Journal influence
Bookmark
Next issue
Intelligent decision support in process scheduling in diversified engineering
Abstract:In the last fifteen years the structure of machine-building and instrument-making production has undergone major changes due to the requirements of customers to receive high-tech products at a certain time. This fact made relevant companies to design and manufacture a large number of different products simultaneously. It has led them to diversification. Historically, diversified engineering and instrumentation enterprises were not equipped with automated tools to manage technological processes effectively. This fact might be explained by high acceleration capacity of their production systems, lack of repeatability in a production list and manufacturing situations, as well as influence of random factors that violate a normal process flow status. All this leads to elongation and disruption of product delivery time, and as a result, to the deterioration of financial and economic performance data of enterprises and firms. In this regard, it becomes clear that creation of automated decision-making support systems in automated technological process control systems is an important problem. Dispatching of technological process is focused on their introduction into a normal schedule. It is one of the most important components in management. In this work we implemented a combined approach to making controlling actions. Based on a large number of random disturbances, an automated system records the most important and most probable of them. Therefore, by comparing and analyzing planned and actual times (start and end times) of technological process operations, possible situation development (accumulation or reduction of disagreement) the system accumulates the results and identifies the most likely causes of plan failure and possible control actions. The analysis is performed using a knowledge base constructed on the basis of production models. The identified causes are “tips” for the second phase. At this stage with a predetermined frequency or at the occurrence of the exception a group of experts from company employees discusses and evaluates alternatives. Fuzzy control defines a weighted assessment of experts’ confidence in achievability of a desired result by executing various control action and the final decision is accepted.
Аннотация:В последние пятнадцать лет структура машиностроительного и приборостроительного производств претерпела серьезные изменения, обусловленные требованиями заказчиков продукции получать наукоемкие изделия в определенное время. Предприятия указанных отраслей стали разрабатывать и производить одновременно большое число различных изделий, то есть стали многономенклатурными. Исторически многономенклатурные машиностроительные и приборостроительные предприятия не были оснащены автоматизированными инструментальными средствами, позволяющими эффективно управлять технологическими процессами. Это объясняется высокой динамичностью их производственных систем, отсутствием повторяемости находящихся в изготовлении заказов и возникающих производственных ситуаций, а также влиянием значительного числа случайных факторов, нарушающих нормальный ход технологических процессов. В результате срываются сроки поставки продукции и, таким образом, ухудшаются экономические показатели деятельности предприятий и фирм. В связи с этим понятна актуальность создания автоматизированных систем поддержки принятия решений в автоматизированных системам управления технологическими процессами. Диспетчирование технологических процессов имеет своей целью введение их в нормальный график и является одной из важнейших составляющих при управлении ими. В данной работе реализован комбинированный подход к выработке управляющих воздействий. Исходя из наличия большого числа случайных возмущающих воздействий, в автоматизированной системе выполняется учет наиболее значимых и наиболее вероятных из них. Поэтому путем сравнения и анализа планируемых и фактических времен (времена начала и окончания) операций технологических процессов, тенденции развития ситуации (накапливание или уменьшение рассогласования) накапливающимся итогом выявляются наиболее вероятные причины невыполнения плана и возможные управляющие воздействия. Анализ производится с помощью базы знаний, построенной на основе продукционных моделей. Выявленные причины являются «подсказками» для второго этапа. На этом этапе с заранее оговоренной периодичностью или при возникновении исключительной ситуации группой экспертов из числа работников предприятия обсуждаются и оцениваются альтернативы. На основании методики нечеткого управления определяется взвешенная оценка уверенности экспертов в достижимости нужного результата реализацией того или иного управляющего воздействия и принимается окончательное решение.
