Journal influence
Bookmark
Next issue
Lingware of computer-aided design system for a shaft press forging process
Abstract:The paper describes the main features of the specialized input language of the computer-aided system for shaft press forging processes. The system has been developed at the Institute of Engineering Science, Ural Branch of the Russian Academy of Sciences. The developed input language allows users to make adjustments in an implementation forging sheet, starting from the selection of an ingot to the design of preparatory and main forging transitions. Each adjustment is a choice of the required solution in a drop-down menu, for example, the choice of the required ingot from the list of suitable ones, or a binary decision (forging or not forging an axle, including or excluding the selected ingot upset). Ot it might be changing numerical values of process parameters, which are within certain limits (intermediate blanks sizes, forging ratio, etc.). Since the boundaries of technological limitations are fuzzy due to the lack of formalization of the subject area in general, i.e. they are within a certain range of their values; the input language provides users with the opportunity to make adjustments to the system solutions with “insignificant output” beyond these boundaries. The computer-aided design of forging technological process has the determined technological rules taken out to the system knowledge base. A constituent part of the input language, which is related to the system knowledge base, allows efficient adjusting the technological design rules, which can be different in various enterprises, without modifying algorithms and programs. Application of the input language guarantees obtaining implementation forging sheets suitable for using in a production process and facilitates system implementation in various companies.
Аннотация:В статье приводится описание основных функций специализированного входного языка САПР технологических процессов ковки валов на прессах, созданной в Институте машиноведения Уральского отделения Российской академии наук. Разработанный входной язык предоставляет пользователям широкие возможности для внесения корректировок в технологическую карту ковки, начиная от выбора слитка и заканчивая подготовительными и основными переходами ковки. Каждая корректировка представляет собой либо выбор необходимого решения из выпадающего меню, например, нужного слитка из списка подходящих или одного из двух альтернативных вариантов (ковать или не ковать цапфу, включить или исключить операцию осадки выбранного слитка), либо изменение числовых значений параметров технологического процесса, находящихся в определенных границах (размеры промежуточных заготовок, уковы и т.д.). Поскольку сами границы технологических ограничений вследствие недостаточной формализации рассматриваемой предметной области в общем случае являются нечеткими, то есть находятся в определенном диапазоне своих значений, входной язык предоставляет пользователям возможность вносить свои корректировки в решения системы с незначительным выходом за эти границы. Автоматизированное проектирование технологического процесса ковки выполняется по определенным технологическим правилам, вынесенным в базу знаний системы. Составляющая часть входного языка, предназначенная для работы с базой знаний, позволяет оперативно, без корректировки алгоритмов и программ изменять технологические правила проектирования, которые на разных предприятиях могут быть различными. Все это гарантирует получение технологических карт ковки, пригодных для реализации производственного процесса, и должно существенно облегчить внедрение системы на различных предприятиях.
| Authors: Kanyukov S.I. (avk@imach.uran.ru) - Institute of Engineering Science of the Ural Branch of the Russian Academy of Sciences, Ekaterinburg, Russia, Ph.D, Konovalov A.V. (avk@imach.uran.ru) - Institute of Engineering Science of the Ural Branch of the Russian Academy of Sciences, Ekaterinburg, Russia, Ph.D, Muizemnek O.Yu. (olga@imach.uran.ru) - (Institute of Engineering Science of the Ural Branch of the RAS, Ekaterinburg, Russia, Ph.D, D.V. Kurennov (d.v.kurennov@urfu.ru) - Ural Federal University named after the First President of Russia B.N. Yeltsin (Associate Professor, Head of a Department of IT and Computer-Aided Design), Ekaterinburg, Russia, Ph.D, Partin A.S. (dmitriy-v-k@yandex.ru) - Institute of Engineering Science of the Ural Branch of the RAS, Ekaterinburg, Russia, Ph.D | |
