Journal influence
Bookmark
Next issue
A genetic algorithm for computer-aided design of preparatory forging transitions
Abstract:The experience of development and implementation of forging CAPP for different types of hammer and press forgings shows that a considerable part in the list of problems to be solved during computer-aided design is so-called difficult-to-formalize problems. An ex-perienced technologist solves these problems under conditions of noncomputerized designing fairly easily, but CAPP developers have to complement the systems by approximation algorithms and offer users-technologists to make their corrections in solutions obtained in an ac-tive dialogue. This approach supposes that technologist’s production experience is used by systems only in a specific version of a design and is not extended to other versions. At the same time the generated database of technological processes previously designed wit h or without human participation implicitly reflects technologists' production experience and the specific character of forging production at an enterprise. The problem is to use this information when solving the tasks which are difficult to formalize. The application of ideas and methods of the genetic algorithm theory which allow a system to use the experience of previous decisions and to develop itself on this basis while in use seems promising in this case. The paper describes a genetic algorithm developed to solve the problem of designing preparatory transitions in a CAPP system of shaft press-forging. This algorithm has the properties of self-improvement and auto-adjustment to actual manufacturing conditions. This allows saving CAPP users from the necessity of making numerous corrections in the design outputs. The abovementioned approach to the development of genetic algorithms can be applied to solving other difficult-to-formalize tasks of forging design.
Аннотация:Опыт разработки и внедрения САПР технологии ковки различных типов поковок на молотах и прессах показывает, что в перечне задач, которые необходимо решать в процессе автоматизированного проектирования, немало так называемых трудноформализуемых задач. Эти задачи опытный технолог при неавтоматизированном способе проектирования решает достаточно легко, а разработчики САПР вынуждены закладывать в систему приближенные алгоритмы и предлагать пользователям-технологам вносить свои исправления в полученные решения в режиме активно-го диалога. При таком подходе производственный опыт технолога используется системой только в конкретном варианте проектирования и не обобщается на другие варианты. В то же время сформированная БД ранее спроектированных технологических процессов с участием человека или без него в неявном виде отражает производственный опыт технологов и специфику кузнечного производства предприятия. Задача состоит в том, чтобы использовать эту информацию при решении трудноформализуемых задач. Перспективным при этом представляется применение идей и методов теории генетических алгоритмов, позволяющих системе использовать опыт предыдущих решений и развиваться на этой основе в процессе эксплуатации. В статье описан разработанный генетический алгоритм решения задачи проектирования подготовительных пере-ходов ковки валов в САПР технологических процессов ковки на прессах. Данный алгоритм обладает свойствами самоусовершенствования и автоподстройки к реальным условиям производства, что, в свою очередь, позволит изба-вить пользователей САПР от необходимости внесения большого количества корректировок в результаты проектирования. Описанный в статье подход к разработке генетических алгоритмов может быть использован и при решении других трудноформализуемых задач проектирования технологии ковки.