| Authors: Burdo G.B. (gbtms@yandex.ru) - Tver State Technical University, Tver, Russia, Ph.D, Semenov N.A. (dmitrievtstu@mail.ru) - Tver State Technical University, Tver, Russia, Ph.D | |
| Keywords: multiproduct machinery production, automated control system of technological processes, production knowledge model, fuzzy control |
|
| Page views: 8182 |
PDF version article Full issue in PDF (16.33Mb) Download the cover in PDF (0.33Мб) |
Диспетчирование в машиностроении заключается в отслеживании хода выполнения технологических процессов (ТП) с целью приведения сроков их окончания в соответствие с требуемыми путем управляющих воздействий [1]. Подавляющее большинство АСУ ТП машиностроительных предприятий многономенклатурного производства (МП) различного уровня ориентированы [2, 3] лишь на фиксацию хода выполнения дискретных ТП механической обработки (их календарных планов-графиков (КПГ)) за период интервала оперативного планирования (ИОП). При этом их основная функция – выработка управляющего воздействия на производственную систему – остается за человеком, то есть за диспетчером [4, 5]. В МП проблема оперативного управления усугубляется большой номенклатурой заказов, находящихся в изготовлении в технологических подразделениях, а также большим числом объективных и субъективных случайных факторов, влияющих на фактические сроки выполнения заказов. Поэтому целью исследования явилось создание интеллектуальных механизмов поддержки принятия решений, позволяющих формировать рекомендации – подсказки для управленческого персонала в МП при диспетчировании ТП [6] с целью выработки согласованного управляющего воздействия. Модель диспетчирования ТП Имеется технологическое подразделение механической обработки определенной структуры, для которого сформированы объемный и календарный планы, и КПГ по выпуску изделий. Для данного подразделения необходимо диспетчированием обеспечить выполнение КПГ, определяющего выполнение и остальных планов. Экспертным опросом установлено, что для оценки ситуации в подразделении объектами диспетчирования в МП должны являться не только сроки запуска и вы- пуска изделий, но и сроки выполнения отдельных технологических операций для тех деталей, цикл изготовления которых находится в нескольких ИОП. Второй группой контролируемых параметров является фактическая численность работающих и оборудования с разбивкой по типам и группам. Также с помощью экспертов были определены возможные причины отклонений от КПГ и возможные корректирующие управляющие воздействия. На шаге 1 работы АСУ ТП выполняются эта- пы 1 и 2. 1. На первом этапе определяются множества фактических сроков поступления партий деталей на первую операцию в пределах данного ИОП – {T1lqi} (l – номер партии деталей, q – порядковый номер операции, i – группа оборудования). Определяется множество интервалов DP1lqi расхождения сроков с плановыми сроками поступления T2lqi: T1lqi – T2lqi = DP1lqi, и сравнивается с допустимым [DP1] значением (при задержке сроков): DP1lqi £ £ [DP1]. Рекомендуется [DP1] принимать равным до 50 % от длительности смены. Далее рассчитывается среднее и объемное отставания (опережения) по технологическому подразделению:
где d – число запущенных партий деталей. Величина DP2 сравнивается с допустимым интервалом: DP2 £ [DP2]. 2. На втором этапе производится контроль выполнения КПГ за каждую рабочую смену. Определяется множество фактических времен окончания последней операции для партий деталей {T3lqi} и сравнивается с плановыми {T4lqi}: T3lqi – T4lqi = = DP4lqi, где DP4lqi – расхождение времени окончания обработки l-й партии деталей по q-й операции на i-й группе станков относительно плановой. По результатам отклонений сроков завершения работ рассчитывается среднее и объемное отставание (опережение) по технологическому подразделению:
В случае отставания от плана величины DP4lqi и DP5 сравниваются с допустимой величиной интервала: DP5 £ [DP5], DP4lqi £ [DP4]. Так как DP6 объединяет в себе все виды работ, соответствующие типам и группам станков, производят дифференциацию на подмножества {DP6j} и {DP6ji}:
где j – номер типа; i – номер группы. Определяется расчетный (по плановому числу рабочих и рабочих мест) фонд времени работы оборудования Ф1 по технологическому подразделению по типам станков {Ф1j} и группам {Ф1ji}. Аналогичные показатели рассчитываются и исходя из фактической численности рабочих и рабо- чих мест: Ф2, {Ф2j}, {Ф2ji}. Фонды времени рас- считываются накапливающимся итогом за период времени от начала ИОП до конца контролируемой смены (1 смена – t1, 2 – t2, ..., k – tk, ..., c – tc; c – число смен в ИОП). Отнесение объемных отклонений от КПГ к соответствующим фондам времени будет более объективно характеризовать выполнение КПГ и тенденцию изменения отклонений. Введем обозначения:
где величина в скобках (tk) означает, что параметры определяются на соответствующие моменты времени (t1, t2, ..., tc). Указанные параметры, как и средние и объемные отставания (опережения) от плана по технологическому подразделению, группам и типам рабочих мест, используются для выработки возможных управляющих воздействий на шаге 2. Модель разработки возможных управляющих воздействий Анализ полученного на шаге 1 множества информационных параметров выполняется после завершения каждой смены на шаге 2 работы АСУ ТП. Возможные управляющие воздействия формируются на основе сравнения результатов выполнения КПГ на момент окончания k-й смены (время tk) с результатами по окончании предыдущей (t–1)-й смены (tk–1) и с состоянием t0 (момент запуска) с использованием 15 установленных правил (ПР) – базой знаний [7], отражающих распознанную ситуацию в технологическом подразделении и не противоречащих друг другу [8]. Впоследствии эксперты обсуждают возможные управляющие воздействия с целью определения наиболее рационального. ПР1. ЕСЛИ (выполняются условия: У1) DP5(tk) £ [DP5] И У2) "i, DP4lqi (tk) £ [DP4] И У3) DP5(tk) ³ 0), (1) ТО (отклонения от графика при положительном DP5(tk) находятся в допустимых пределах И технологические подразделения продолжают функционировать в прежнем режиме). Условие (1) определяет нормальное функционирование технологического подразделения. ПР2. ЕСЛИ (условие У3) в ПР1 несправедливо (то есть DP5(tk) ³ 0, идет опережение КПГ и имеются резервы дозагрузок работами, имеющимися в распоряжении мастеров), ТО (выявляются группы станков {i}, для которых DP4lqi (tk) < 0, И определя- ется резерв фонда времени по каждой указанной группе (РГi) И суммарный: Резерв определяет величины станкоемкостей работ, которыми можно догрузить группы оборудования технологического подразделения. ПР3. ЕСЛИ ({РГi} > 0 И есть локальные резервы), ТО догрузить группы станков с РГi>0. ПР4. ЕСЛИ ({РГi} > 0 И нет локальных резервов у мастеров), ТО передать работы из (q+1)-го ИОП. ПР5. ЕСЛИ DP5(tk) > [DP5], ТО имеются отставания от планового КПГ. Далее выясняется момент появления отставания путем сравнения состояния с предыдущим k = k – 1 по объемным и средним отклонениям. ПР6. ЕСЛИ (выполняются У1) DP5(tk) – DP5(tk–1) £ [DP5] И