| Keywords: CAD system, shaft forging, press forging, technological process, linguistic basis, input language |
|
| Page views: 9455 |
PDF version article Full issue in PDF (22.98Mb) |
Работы в области автоматизации проектирования технологических процессов свободной ковки до сих пор не получили широкого развития прежде всего потому, что эта предметная область недостаточно формализована. Даже в рамках одного предприятия технологи, опираясь на свой производственный опыт, в процессе разработки технологической карты ковки для одной и той же поковки могут предложить разные решения, каждое из которых обеспечивает получение годной поковки. Поэтому решающее значение при разработке соответствующих САПР имеет организация рационального и удобного для пользователя диалога человека с системой. В Институте машиноведения УрО РАН (г. Екатеринбург) в настоящее время разработана система автоматизированного проектирования технологии ковки валов на прессах (САПР «ТЕХНОЛОГ»), в которой реализованы следующие функции: - ввод исходной информации о детали; - проектирование поковки; - проектирование технологического процесса ковки; - запись информации о введенных и спроекти- рованных объектах в БД и чтение этой информации; - оформление результатов проектирования в виде конструкторской и технологической документации (рабочий чертеж заготовки, технологическая карта ковки). На всех этапах предусмотрена возможность изменения пользователем решений, предлагаемых системой, для реализации которой в составе лингвистического обеспечения САПР [1] разработан специализированный входной язык. Необходимость разработки лингвистического обеспечения САПР, позволяющего создать естественно-языковой пользовательский интерфейс системы проектирования, подчеркивается в работах [2, 3]. Автоматическое лингвистическое описание доступных данных о сложных явлениях является сложной задачей, которая в последние годы привлекает внимание ученых-исследователей не только в нашей стране, но и во всем мире. В [4–6] изучены вопросы разработки новых лингвистических вычислительных моделей, которые позволяют иметь дело с бо- лее сложными явлениями и более сложными описаниями процессов в реальном времени. Для разработки пользовательского интерфейса разработчики программного продукта используют шаблоны проектирования, анализ которых представлен в [7]. В работе [8] рассматривается агентный подход построения диалоговой системы, позволяющий объединять знания, полученные от экспертов и прочитанные из БД, на примере выбора пользователем интересующей его книги. В [9] рассматриваются вопросы интеллектуального проектирования интерфейса ПО, построенного на основе теории нечетких множеств, на примере автоматизированной информационной системы составления технического задания с экспертной оценкой принятия решения. Пример пользовательского интерфейса для интеллектуальной САПР шнековых экструдеров описан в [10], для процессов листовой штамповки – в [11]. В настоящей статье приводится описание входного языка САПР «ТЕХНОЛОГ» для корректировки решений САПР при автоматизированном проектировании технологического процесса ковки валов на прессах. При проектировании технологического процесса ковки возникает потребность в корректировке автоматических решений САПР при выборе слитка, проектировании подготовительных и основных переходов ковки, а также в изменении базы знаний о проектировании технологического процесса. Далее описаны разработанные пути решения этих задач. Выбор слитка
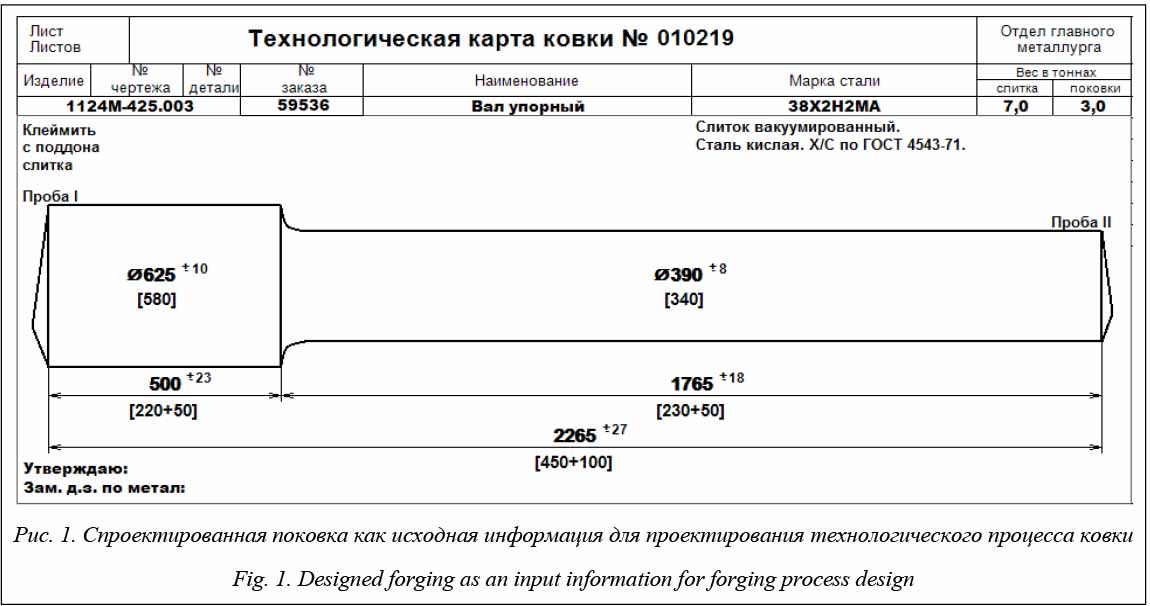