| Authors: Kanyukov S.I. (avk@imach.uran.ru) - Institute of Engineering Science of the Ural Branch of the Russian Academy of Sciences, Ekaterinburg, Russia, Ph.D, Konovalov A.V. (avk@imach.uran.ru) - Institute of Engineering Science of the Ural Branch of the Russian Academy of Sciences, Ekaterinburg, Russia, Ph.D | |
| Keywords: generic algorithm, forging transitions, press-forging, CAD system |
|
| Page views: 11560 |
Print version Full issue in PDF (4.84Mb) Download the cover in PDF (0.35Мб) |
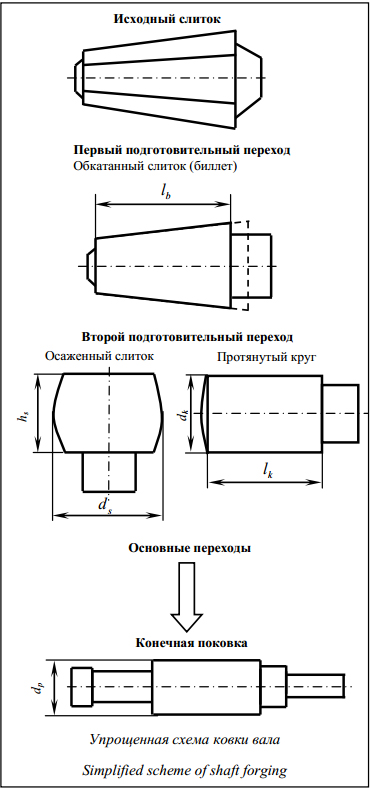
Автоматизированное проектирование технологических процессов (ТП) ковки обычно выполняется в два этапа. На первом этапе проектирование ТП осуществляется на основе алгоритмов (правил) проектирования, в соответствии с которыми входная информация о детали, получаемая из конструкторского чертежа, последовательно преобразуется в технологическую документацию, представляющую чертеж поковки и карту ТП ковки. Этот этап называется генерирующей схемой, или проектированием на основе модели [1]. Качество решений, полученных на первом этапе, напрямую зависит от качества разработанных алгоритмов проектирования. На втором этапе проектирования, который называется вариантной схемой [1], пользователь анализирует полученную по генерирующей схеме карту ТП ковки и при необходимости вносит корректировки в результаты проектирования. При этом корректировка предусматривается в двух вариантах: безусловное изменение решений самим пользователем либо поиск подходящих вариантов решений в БД на основе гибридного подхода. Однако и в том, и в другом вариантах предполагается участие человека в процессе автоматизированного проектирования, которое разработчики САПР ТП должны сводить к минимуму путем создания более совершенных алгоритмов решения тех или иных задач уже на этапе проектирования по генерирующей схеме. В этом смысле значение вариантной схемы состоит еще и в том, что она позволяет накапливать в БД решения, отличающиеся от изначально запрограммированных, и в дальнейшем использовать эти решения для уточнения соответствующих алгоритмов. Известные САПР ТП ковки поковок на молотах и прессах предоставляют пользователю определенные возможности внесения корректировок в результаты проектирования, полученные в автоматическом режиме. Так, например, в САПР технологии ковки ступенчатых валов на прессах [2] эта возможность касается назначения припусков, напусков и допусков на поковки. В САПР кованых поковок и технологий «МАЛАХИТ» [3] пользователь может вносить изменения в базу знаний алгоритмов решения ряда задач проектирования на основе инструментальной системы «СТЕП-Ш». Достаточно широкие возможности для воздействий на результаты проектирования как поковки, так и ТП реализованы в САПР ТП ковки ступенчатых валов [4], ориентированной на молоты. Поскольку сформированная БД уже спроектированных ТП в неявном виде отражает производственный опыт технологов и специфику кузнечного производства предприятия, задача состоит в том, чтобы каким-то образом достать и использовать эту информацию при решении трудноформализуемых задач уже на этапе проектирования по генерирующей схеме. Перспективным в этом смысле представляется применение методов теории разработки генетических алгоритмов [5, 6], то есть алгоритмов, способных к самоусовершенствованию в процессе эксплуатации системы. В данной статье рассматривается метод разработки генетических алгоритмов в САПР ТП ковки на прессах на примере решения задачи проектирования подготовительных переходов ковки валов. Переходом при ковке на прессах называют группу кузнечных операций, выполняемых за один нагрев (вынос) [7]. Информация о спроектированных переходах отражается в карте ТП в виде эскизов заготовок, которые кузнец должен отковать в каждом переходе. Все переходы, применяемые в процессе ковки, удобно разделить на две группы: подготовительные и основные. К подготовительным отнесем переходы, во время которых производятся обкатка слитка, его осадка (при необходимости) и ковка (протяжка) цилиндрической заготовки. К основным переходам отнесем переходы, во время которых из полученной цилиндрической заготовки последовательно формируются ступени конечной поковки. Рассмотрим процесс проектирования подготовительных переходов подробнее. На рисунке представлена упрощенная схема ковки вала.
