭС на языке C++ в MS Visual Studio. База знаний содержит семь правил определения типов дефектов, на основе которых определяются типы дефектов, такие как пузырь, свиль, сульфатный пузырь, включение, матовость поверхности, капля олова и оксид олова [5]. Результаты идентификации дефекта сохраняются в БД РВ. Для записи полной информации о выявленном дефекте в БД производства листового стекла системой управления БД РВ формируется транзакция. Полученная информация используется в АРМ технолога и начальника производства, а также системой менеджмента качества предприятия. В случае возникновения неизвестных ранее дефектов модуль П4М3 предоставляет в режиме настройки программного комплекса возможность редактирования и добавления правил в базу знаний ЭС. «Программа управления подсветкой» (П5) реализована на промышленном контроллере Simatic S7-1214 с помощью среды разработки TIA Portal. Программа П5 состоит из «Модуля опроса датчиков» (П5М1), «Модуля вычисления настроек» (П5М2) и «Модуля управления яркостью» (П5М3). Модуль П5М1 в режиме реального времени считывает данные с датчиков освещенности и скорости движения ленты стекла и сравнивает их значения с заданными настройками. При получении сообщения от программы П1 при систематическом снижении яркости изображения или изменении цвета стекла модуль П5М2 вычисляет новые настройки для системы подсветки в режиме настройки программного комплекса. Модуль П5М3 управляет яркостью подсветки в автоматическом режиме в соответствии с заданными настройками. При функционировании рассматриваемого комплекса программ в режиме настройки работают модули П3М3, П4М3 и П5М2 (см. рис. 2). В этом режиме комплекс программ в качестве сервера взаимодействует с клиентской частью, исполняющейся на АРМ технолога (см. рис. 1), в которой реализованы пользовательские интерфейсы. Пользовательский интерфейс программы П4 в режиме настройки показан на рисунке 3.
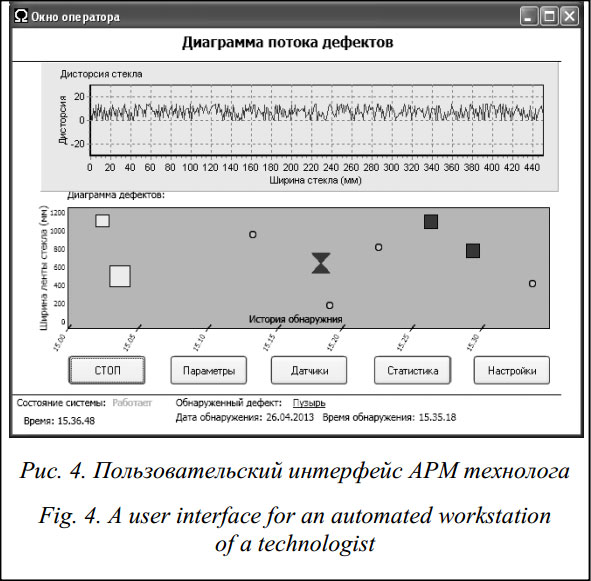
Пользовательский интерфейс АРМ технолога при анализе характеристик дефектов листового стекла приведен на рисунке 4. Общее время локализации дефекта составляет от 0,1 до 1 с в зависимости от длины области дефекта (время работы программ П1 и П2). Система идентификации точечных дефектов листового стекла расположена в 5 метрах от станции резки ленты стекла. При скорости ленты стекла 0,25 м/с при ее толщине 3 мм (при меньшей толщине стекла скорость увеличивается) для прохождения стеклом этого расстояния требуется не менее 20 с. На решение задачи оптимизации раскроя ленты стекла с учетом производственного задания и размещения на ленте стекла выявленных дефектов требуется не более 5 с. БД РВ программного комплекса реализована на основе СУБД Oracle Time Ten. С ней взаимодействует автоматизированная система управления резкой и упаковкой стекла при оптимизации раскроя ленты стекла в РВ. Полная информация о дефектах архивируется и сохраняется в БД производства, реализованной на СУБД MS SQL и SCADA-системы WinCC компании Siemens. ПО программ П1, П2, П3 и П4 реализовано на языке C++ в MS Visual Studio и исполняется на промышленном компьютере на базе отказоустойчивого двухпроцессорного сервера Fastwel AdvantiX IS-4U-SYS5. В заключение отметим, что разработанный комплекс программ идентификации точечных дефектов листового стекла создан на основе применения серийно производимых промышленностью аппаратных средств, предложенных оригинальных алгоритмов и сред разработки ПО. Комплекс программ обеспечивает идентификацию наиболее часто встречающихся типов дефектов листового стекла. На основе полученных данных формируется электронная карта дефектов, которая используется для автоматического раскроя ленты стекла. Литература 1. Мешалкин В.П., Большаков А.А., Петров Д.Ю., Крайнов О.А. Алгоритмы и комплекс программ управления качеством стекольной шихты с использованием искусственных нейронных сетей // Теоретические основы химической технологии. 2012. Т. 46. № 3. С. 329–332. 2. Домнич В.С., Иващенко В.А., Петров Д.Ю. Автоматизация поиска причин аварийных ситуаций при формовании листового стекла // Проблемы управления. 