Проектирование технологического процесса ковки начинается с выбора слитка. Например, для поковки, представленной на рисунке 1, выбран слиток массой 7 тонн. Входной язык предусматривает возможность замены выбранного слитка через выпадающее меню. Список всех слитков, имеющихся в номенклатуре предприятия, с необходимыми характеристиками хранится в БД системы. В выпадающее меню (см. http://www.swsys.ru/uploaded/image/2018-4/ 2018-4-dop/8.jpg, слева) система включает только те слитки, из которых в принципе может быть изготовлена спроектированная поковка, представленная на рисунке 1, даже с небольшими (допустимыми) нарушениями технологических ограничений. В меню подходящих слитков слева направо указываются масса слитка в тоннах, тип слитка (нп – нормальный прибыльный, уп – удлиненный прибыльный), необходимость осадки слитка перед выполнением последующих операций и информация о допустимых технологических нарушениях, которые могут возникнуть в процессе проектирования технологии ковки при выборе того или иного слитка. Например, для выбранного слитка массой 7 тонн технологический процесс будет спроектирован без нарушений. Если же пользователь выберет слиток 5,8 тонны, степень деформации за весь процесс ковки, которую называют общим уковом, будет несколько меньше рекомендуемой технологическими инструкциями величины. Следует отметить, что выбор слитка является определяющим моментом проектирования технологического процесса, от которого зависят все параметры технологической карты ковки, и его замена влечет за собой полное перепроектирование технологии. В автоматическом режиме САПР «ТЕХНОЛОГ» выбирает из списка доступных слитков слиток с минимальной массой, использо- вание которого не влечет за собой технологических нарушений при изготовлении требуемой поковки (в данном случае это слиток массой 7 тонн (см. http://www.swsys.ru/uploaded/image/2018-4/2018-4-dop/8.jpg)). Слова «допустимые технологические нарушения» означают следующее. Проведенный анализ технологических карт ковки валов, уже прошедших практическую апробацию на металлургических предприятиях, показал, что технологи, раз- рабатывая технологию ковки и опираясь на свой производственный опыт, иногда вынуждены принимать решения, несколько отличающиеся от рекомендованных технологическими инструкциями и все же позволяющие в итоге получить качественную поковку. Таким образом, сами границы технологических ограничений вследствие недостаточной формализации рассматриваемой предметной области в общем случае являются нечеткими, то есть находятся в определенном диапазоне своих значений, и необходимо предоставить пользователю возможность вносить корректировки в решения системы с незначительным выходом за эти границы. Согласно теории нечеткой логики термин «незначительный выход» можно отнести к классу нечетких понятий, на которых построена теория приближенных рассуждений [12]. Формализация нечеткого понятия «незначительный выход» применительно к процессу автоматизированного проектирования технологии ковки выполнена авторами статьи в работе [13]. После выбора слитка, который имеет фиксированные стандартные размеры, пользователь имеет возможность перераспределить отходы от донной и прибыльной частей слитка (см. http://www. swsys.ru/uploaded/image/2018-4/2018-4-dop/8.jpg, справа). Так, назначенный системой отход от прибыльной части длиной 514 мм может быть изменен без нарушения технологических ограничений в пределах от 37 мм до 786 мм, но не может быть меньше 19 мм и больше 797 мм. Корректировка подготовительных переходов ковки Следующий этап проектирования технологического процесса заключается в моделировании подготовительных переходов ковки. Переходом при ковке на прессах называют группу кузнечных операций, выполняемых за один нагрев (вынос) [14]. Информация о спроектированных переходах отражается в карте технологического процесса в виде эскизов заготовок, которые кузнец должен отковать в каждом переходе. Все переходы, применяемые в процессе ковки, можно разделить на две группы: подготовительные и основные. К подготовительным отнесем переходы, во время которых производятся обкатка (сбитие граней) слитка (по- лученную заготовку называют биллетом), его осадка (при необходимости) и ковка (протяжка) цилиндрической заготовки, которую принято называть протянутым кругом. К основным переходам отнесем переходы, во время которых из полученной цилиндрической заготовки последовательно формируются ступени конечной поковки.