Проектирование подготовительных переходов заключается в расчете размеров биллета (lb), осаженного слитка (hs, ds) и протянутого круга (lk, dk). Задача определения размеров биллета, являющегося слитком, у которого сбиты грани, достаточно хорошо формализована, и ее решение обычно затруднений не вызывает. При расчете размеров hs, ds и lk, dk будем оперировать относительными параметрами В соответствии с правилами проектирования технологии ковки расчетные значения xs и xk параметров Xs и Xk должны принадлежать доверительным интервалам
где границы доверительных интервалов устанавливаются в соответствии с рекомендациями [7] и технологическими инструкциями предприятий. Нижняя граница
где Верхняя граница
где t – коэффициент, обычно равный 0,6. Данная зависимость выведена из условия Нижняя граница
где dp – габаритный диаметр конечной поковки (см. рисунок); Верхняя граница
Для решения задачи определения размеров осаженного слитка hs, ds и протянутого круга lk, dk достаточно определить значения xs и xk параметров Xs и Xk с соблюдением условия (1). Обычно принимают
Однако на практике часто встречаются ТП ковки, спроектированные с нарушением условия (1) и все же обеспечивающие получение годных поковок. Это говорит о том, что значения Избежать подобных неопределенностей можно с помощью методов теории разработки генетических алгоритмов [5, 6], допускающих на начальной стадии работы использование приближенных соотношений, с последующим уточнением этих соотношений по мере накопления статистического материала в процессе эксплуатации системы. Суть последующих уточнений в рассматриваемой задаче состоит в следующем. Пусть X –технологический параметр, значение которого xmin £ x £ xmax. (7) Величины xmin, xmax в формуле (7) являются приближенными предельными значениями x параметра X, которые определяются выражениями
где Расчетное значение x параметра X будем вычислять по формуле
где dÎ[0, 1]. Перед первым запуском системы величинам dmin, dmax, d присваиваются начальные значения dmin = dmax =0, d=0,5, (10) которые однозначно определяют значение x параметра X при проектировании по генерирующей схеме. После каждого запуска, присваивающего параметру X определенное значение x, величины dmin, dmax, d уточняются по формулам:
и учитываются в следующем запуске. Очевидно, что при каждом запуске системы возможны три варианта завершения работы. Вариант 1. Проектирование закончилось без привлечения вариантной схемы, то есть полученное решение устроило пользователя. В этом случае значения dmin, dmax, d не изменяются. Вариант 2. Пользователь изменил значение x параметра X, но оно не вышло за границы доверительного интервала (7). В данном случае изменяется значение d, а значения dmin, dmax не изменяются. Вариант 3. Пользователь изменил значение x параметра X, и оно вышло за границы доверительного интервала (7). Тогда все значения величин dmin, dmax, d изменяются. При таком подходе каждый запуск САПР ТП ковки производится с учетом только последних корректировок значений величин dmin, dmax, d, в то время как необходимо учитывать всю историю их корректировок. Каждый запуск системы, который можно считать испытанием, заканчивается расчетом значения x параметра X и уточнением значений dmin, dmax, d. Поскольку корректировки пользователя заранее предугадать невозможно, соответствующие значениям dmin, dmax, d величины Dmin, Dmax, D можно считать случайными, для каждой из которых после проведения определенного количества испытаний нетрудно рассчитать математическое ожидание M. Тогда выражения (8) и (9) преобразуются к виду:
Приведенные выше рассуждения хорошо укладываются в общую схему генетического алгоритма [5], при описании которого принято пользоваться специальными терминами. В таблице приводится информация о наименовании и смысле этих терминов в рамках рассматриваемой задачи.