2011. № 5. С. 52–58. 3. Будов В.М., Саркисов П.Д. Производство строительного и технического стекла. М.: Высш. школа, 1991. 319 с. 4. Ефимов И.В., Петров Д.Ю., Иващенко В.А., Мешал- кин В.П. Аппаратурно-техническое и алгоритмическое обеспечение автоматизированной системы локализации точечных дефектов в листовом стекле // Химическая технология. 2014. № 2. С. 122–128. 5. Ефимов И.В., Петров Д.Ю., Иващенко В.А., Мешал- кин В.П. Алгоритмическое обеспечение классификации точечных дефектов листового стекла // Современные проблемы науки и образования. 2013. № 6; URL: www.science-education.ru/113-11433 (дата обращения: 24.09.2013). 6. Большаков А.А., Антамошин А.Н., Близнова О.В. [и др.]. Интеллектуальные системы управления организационно-техническими системами; [под ред. профессора А.А. Большакова]. М.: Горячая линия – Телеком, 2006. 160 с. 7. Мешалкин В.П., Поспелова Л.Я., Гурьева Л.В. Инструментальная гибридная экспертная система «экран-хтс» для решения неформализованных задач химической технологии // Программные продукты и системы. 1997. № 1. С. 20–22. 8. Гаганов В.А., Игнатенко А.В., Лебедев А.С. Алгоритм обнаружения и сегментации дефектов в полупрозрачных минералах на фотоизображениях // Программные продукты и системы. 2013. № 3. С. 179–181. References 1. Meshalkin V.P., Bolshakov A.A., Petrov D.Yu., Kray- nov O.A. Algorithms and software system for controlling the quality of glass batch using artificial neural networks. Teoreticheskie osnovy khimicheskoy tekhnologii [Theoretical Foundations of Chemical Engineering]. 2012, vol. 46, no. 3, pp. 329–332 (in Russ.). 2. Domnich V.S., Ivashchenko V.A., Petrov D.Yu. Automation of an accident reason search at float glass forming. Problemy upravleniya [Control sciences]. 2011, no. 5, pp. 52–58 (in Russ.). 3. Budov V.M., Sarkisov P.D. Proizvodstvo stroitelnogo i tekhnicheskogo stekla [Building and technical glass production]. Moscow, Vysshaya shkola Publ., 1991, 319 p. 4. Efimov I.V., Petrov D.Yu., Ivashchenko V.A., Meshal- kin V.P. Hardware-technical and algorithmical support for an automated system of point defects localization in float glass. Khimicheskaya tekhnologiya [Chemical Engineering]. 2014, no. 2, pp. 122–128 (in Russ.). 5. Efimov I.V., Petrov D.Yu., Ivashchenko V.A., Meshal- kin V.P. Algorithmic classification of float glass spot defects. Sovremennye problemy nauki i obrazovaniya [Modern problems of science and education]. 2013, no. 6, available at: www.science-education.ru/113-11433 (accessed September 24, 2013). 6. Bolshakov A.A., Antamoshin A.N., Bliznova O.V. Intellektualnye sistemy upravleniya organizatsionno-tekhnicheskimi sistemami [Intelligent systems for managing organizational and technical systems]. Moscow, Goryachaya liniya – Telekom Publ., 2006, 160 p. 7. Meshalkin V.P., Pospelova L.Ya., Guryeva L.V. Toolroom hybrid expert system “ekran-khts” to solve chemical engineering informal tasks. Programmnye produkty i sistemy [Software & Systems]. Tver, 1997, no. 1, pp. 20–22 (in Russ.). 8. Gaganov V.A., Ignatenko A.V., Lebedev A.S. Algorithm for detection and segmentation of defects in transparent minerals on photographs. Programmnye produkty i sistemy [Software & Systems]. 2013, no. 3, pp. 179–181 (in Russ.). |

| Permanent link: http://swsys.ru/index.php?id=3874&lang=en&page=article |
Print version Full issue in PDF (5.36Mb) Download the cover in PDF (1.03Мб) |
| The article was published in issue no. № 3, 2014 [ pp. 147-152 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Алгоритм классификации графиков с последовательным укрупнением признаков
- Проблемы управления конфигурациями в процессе разработки программного обеспечения встроенных систем
- Программный комплекс пространственной навигации и мониторинга на основе алгоритма визуальной одометрии
- Алгоритмы формирования управляющих воздействий в распределенных мультиагентных системах
- Программная реализация системы автоматической идентификации слябов
Back to the list of articles