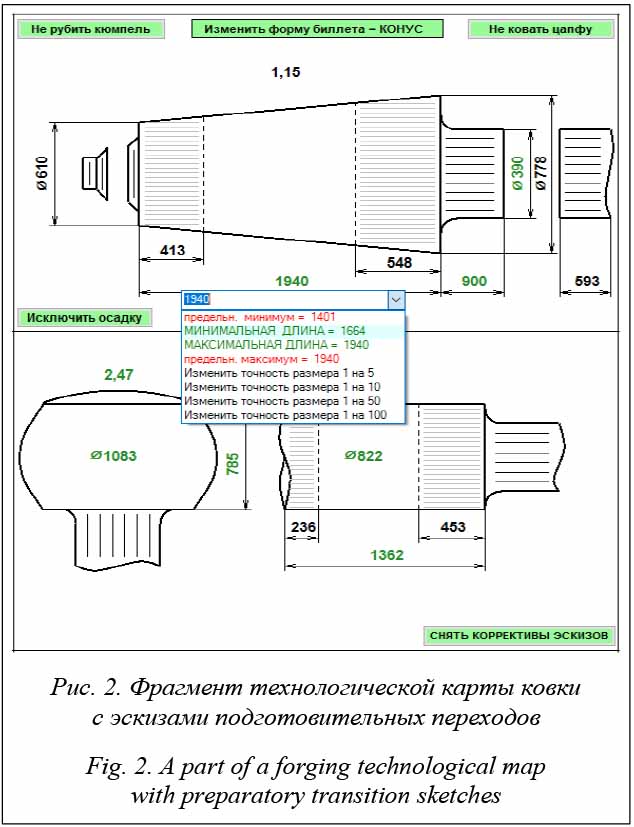
В верхней части рисунка 2 изображен эскиз биллета, у которого обрублены кюмпель (слева) и излишек цапфы (справа), в нижней – эскизы осаженного слитка и протянутого круга. Числа над эскизами отображают степени деформаций соответствующих заготовок. Пользователь имеет возможность не только скорректировать каждый размер посредством выпадающего меню в пределах своих нечетких границ, но и изменить точность отображения этого размера на эскизе без изменения его величины, как это показано на рисунке 2 для длины биллета, равной 1 940 мм. Кроме этого, пользователь может изменить форму биллета, например, с конуса на цилиндр, отрубить или не рубить кюмпель, отковать или не ковать цапфу, исключить или включить операцию осадки и, наконец, снять внесенные им коррективы. Корректировка основных переходов ковки
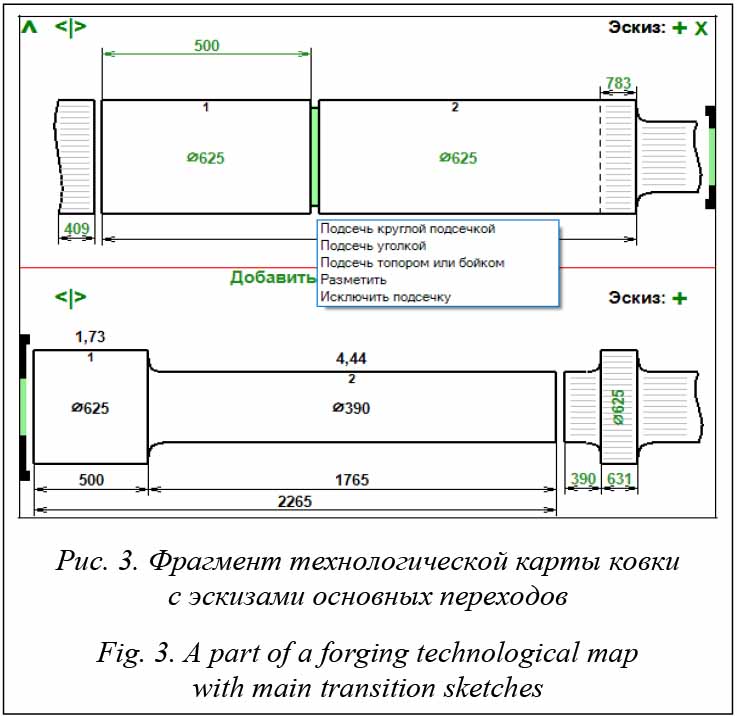
Корректировка размеров заготовок в основных переходах выполняется аналогично корректировке размеров в подготовительных переходах (рис. 2). Кроме того, пользователь имеет возможность управления операцией подсечки – перемычка на верхнем эскизе рисунка 3, которая при необходимости применяется для обозначения границы будущей ступени заготовки. Значки в верхней части рисунка 3 отражают следующие возможности входного языка. Значок (^) означает перемещение верхнего эскиза заготовки вверх. Применяется, если пользователь решит, что данная заготовка может быть откована в предыдущем переходе (без дополнительного нагрева). Значок (<|>) – отображение на эскизе заготовки границ ступеней поковки, которую необходимо отковать. Используется, когда требуется более детальная корректировка размеров заготовки. Значки (+) и (х) применяются для добавления или удаления эскизов заготовок соответственно. Добавление эскиза обычно производится, когда пользователь решает, что надо отобразить процесс ковки в переходе более детально и наоборот. Корректировка базы знаний
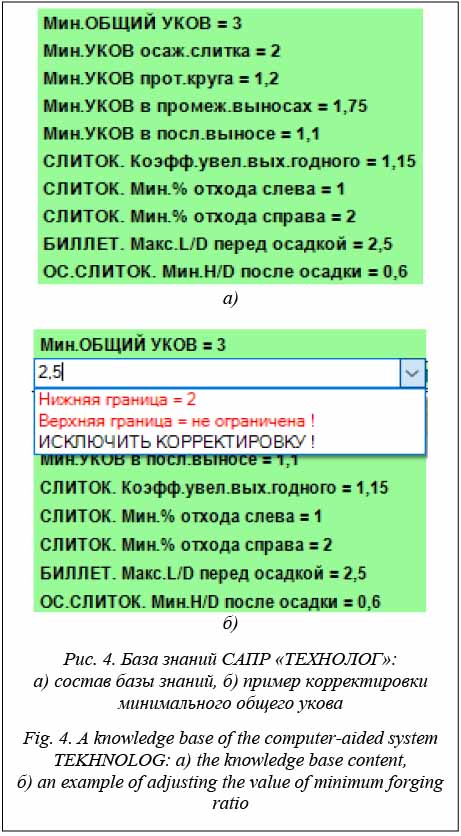
Первые пять строк на рисунке 4а – минимальные значения степеней деформаций за весь процесс ковки и по переходам, взятые из технологических инструкций предприятий. Следующая строка – допустимый коэффициент увеличения выхода годного слитка, то есть доли металла в слитке, пригодной для изготовления поковки. Для каждого слитка из номенклатуры предприятия установлен теоретический выход годного, например, для слитка массой 7 тонн выход годного составляет 0,61, то есть 4,27 тонны. Однако на практике технологи при проектировании техпроцессов ковки нередко увеличивают выход годного в среднем на 15 %. Следующие две строки – минимальные проценты отходов от тела слитка со стороны донной и прибыльной частей. Последние две строки – максимальное допустимое отношение длины биллета к его диаметру перед осадкой (ограничивается условием устойчивости биллета в процессе осадки) и