У2) DP6(tk) / DP6(tk–1) = 0,9, ..., 1,1), (2) ТО накопление отставания за k-ю смену не происходило. Далее сравнивается текущее состояние с состоянием t0 запуска. ПР7. ЕСЛИ (выполняются У1) DP5(tk) – DP2(t0) £ [DP5] И У2) DP6(tk) / DP6(t0) = 0,9, ..., 1,1), (3) ТО (отставание получилось за счет невыполнения сроков запуска И необходимо число дополнительных смен, {Cдi}). Определяются объемы множества отставаний работ по каждому типу станков j – необходимый дополнительный фонд работы ПР8. ЕСЛИ (в (2) И (3) не выполняется условие У1) или У2), ТО переход в «ручной» режим (некорректная ситуация, вызванная вводом неверных данных). ЕСЛИ (ПР7 неверна) (то есть состояние tk отлично от предшествующего), ТО далее анализируются причины. ПР9. ЕСЛИ (состояние tk отлично от предшествующего tk–1) И a1(tk) £ a2(tk) (то есть факти- ческий фонд времени работы был больше), ТО (множество оцениваемых причин: неверная оценка времен, неудовлетворительная работа мастеров, простои по организационным причинам). ПР10. ЕСЛИ (состояние tk отлично от предшествующего tk–1 И выполняется: a1(tk) > a2(tk), (4) ТО (ЕСЛИ 0,9´DP5(tk) £ Ф1(tk) ³ Ф2(tk)´K3)) (5) (оцениваются возможные отставания за счет уменьшения фонда времени работы: где К3 – средний коэффициент загрузки) – ПР11), ИНАЧЕ ПР12. ПР11. ЕСЛИ условие (5) выполняется, ТО (отставание от КПГ произошло из-за отличия фондов времени), ИНАЧЕ из-за отличия фондов времени и организационных потерь. Рассчитывается коэффициент веса оргпотерь (Ко) по отношению к общим потерям:
ПР12. ЕСЛИ выполняется (4), ТО (анализируются фонды времени работы оборудования по типам и группам). Попарно сравниваются коэффициенты a3j и a4Tj: "j, (j =1, n), (a4j(tk)/ a3j(tk)) ³ 1,05, (6) где 1,05 определяет возможное повышение выработки за счет реализации локальных резервов и перевыполнения норм. Такие типы станков запоминаются (индексы {j¢}Î{j}). Выявленные j¢-е типы далее проверяются по соотношению a6ji и a5ji для i-х групп:
Отвечающие условию {j¢}Î{j} запоминаются. ЕСЛИ (выявленные множества {j¢} и {i¢} определяют более 80 % отставания от КПГ), то есть
ТО анализу подлежат только они. 0,8 взято исходя из плановой загрузки станков, возможности устранения остальных отставаний за счет локальных резервов. Далее определяются отличия фондов времени по группам и по типам:
По каждой группе и типу станков находятся bj¢i¢ (tk) и bj¢ (tk), определяющие соотношение фондов времени:
ПР13. ЕСЛИ bj¢ (tt) < 0,1 (0,1 учитывает возможности производства по ликвидации отставаний от КПГ), ТО (необходимы мобилизация локальных резервов, допущение переработок в пределах DФj¢i¢ И перераспределение работ между взаимозаменяемыми типами или группами станков с учетом {bj¢i¢}). ПР14. ЕСЛИ bj¢ (tk) ³ 0,1, ТО (возможно принятие решений из следующих: 1) работа в выходные дни, следующие за ИОП, по группам оборудования, 2) увеличение фактического фонда времени работы оборудования путем отзыва из отпусков рабочих, приема на работу и т.д., 3) приобретение оборудования и прием рабочих при отсутствии свободного оборудования, то есть создание дополнительных рабочих мест по типам ∆РМj и группам ∆РМji станков; 4) передача части работ другим технологическим подразделениям или сторонним организациям). 1-е решение возможно, если
Дополнительное число рабочих по типам оборудования, ∆Сj(tk): 2-е решение возможно, если
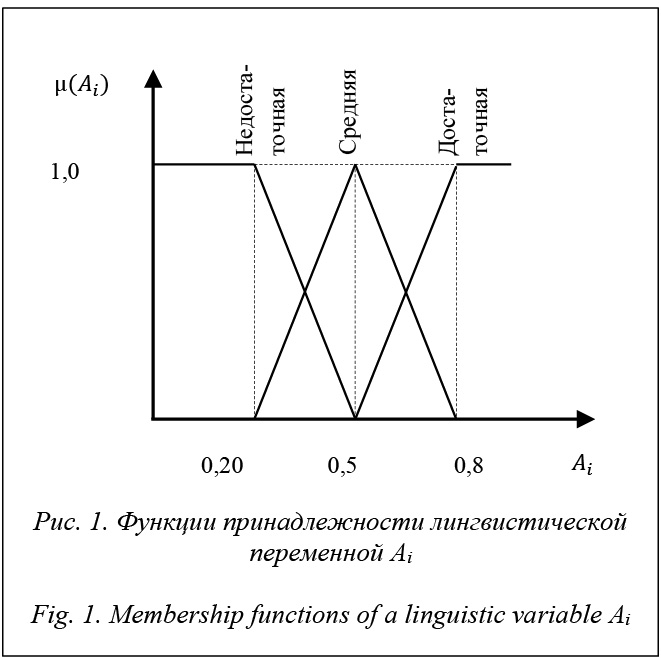