Шаг 1. Формирование хромосомы клона. Формирование хромосомы клона заключается в расчете значений В начальной популяции предельные значения Начальные значения dmin, dmax, d генов Dmin, Dmax, D хромосомы клона формируются, как правило, случайным образом, то есть гены инициализируются случайными значениями, но, естественно, с учетом специфики рассматриваемой задачи. В нашем случае принято dmin = dmax = 0, d = 0,5, Формирование хромосомы клона производится только при первом запуске системы. При повторном запуске алгоритм начинает работать сразу со второго шага (селекция). Шаг 2. Селекция. Первоначально при каждом запуске системы осуществляется расчет по генерирующей схеме значений xmin, xmax по формуле (13) и значения x параметра X по формуле (14). Затем начинается собственно селекция, то есть отбор из множества возможных с точки зрения пользователя решений (популяции) родительской особи. Пользователю предоставляется возможность скорректировать размеры осаженного слитка (hs, ds) или протянутого круга (lk, dk) и тем самым уточнить значения xmin, xmax, x. Изменение значений xmin, xmax, x влечет за собой изменение генотипа, то есть значений dmin, dmax, d генов Dmin, Dmax, D хромосомы родительской особи, которые рассчитываются по выражениям (11, 12) и в дальнейшем используются для скрещивания. Шаг 3. Скрещивание. Оператор скрещивания родительских особей, который принято называть генетическим оператором кроссинговера, позволяет вычислить значения M(Dmin), M(Dmax), M(D) посредством статистической обработки значений dmin, dmax, d генов Dmin, Dmax, D, полученных как в этом, так и во всех предыдущих запусках системы. В результате скрещивания появляется потомство, то есть новая хромосома с набором уточненных значений dmin=M(Dmin), dmax=M(Dmax), d=M(D) генов Dmin, Dmax, D. Очевидно, что полученное потомство при последующем запуске системы приведет к новой популяции, которая будет учитывать опыт предыдущих запусков. Статистическая обработка значений dmin, dmax, d генов Dmin, Dmax, D позволяет рассчитать также точечные оценки соответствующих средних квадратических отклонений s(Dmin), s(Dmax), s(D), которые можно использовать для оценки корректности корректировок, вносимых пользователем в рассматриваемом запуске. Из теории вероятности известно, что, какому бы закону распределения ни подчинялись случайные величины Dmin, Dmax, D (в работе [5], например, утверждается, что подобные отклонения подчиняются нормальному закону распределения), с большой вероятностью можно утверждать, что
Тогда, если при корректировке пользователем размеров осаженного слитка (hs, ds) или протянутого круга (lk, dk), то есть при изменении значения x параметра X и, следовательно, значений dmin, dmax, d генов Dmin, Dmax, D, хотя бы одно из условий (15) не выполняется, можно предположить, что внесенная корректировка некорректна, и выдать пользователю соответствующее предупреждение. Рассмотренный в данной статье генетический алгоритм автоматизированного проектирования подготовительных переходов ковки валов на прессах обладает свойствами самоусовершенствования и автоподстройки к реальным условиям производства, что, в свою очередь, позволит избавить пользователей САПР ТП ковки от необходимости частого внесения корректировок в результаты проектирования. Кроме того, описанный в статье подход к разработке генетических алгоритмов может быть использован и при решении других трудноформализуемых задач проектирования технологии ковки. Литература 1. Люгер Д.Ф. Искусственный интеллект: стратегии и методы решения сложных проблем, 4-е изд.; [пер. с англ.]. М.: Вильямс, 2003. 864 с. 2. Канюков С.И., Арзамасцев С.В. Система автоматизированного проектирования технологии ковки ступенчатых валов // Кузнечно-штамповочное производство. Обработка материалов давлением. 1995. № 9. С. 13–14. 3. Чесноков В.С., Каплунов Б.Г., Возмищев Н.Е., Плаксин А.В. Разработка и применение программного обеспечения для автоматизированного проектирования и моделирования процессов ковки и горячей штамповки // Кузнечно-штамповочное производство. Обработка материалов давлением. 2008. № 9. С. 36–44. 4. Коновалов А.В., Арзамасцев С.В., Шалягин С.Д., Муйземнек О.Ю., Гагарин П.Ю. Интеллектуальная САПР технологических процессов ковки валов на молотах // Заготовительные производства в машиностроении. 2010. № 1. С. 20–23. 5. Емельянов В.В., Курейчик В.В., Курейчик В.М. Теория и практика эволюционного моделирования. М.: Физматлит, 2003. 432 с. 6. Luque G., Alba E. Parallel Genetic Algorithms. Springer-Verlag Berlin Heidelberg, 2011, 367 p. DOI 10.1007/978-3-642-22084-5. 7. Антрошенко А.П., Федоров В.И. Металлосберегающие технологии кузнечно-штамповочного производства. Л.: Машиностроение, 1990. 279 с. |
 поскольку hs и ds, lk и dk взаимосвязаны через условие постоянства объема.