минимальное допустимое отношение высоты осаженного слитка к его диаметру после осадки (ограничивается условием технологичности осаженного слитка) [14]. Корректировка базы знаний, как правило, влечет за собой перепроектирование технологического процесса ковки в целом. Так, если при ми- нимальном общем укове = 3 был выбран слиток массой 7 тонн, то при изменении этого значения, например на 2,5 (рис. 4б), список доступных слитков изменится и будет выбран слиток массой 5,55 тонны (см. http://www.swsys.ru/uploaded/image/2018-4/2018-4-dop/9.jpg). Заключение Для реализации возможности корректировки пользователем результатов автоматизированного проектирования в составе средств лингвистического обеспечения САПР «ТЕХНОЛОГ» разработан и реализован в программном виде входной язык, позволяющий вносить оперативные изменения в решения системы. Описанные в настоящей статье основные функции входного языка САПР «ТЕХНОЛОГ» для автоматизированного проектирования технологических процессов предоставляют пользователям широкие возможности для внесения корректировок в технологическую карту, начиная от выбора слитка и заканчивая переходами ковки. Фрагмент входного языка, предназначенный для работы с базой знаний, позволяет оперативно, без корректировки алгоритмов и программ, изменять технологические правила проектирования, которые на разных предприятиях могут быть различны. Все это гарантирует получение технологических карт ковки, пригодных для запуска в производственный процесс, и существенно облегчает внедрение системы на различных предприятиях. Работа выполнена при поддержке гранта РФФИ №16-07-00597_а в части разработки входного языка для корректировки подготовительных и основных переходов ковки. Литература 1. Митрофанов В.Г. Диалоговые САПР технологических процессов; [под. ред. чл.-кор. РАН Ю.М. Соломенцева]. М.: Машиностроение, 2000. 229 с. 2. Бессмертный И.А., Посевкин Р.В. Естественно-языковой пользовательский интерфейс диалоговой системы // Про- граммные продукты и системы. 2016. № 3. С. 5–9. DOI: 10. 15827/0236-235X.115.005-009. 3. Грибова В.В., Клещев А.С. Процессы управления интеллектуальными системами // Онтология проектирования. 2011. № 1. С. 22–31. 4. Conde-Clemente P., Alonso J.M., Nunes É.O., Sanchez A., Trivino G. New types of computational perceptions: Linguistic descriptions in deforestation analysis. Expert Systems with Applications, 2017, vol. 85, pp. 46–60. DOI: 10.1016/j.eswa.2017.05.031. 5. Gou X., Xu Z. Novel basic operational laws for linguistic terms, hesitant fuzzy linguistic term sets and probabilistic linguistic term sets. Information Sciences, 2016, vol. 372, pp. 407–427. 6. Boran F.E., Akay D., Yager R.R. An overview of methods for linguistic summarization with fuzzy sets. Expert Systems with Applications, 2016, vol. 61, pp. 356–377. DOI: 10.1016/j.eswa. 2016.05.044. 