Прерогатива принятия решений 3 и 4 (объемы передаваемых работ пропорциональны величинам DФj¢i¢ (tk)) – высшее управленческое звено фирмы. Решение 1 может быть принято на основе анализа 1–2 ИОП, решение 2 требует анализа 3–5 ИОП, для решений 3 и 4 необходим анализ в течение 1–2 месяцев. ПР 15. ЕСЛИ (неверны (6) ИЛИ ((7) И (8)), ТО (переход к анализу различия фондов времени по типам и группам оборудования: {DФji(tk)}={Ф1ji(tk) – Ф2ji(tk)}; {DФj(tk)}={Ф1j(tk) – Ф2j(tk)} И определяют коэффициенты bji (tk) и bj (tk) по (9)). Дальнейший анализ ситуации выполняется аналогично. Заметим, что все приведенные числовые значения справедливы для условий базового предприятия, уточняются на основе опыта работы системы и для других предприятий могут быть рекомендованы как начальные. Некоторые отличия имеются на последнем интервале tk, соответствующем окончанию ИОП. Здесь необходимо множеству отставаний от КПГ на данном ИОП {DP6} присвоить приоритеты [9], сформировать множества невыполненных работ для включения их в следующий ИОП. Процедуры оценки возможных управленческих воздействий Полученные с помощью продукционной базы знаний причины отклонения хода выполнения ТП от расчетного КПГ и возможные управляющие воздействия анализируются «внутренними» экспертами на шаге 2 работы АСУ ТП. Анализ осуществляется после окончания каждого ИОП. Процедуры выполняются работниками орга- низации (внутренние эксперты) при активном управлении ЛПР. Как показал опыт, наиболее качественный состав экспертов – это работники самой организации, по своим должностным обязанностям относимые к управленческому персоналу (с точки зрения производства) различного уровня. Состав внутренних экспертов, как правило, следующий: субъект 1 – ЛПР – руководитель организации по производству или его заместитель; субъект 2 – начальник производственной системы; субъект 3 – руководитель (руководители) подразделения (подразделений); субъект 4 – руководитель (руководители) диспетчерской службы (служб). Алгоритм принятия решений коллективом внутренних экспертов состоит в следующем. 1. Внутренним экспертам присваиваются веса (их сумма равна 1) с учетом степени ответственности за принимаемое решение и квалификации в предметной области решения. 2. Определяется допустимая нижняя граница общей уверенности внутренних экспертов в эффективности управляющего воздействия (на основе опыта работы рекомендуется ≥ 0,7). 3. Определяется периодичность корректировок (рекомендуется по окончании каждого ИОП). 4. Определяются точки оценки возможных решений и управляющих воздействий (рекомендуется после шага 1 и шага 2 работы системы); i=1. 5. Переход к i-му периоду (ИОП) корректировок. 6. Обсуждение и оценка варианта управляющего воздействия (уверенность в достижении результата реализацией управляющего воздействия) каждым внутренним экспертом в числовой форме (от 0 до 1). 7. Получение взвешенной оценки общей уверенности внутренних экспертов в достижении результата реализацией управляющего воздействия. 8. Принятие решения ЛПР и переход к следующей точке оценки. 9. i = i +1. Возврат на пункт 5. Отдельного внимания заслуживает способ определения взвешенной уверенности всех внутренних экспертов. С этой целью исходя из экспертных оценок была разработана база знаний на основе нечетких множеств [9]. Правила имеют вид: (ЕСЛИ уверенность эксперта 1 с весом P1 равна A1) И (ЕСЛИ уверенность эксперта 2 с весом P2 равна A2) И (ЕСЛИ уверенность эксперта 3 с весом P3 равна A3) И … (ЕСЛИ уверенность эксперта n с весом Pn равна An), ТО (взвешенная уверенность экспертов в результате равна Bi). Лингвистическая переменная Ai имеет 3 терма: достаточная, средняя, недостаточная (рис. 1).