поскольку hs и ds, lk и dk взаимосвязаны через условие постоянства объема. ,
,  , (1)
, (1) для осаженного слитка рассчитывается по формуле
для осаженного слитка рассчитывается по формуле , (2)
, (2) – минимально допустимая степень деформации при осадке биллета, называемая уковом (обычно принимают
– минимально допустимая степень деформации при осадке биллета, называемая уковом (обычно принимают  ); vs – объем осаженного слитка. Формула (2) получена из условия
); vs – объем осаженного слитка. Формула (2) получена из условия  .
. вычисляется по формуле
вычисляется по формуле , (3)
, (3) , определяющего возможность деформации осаженного слитка при последующей протяжке.
, определяющего возможность деформации осаженного слитка при последующей протяжке. для протянутого круга определяется следующим образом:
для протянутого круга определяется следующим образом: , (4)
, (4) объем протянутого круга. Выражение (4) выводится исходя из минимально допустимого укова
объем протянутого круга. Выражение (4) выводится исходя из минимально допустимого укова  от этого круга до конечной поковки, удовлетворяющего неравенству
от этого круга до конечной поковки, удовлетворяющего неравенству  .
. рассчитывается исходя из минимально допустимого укова
рассчитывается исходя из минимально допустимого укова  от осаженного слитка до протянутого круга по формуле
от осаженного слитка до протянутого круга по формуле . (5)
. (5) ,
,  . (6)
. (6)


 , то значение xs должно быть ближе к значению
, то значение xs должно быть ближе к значению  необходимо рассчитать и которое должно удовлетворять условию
необходимо рассчитать и которое должно удовлетворять условию ,
,  , (8)
, (8) – предельные значения
– предельные значения  , (9)
, (9) ,
, , (11)
, (11) (12)
(12) ,
, , (13)
, (13) . (14)
. (14)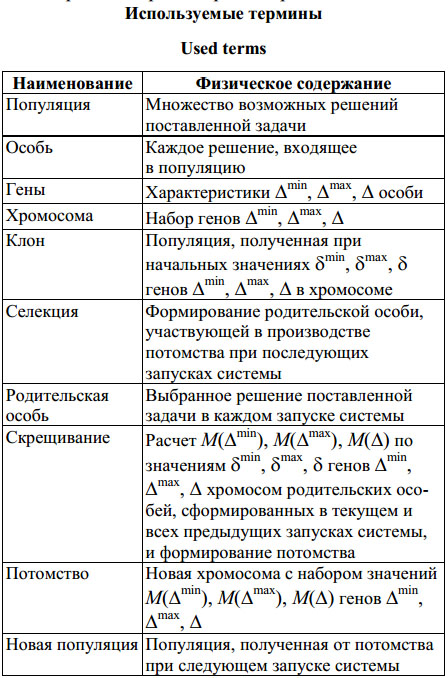
 . Начальные значения математических ожиданий M(Dmin), M(Dmax), M(D) совпадают с начальными значениями соответствующих генов.
. Начальные значения математических ожиданий M(Dmin), M(Dmax), M(D) совпадают с начальными значениями соответствующих генов. , (15)
, (15) ,
, .
.| Permanent link: http://swsys.ru/index.php?id=4005&lang=en&page=article |
Print version Full issue in PDF (4.84Mb) Download the cover in PDF (0.35Мб) |
| The article was published in issue no. № 2, 2015 [ pp. 98-102 ] |
Perhaps, you might be interested in the following articles of similar topics:
- Генетический алгоритм проектирования основных переходов в САПР технологических процессов ковки валов
- Реализация генетического алгоритма для эффективного документального тематического поиска
- Архитектура инструментальной среды для обработки проектных процедур, представленных в функционально адаптируемой форме
- Интеллектуальная система прогнозирования на основе методов искусственного интеллекта и статистики
- Алгоритмическая основа генерации тестов с учетом радиационного воздействия
Back to the list of articles