7. Mayvan B.B., Rasoolzadegan A., Yazdi Z.G. The state of the art on design patterns: A systematic mapping of the literature. J. of Systems and Software, 2017, vol. 125, pp. 93–118. DOI: 10.1016/j.jss.2016.11.030. 8. Eisman E.M., Navarro M., Castro J.L. A multi-agent conversational system with heterogeneous data sources access. Expert Systems with Applications, 2016, vol. 53, pp. 172–191. 9. Зубкова Т.М., Наточая Е.Н. Проектирование интерфейса программного обеспечения с использованием элементов искусственного интеллекта // Программные продукты и системы. 2017. Т. 30. № 1. С. 5–11. DOI: 10.15827/0236-235X. 030.1.005-011. 10. Зубкова Т.М., Мустюков Н.А., Токарева М.А. Построение архитектуры САПР одношнековых экструдеров с применением элементов искусственного интеллекта // Программные продукты и системы. 2016. № 4. С. 176–182. DOI: 10.15827/0236-235X.114.176-182. 11. Ковалев В.Г., Рыбаков А.В. Автоматизация проектирования технологических процессов листовой штамповки. Ч. 1: Основы создания САПР // Заготовительные производства в машиностроении. 2007. № 4. С. 30–33. 12. Рыжов А.П. Элементы теории нечетких множеств и измерения нечеткости. М.: Диалог–МГУ, 1998. 75 с. 13. Канюков С.И., Коновалов А.В. Корректировка решений САПР технологических процессов ковки с использованием аппарата теории нечетких множеств // Программные продукты и системы. 2014. № 2. С. 176–181. 14. Атрошенко А.П., Федоров В.И. Металлосберегающие технологии кузнечно–штамповочного производства. Л.: Машиностроение, 1990. 279 с. 15. Стоянова О.В., Дли М.И., Белозерский А.Ю. Модели представления данных сложных производственных проектов в автоматизированных информационных системах промышленных предприятий // Программные продукты и системы. 2015. № 4. С. 210–218. DOI: 10.15827/0236-235X.112.210-218. 16. Богданов В.В. Формирование базы знаний для САПР ТП на основе баз данных технологического назначения // Изв. вузов. Приборостроение. 2010. № 6. С. 47–50. 17. Львович Я.Е., Королев Е.Н. Онтологическая модель доступа к компонентам знаний в экспертно-виртуальной среде поддержки принятия решений САПР // Вестн. Воронеж. гос. технич. ун-та. 2010. № 12. С. 4–8. References
|
| Permanent link: http://swsys.ru/index.php?id=4547&lang=en&page=article |
Print version Full issue in PDF (22.98Mb) |
| The article was published in issue no. № 4, 2018 [ pp. 823-828 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Входной язык системы автоматизированного проектирования поковок типа валов
- Проектная парадигма и интерфейс в гибридной САПР технологического процесса кузнечного производства
- Система комплексной автоматизации технологической подготовки производства
- Библиотека компонентов внутрисхемного тестирования смешанных интегральных схем
- Разработка программного обеспечения для математического моделирования распределения температуры в процессе электронно-лучевой сварки
Back to the list of articles