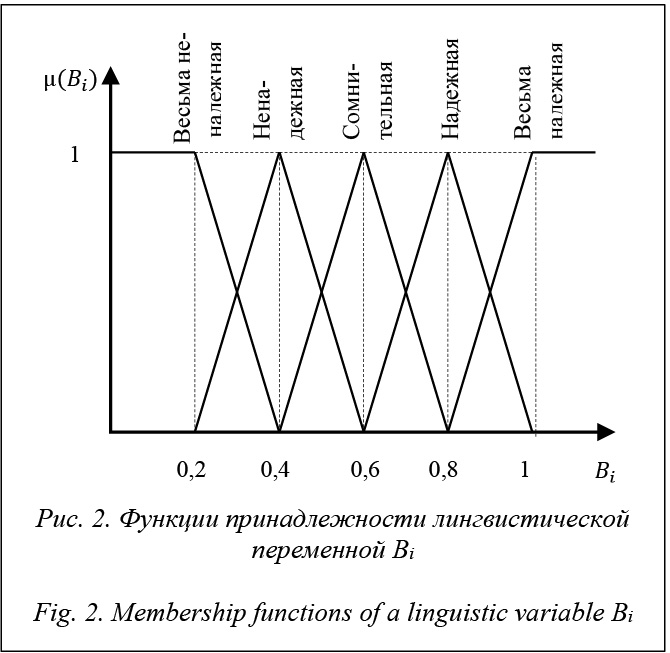
Лингвистическая переменная Bi имеет 5 термов: весьма надежная, надежная, сомнительная, ненадежная, весьма ненадежная (рис. 2).
Рассмотрим, как строится продукционная база нечетких правил определения взвешенной уверенности экспертов в эффективности выбранного управляющего воздействия. С этой целью были введены следующие правила создания моделей. 1. Веса внутренних экспертов Pi принимаются из ряда чисел, кратных ki раз минимальному из них (ki – целое число, равное или большее 1). Pmin = min{P1, P2i, ..., Pi, ..., Pn}. 2. Делается предварительное преобразование подусловий по введенному правилу, когда одно подусловие заменяется ki подусловиями, соединенными оператором «И». Например, исходное подусловие имеет вид: (ЕСЛИ уверенность эксперта i с весом (ki´Pmin)) равна Ai) И… Заменяющие подусловия: (ЕСЛИ уверенность эксперта i с весом Pmin равна Ai И ЕСЛИ уверенность эксперта i с весом Pmin равна Ai И … ЕСЛИ уверенность эксперта i с весом Pmin равна Ai) И... То есть исходное подусловие разбивается на ki подусловий. 3. Записываются с учетом п. 2 нечеткие продукционные правила определения взвешенной уверенности экспертов. 4. В продукционном правиле взаимоисключаются подусловия, содержащие значения лингвистической переменной Ai (достаточная Û недостаточная). Например, исходное правило: (ЕСЛИ уверенность эксперта 1 – достаточная И уверенность эксперта 1-достаточная И уверенность эксперта 2 – недостаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 4 – средняя), ТО... Преобразованное правило: ЕСЛИ уверенность эксперта 1 – достаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 4 – средняя), ТО... Как видим, в результате получаются продукционные правила, содержащие только смежные значения лингвистической переменной Ai. С помощью экспертных оценок сформированы следующие нечеткие продукционные правила, определяющие значение лингвистической переменной Bi (взвешенная уверенность экспертов). 1. ЕСЛИ все подусловия содержат значение лингвистической переменной Ai – достаточная, ТО значение лингвистической переменной Bi – весьма надежная. 2. ЕСЛИ все подусловия содержат значение лингвистической переменной Ai – недостаточная, ТО значение лингвистической переменной Bi – весьма ненадежная. 3. ЕСЛИ число подусловий со значением лингвистической переменной Ai – средняя (превышает число подусловий со значением лингвистической переменной Ai – достаточная или недостаточная) ИЛИ (не более, чем на одно меньше числа подусловий со значением лингвистической переменной Ai – достаточная или недостаточная), ТО лингвистическая переменная Bi – сомнительная. 4. ЕСЛИ (число подусловий со значением лингвистической переменной Ai – достаточная (или недостаточная) более, чем на одно, превышает число подусловий со значением лингвистической переменной Ai – средняя), ТО лингвистическая переменная Bi – надежная (или ненадежная) соответственно. Например: (ЕСЛИ уверенность эксперта 1 – достаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 3 – достаточная И уверенность эксперта 4 – средняя), ТО значение лингвистической переменной Bi – надежная. Fuzzy-логическая конъюнкция подусловий выполняется по правилу минимума. Нахождение функций совместной принадлежности – по правилу нечеткой импликации Мамдани. Дефазификация взвешенной оценки уверенности экспертов (результат) выполняется по центроидному методу. Заключение Таким образом, на основе автоматизированного распознавания производственной ситуации по формальным признакам системой генерируются возможные решения, оцениваемые впоследствии экспертами. Это позволило уточнить выбор управляющего воздействия. При оценке управляющего воздействия эксперты учитывают дополнительные (по отношению к системе) параметры, так как в условиях производственных систем многономенклатурного машиностроения в моделях АСУ ТП учет всех возмущающих действий практически невозможен. Разработанные методики и модели диспетчирования в рамках АСУ ТП [10, 11] успешно прошли промышленную апробацию на базовом предприятии и могут быть рекомендованы к реализации модулем в автоматизированных промышленных системах планирования и управления производственными подразделениями классов ERP, MRP-II и Scada [3]. Следует подчеркнуть положительный эффект и от привлечения цехового персонала к процессу принятия решений, что увеличивает их меру ответственности за результаты работы и заставляет глубже вникать в суть проблем управления производством. Опыт реализации методик показал их доступ- ность для понимания и использования цеховым управленческим персоналом. Работа выполнена при финансовой поддержке РФФИ, проект № 14-01-00324. Литература 1. Самойлович В.Г. Организация производства и менеджмент. М.: Академия, 2008. 336 с. 2. Балахонова И.В., Волчков С.А., Капитуров В.А. Интеграция процессов с помощью ERP-системы. Н. Новгород: Приоритет, 2006. 464 с. 3. Обухов И.А., Гайфуллин Б.Н. Автоматизация систем управления предприятиями стандарта ERP-MRP-11. М.: Интерфейс-Пресс, 2002. 286 с. 4. Гаврилов Д.А. Календарное планирование: что и как? // Умное производство. 2009. № 4. С. 49–57. 5. Лири Д.О. ЕRP-системы. Современное планирование и управление ресурсами предприятия. М.: Вершина, 2004. 272 с. 6. Бурдо Г.Б., Семенов Н.А., Исаев А.А. Автоматизированная система управления технологическими процессами в многономенклатурных производствах // Программные продукты и системы. 2012. № 1. С. 80–83. 7. Рыбина Г.В. Основы построения интеллектуальных систем. М.: Финансы и статистика; Инфра-М, 2010. 432 с. 8. Ларичев О.И., Мечитов А.И., Мошкович Е.М., Фу- ремс Е.М. Выявление экспертных знаний; [под ред. С.В. Емельянова]. М.: Наука, 1989. 128 с. 9. Заде Л. Понятие лингвистической переменной и ее применение к понятию приближенных решений. М.: Мир, 1976. 167 с. 10. Бурдо Г.Б., Палюх Б.В., Семенов Н.А. Системы управления технологическими процессами в машиностроении: подходы к созданию интеллектуальных систем управления: монография. Palmarium Acad. Publ., 2012. 187 с. 11. Бурдо Г.Б. Интеллектуальные процедуры планирования и управления в производственных системах геофизического приборостроения // Программные продукты и системы. 2011. № 3. С. 107–110. |
 ;
;  ,
, ;
;  .
. ,
,





 ).
). делением на 8 получают необходимое число дополнительных смен по каждому типу оборудования для сокращения отставания: Cдi = Фдj /8.
делением на 8 получают необходимое число дополнительных смен по каждому типу оборудования для сокращения отставания: Cдi = Фдj /8.
 . (7)
. (7) , (8)
, (8)
 .
.
 (9)
(9) (2 смены).
(2 смены). , (m – индекс дня ИОП (1, 2 и т.д.)), и группам:
, (m – индекс дня ИОП (1, 2 и т.д.)), и группам:  ;
; .
. .
.
| Permanent link: http://swsys.ru/index.php?id=4242&lang=en&page=article |
PDF version article Full issue in PDF (16.33Mb) Download the cover in PDF (0.33Мб) |
| The article was published in issue no. № 1, 2017 [ pp. 21-27 ] |
Perhaps, you might be interested in the following articles of similar topics: